




Study on Multi-objective Optimization and High Efficiency Plunge Milling Experiment of Titanium Alloy for Aviation
-
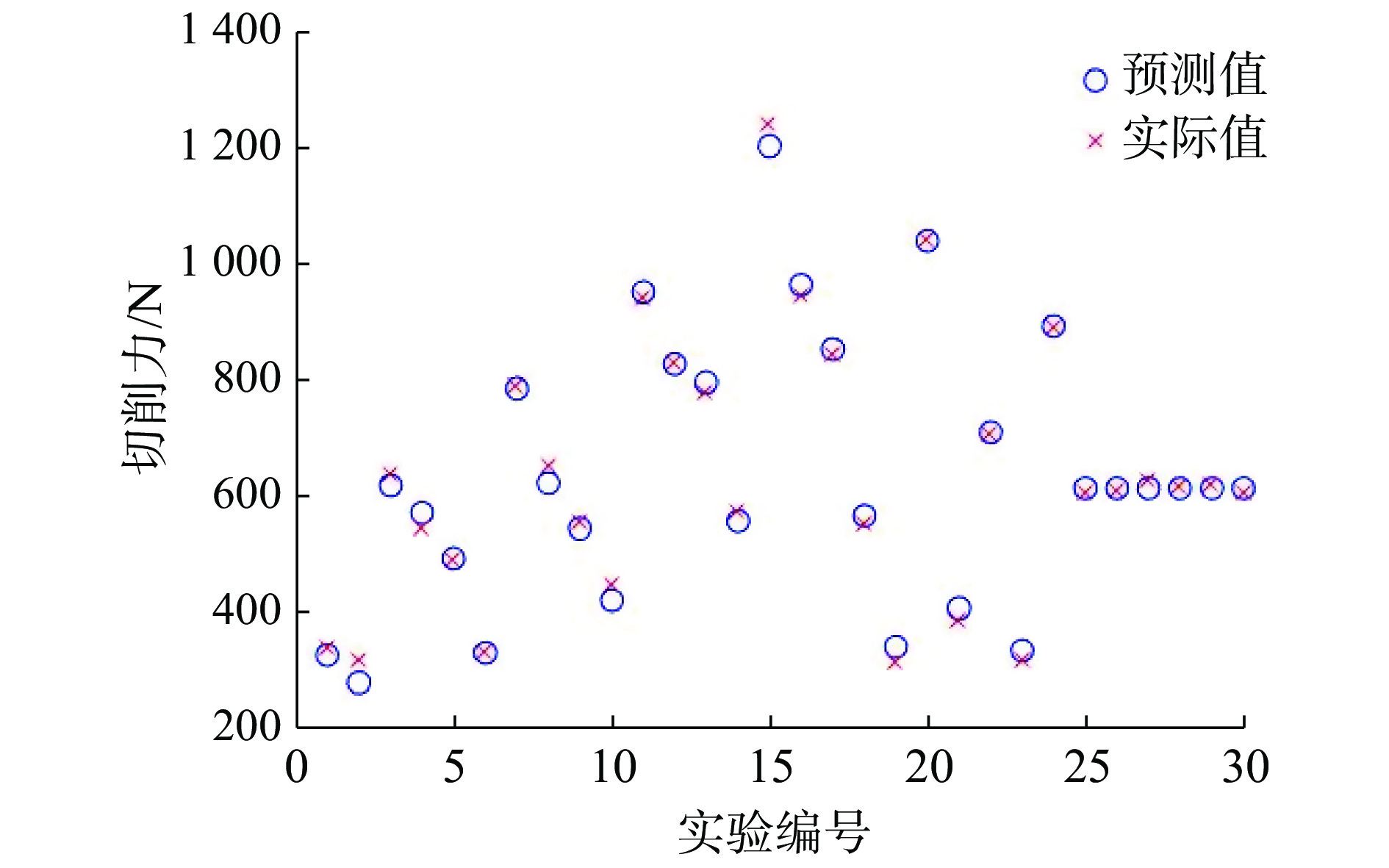
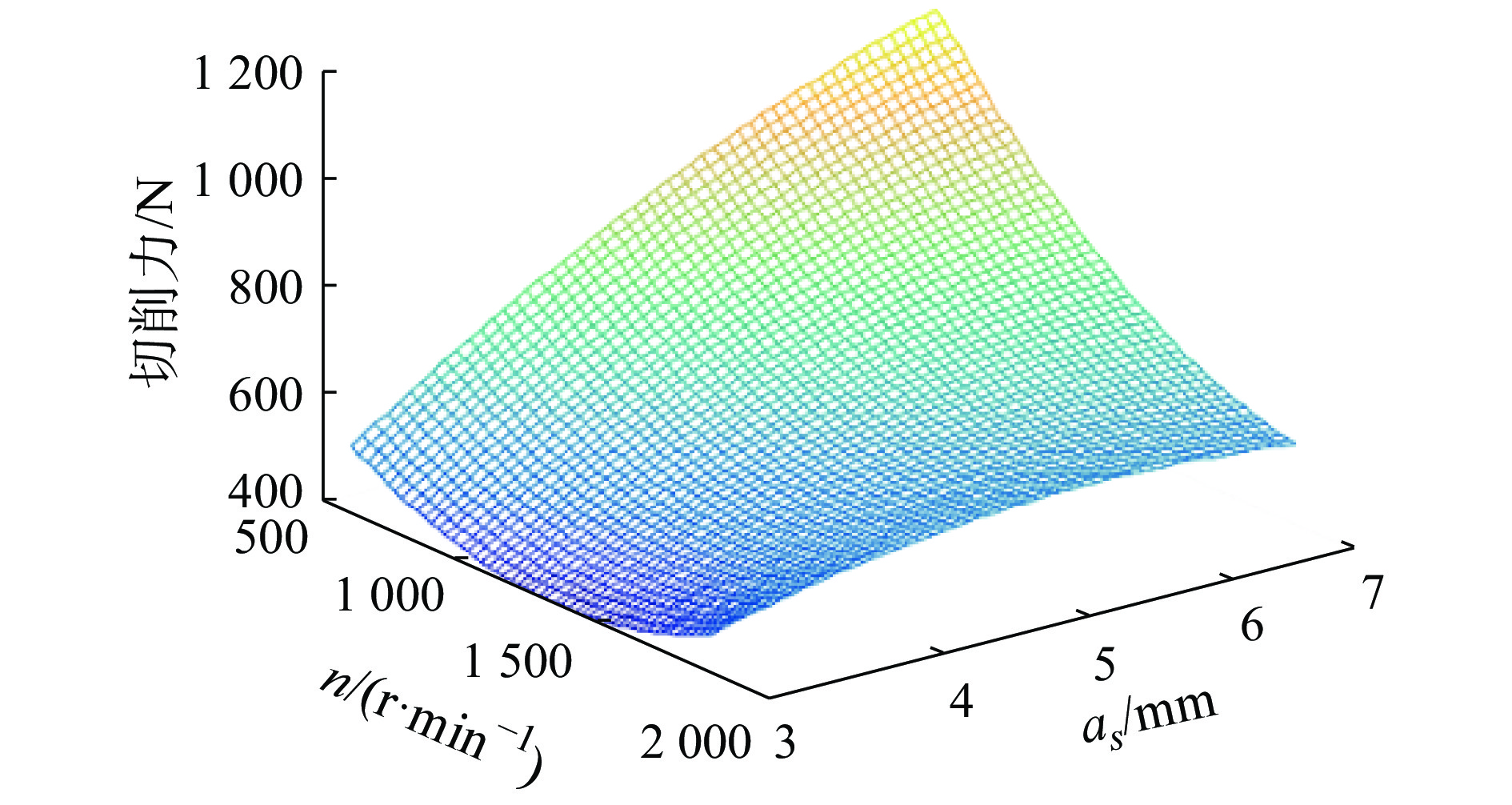
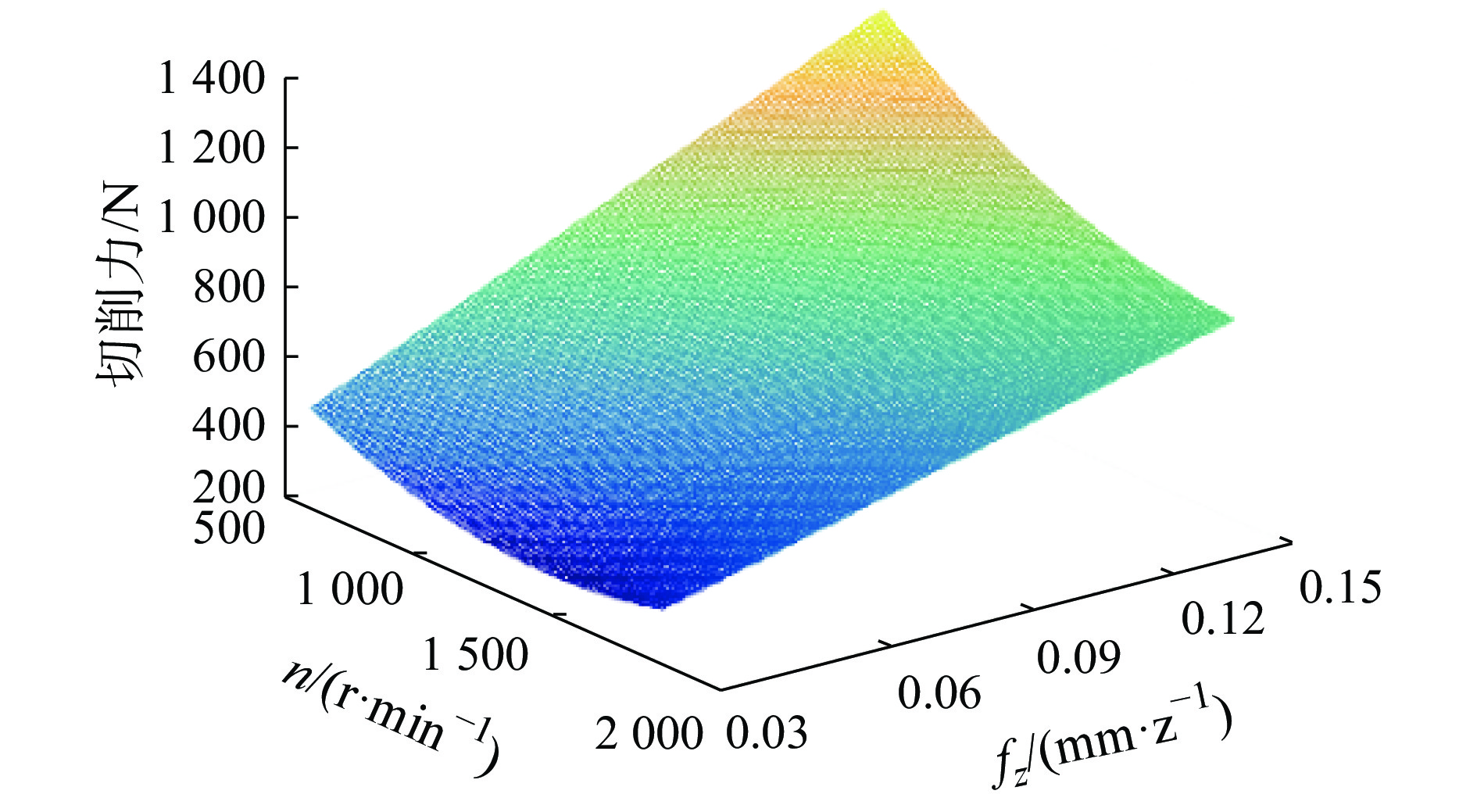
摘要: 钛合金整体叶盘是航空发动机的重要零部件,结构复杂,加工难度大。插铣加工因其轴向承受能力强和刚性大等特性,非常适合加工钛合金整体叶盘这类难加工、结构复杂的零部件。针对钛合金插铣加工效率的问题,采用响应曲面法设计插铣实验,建立切削力经验模型,以切削力和材料去除率为目标,采用NSGA-II算法进行多目标优化获得Pareto最优解。研究表明:切削力随主轴转速的增加而缓慢减小,随切削宽度、切削步距和每齿进给量的上升而增加;与实验初始参数组合相比,优化后的材料去除率提高了81.19%,而切削力减小了23.68%,达到了本研究的高效加工目标。Abstract: Titanium alloy blisk is an important part in the aero-engine, which has complex structure and difficult machining. Plunge milling is very suitable for machining difficult-to-cut materials such as titanium alloys and complex components due to its strong axial bearing capacity and high rigidity. Aiming at the machining efficiency in plunge milling of titanium alloy, the plunge milling experiment is designed by using the response surface methodology, and an empirical model for cutting force is established. With the goal of cutting force and material removal rate, the NSGA-II is used for multi-objective optimization to obtain the Pareto optimal solution. The results show that the cutting force decreases slowly with the increasing of spindle speed, and increases with the increasing of cutting width, cutting step and feed per tooth. Comparing with the experimental initial parameter combination, the optimal material removal rate increased by 81.19%, and the cutting force reduced by 23.68%. The results show that the present method can achieve the goal of high efficiency machining.
-
Key words:
- Titanium alloy /
- plunge milling /
- response surface method /
- cutting force /
- multiobjective optimization
-
表 2 切削参数的编码及水平
切削参数 编码水平 −2 −1 0 1 2 n /(r·min−1) 600 900 1200 1500 1800 ae /mm 1.5 2.5 3.5 4.5 5.5 as /mm 3 4 5 6 7 fz /(mm·z−1) 0.03 0.06 0.09 0.12 0.15  下载: 导出CSV
下载: 导出CSV
表 3 实验数据
试验
编号切削参数 响应 n/
(r·min−1)ae/
mmas/
(mm)fz/
(mm·z−1)MRR/
(mm3·min−1)Fc/
N1 900 2.5 4 0.06 1080 340.08 2 1500 2.5 4 0.06 1800 317.82 3 900 4.5 4 0.06 1944 639.48 4 1500 4.5 4 0.06 3240 544.98 5 900 2.5 6 0.06 1620 490.38 6 1500 2.5 6 0.06 2700 332.76 7 900 4.5 6 0.06 2916 788.16 8 1500 4.5 6 0.06 4860 651.30 9 900 2.5 4 0.12 2160 555.78 10 1500 2.5 4 0.12 3600 447.78 11 900 4.5 4 0.12 3888 939.72 12 1500 4.5 4 0.12 6480 830.52 13 900 2.5 6 0.12 3240 776.58 14 1500 2.5 6 0.12 5400 573.06 15 900 4.5 6 0.12 5832 1240.38 16 1500 4.5 6 0.12 9720 943.80 17 600 3.5 5 0.09 1890 843.84 18 1800 3.5 5 0.09 5670 549.84 19 1200 1.5 5 0.09 1620 314.88 20 1200 5.5 5 0.09 5940 1040.52 21 1200 3.5 3 0.09 2268 386.22 22 1200 3.5 7 0.09 5292 705.36 23 1200 3.5 5 0.03 1260 316.44 24 1200 3.5 5 0.15 6300 890.88 25 1200 3.5 5 0.09 3780 604.80 26 1200 3.5 5 0.09 3780 610.80 27 1200 3.5 5 0.09 3780 627.96 28 1200 3.5 5 0.09 3780 614.46 29 1200 3.5 5 0.09 3780 620.58 30 1200 3.5 5 0.09 3780 604.32
下载: 导出CSV
表 4 方差分析表
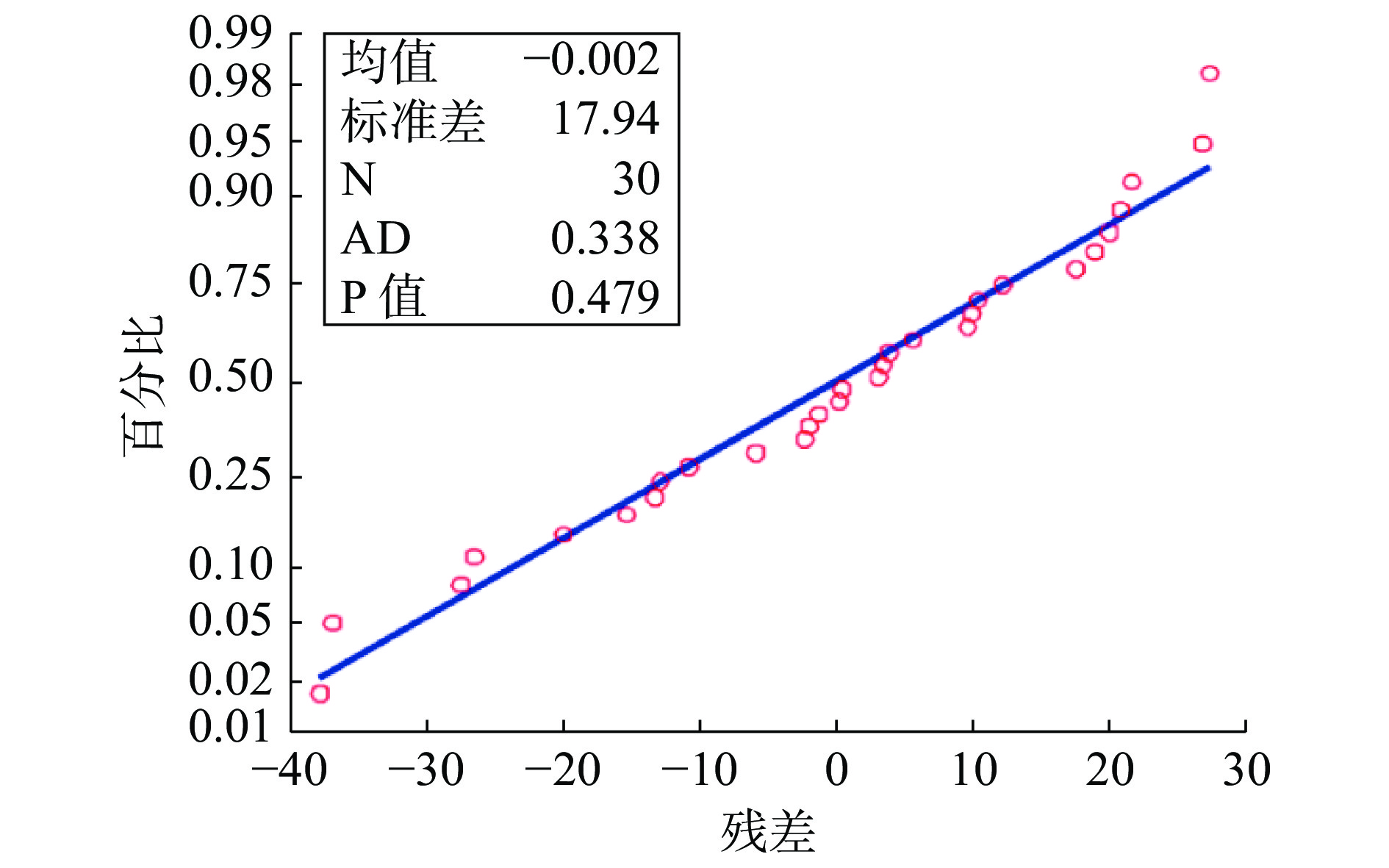
参数 自由度 平方和 均方 F值 P值 p / % 模型 11 1534905 139537 269.07 <0.001 99.40 n 1 122771 122771 236.74 <0.001 7.95 ae 1 733384 733384 1414.18 <0.001 47.49 as 1 137795 137795 265.71 <0.001 8.92 fz 1 468034 468034 902.51 <0.001 30.31 n2 1 16054 16054 30.96 <0.001 1.40 ae2 1 10279 10279 19.82 <0.001 0.67 as2 1 5346 5346 10.31 0.005 0.35 nas 1 13261 13261 25.57 <0.001 0.86 nfz 1 5855 5855 11.29 0.003 0.38 aefz 1 13130 13130 25.32 <0.001 0.85 asfz 1 7216 7216 13.91 0.002 0.48 误差 18 9335 519 0.6 合计 29 1544239 100 R2 0.9940 Radj2 0.9903 Rpre2 0.9784
下载: 导出CSV
表 5 预测的20个Pareto最优解
编号 n /(r·min−1) ae/mm as/mm fz/(mm·z−1) MRR/(mm3·min−1) Fc/N 1 1800 5.500 7 0.150 20790 1376.625 2 1047.753 1.500 3 0.030 282.893 49.022 3 1770.950 1.500 7 0.030 1115.699 101.609 4 1799.848 2.910 7 0.124 9086.183 595.178 5 1800 2.845 7 0.129 9221.248 602.860 6 1799.930 2.231 7 0.068 3836.536 279.059 7 1800 2.676 7 0.116 7831.853 521.824 8 1799.993 3.239 7 0.150 12244.670 776.658 9 1800 2.812 7 0.111 7900.077 525.778 10 1799.993 3.824 7 0.150 14453.69 912.992 11 1800 2.807 7 0.097 6874.440 465.791 12 1799.990 2.992 7 0.127 9569.469 623.365 13 1800 3.799 7 0.150 14361.77 907.047 14 1800 3.158 7 0.131 10395.610 672.116 15 1799.995 4.032 7 0.150 15239.270 964.629 16 1799.998 2.480 7 0.108 6771.806 459.840 17 1799.989 3.636 7 0.150 13741.820 867.632 18 1800 2.165 7 0.069 3746.181 273.670 19 1799.994 5.266 7 0.150 19906.570 1305.530 20 1800 5.313 7 0.150 20084.920 1319.708
下载: 导出CSV
表 6 优化与实验中心点对比结果
编号 n ae as fz MRR Fc MRR增益/ % Fc增益/ % 中心点 1200 3.500 5 0.090 3780 610.295 − − 5 1800 2.845 7 0.129 9221.248 602.860 143.950 −1.220 6 1799.930 2.231 7 0.068 3836.536 279.059 1.500 −54.280 11 1800 2.807 7 0.097 6874.440 465.791 81.190 −23.680
下载: 导出CSV
-
[1] 任军学, 田卫军, 姚倡锋, 等. 钛合金整体结构件高效插铣工艺实验研究[J]. 中国机械工程, 2008, 19(22): 2758-2761 doi: 10.3321/j.issn:1004-132X.2008.22.028REN J X, TIAN W J, YAO C F, et al. Experimental study on the overall structure of titanium alloy with high-effect plunge milling process[J]. China Mechanical Engineering, 2008, 19(22): 2758-2761 (in Chinese) doi: 10.3321/j.issn:1004-132X.2008.22.028 [2] 程耀楠, 杨金龙, 冯新敏, 等. 钛合金插铣加工切削力试验及工艺参数优化[J]. 工具技术, 2018, 52(2): 65-68 doi: 10.3969/j.issn.1000-7008.2018.02.014CHENG Y N, YANG J L, FENG X M, et al. Experimental study on cutting force and process parameter optimization of plunge milling machining of titanium alloy[J]. Tool Engineering, 2018, 52(2): 65-68 (in Chinese) doi: 10.3969/j.issn.1000-7008.2018.02.014 [3] LI Y, LIANG S Y, PETROF R C, et al. Force modelling for cylindrical plunge cutting[J]. The International Journal of Advanced Manufacturing Technology, 2000, 16(12): 863-870 doi: 10.1007/s001700070003 [4] ALTINTAS Y, KO J H. Chatter stability of plunge milling[J]. CIRP Annals, 2006, 55(1): 361-364 doi: 10.1016/S0007-8506(07)60435-1 [5] KO J H, ALTINTAS Y. Time domain model of plunge milling operation[J]. International Journal of Machine Tools and Manufacture, 2007, 47(9): 1351-1361 doi: 10.1016/j.ijmachtools.2006.08.007 [6] DAMIR A, NG E G, ELBESTAWI M. Force prediction and stability analysis of plunge milling of systems with rigid and flexible workpiece[J]. The International Journal of Advanced Manufacturing Technology, 2011, 54(9-12): 853-877 doi: 10.1007/s00170-010-2982-y [7] 岳彩旭, 高海宁, 刘献礼. 基于动态切削力系数的插铣加工过程稳定性研究[J]. 机械工程学报, 2017, 53(17): 193-201 doi: 10.3901/JME.2017.17.193YUE C X, GAO H N, LIU X L. Research on the stability of the machining process based on the dynamic cutting force coefficient[J]. Journal of Mechanical Engineering, 2017, 53(17): 193-201 (in Chinese) doi: 10.3901/JME.2017.17.193 [8] ZHUANG K J, ZHU D H, DING H. An analytical cutting force model for plunge milling of Ti6Al4V considering cutter runout[J]. The International Journal of Advanced Manufacturing Technology, 2018, 94(9-12): 3841-3852 doi: 10.1007/s00170-017-1078-3 [9] ZHUANG K J, XU X H, XIAO R Q, et al. Mechanistic cutting force prediction model for plunge milling considering cutter runout[C]//Proceedings of ASME 2017 International Mechanical Engineering Congress and Exposition. Tampa: ASME, 2017 [10] 任军学, 石凯, 姚倡锋, 等. TC11钛合金插铣参数对表面温度影响研究[J]. 机械科学与技术, 2009, 28(10): 1261-1265 doi: 10.3321/j.issn:1003-8728.2009.10.001REN J X, SHI K, YAO C F, et al. Effect of plunge milling parameters on surface temperature of titanium alloy TC11[J]. Mechanical Science and Technology for Aerospace Engineering, 2009, 28(10): 1261-1265 (in Chinese) doi: 10.3321/j.issn:1003-8728.2009.10.001 [11] 任军学, 刘博, 姚倡锋, 等. TC11钛合金插铣工艺切削参数选择方法研究[J]. 机械科学与技术, 2010, 29(5): 634-637, +641REN J X, LIU B, YAO C F, et al. On plunge milling process parameters optimization for TC11 titanium alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2010, 29(5): 634-637, +641 (in Chinese) [12] ZHUANG K J, ZHANG X M, ZHANG D, et al. On cutting parameters selection for plunge milling of heat-resistant-super-alloys based on precise cutting geometry[J]. Journal of Materials Processing Technology, 2013, 213(8): 1378-1386 doi: 10.1016/j.jmatprotec.2013.03.007 [13] DANIS I, WOJTOWICZ N, MONIES F, et al. Cutting conditions and surface integrity during dry plunge-milling of a wrought magnesium alloy[J]. Procedia Engineering, 2013, 63: 36-44 doi: 10.1016/j.proeng.2013.08.213 [14] DANIS I, WOJTOWICZ N, MONIES F, et al. Influence of dry plunge-milling conditions on surface integrity of magnesium alloys[J]. International Journal of Mechatronics and Manufacturing Systems, 2014, 7(2-3): 141-156 [15] FREDJ M, MONIES F, RUBIO W, et al. Influential parameters in plunge milling for titanium alloy Ti-6Al-4V[C]//Proceedings of International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing. Cartagena: Springer, 2019: 380-390 [16] CAMPOSECO-NEGRETE C. Optimization of cutting parameters using response surface method for minimizing energy consumption and maximizing cutting quality in turning of AISI 6061 T6 aluminum[J]. Journal of Cleaner Production, 2015, 91: 109-117 doi: 10.1016/j.jclepro.2014.12.017 [17] DIKSHIT M K, PURI A B, MAITY A. Experimental study of cutting forces in ball end milling of Al2014-T6 using response surface methodology[J]. Procedia Materials Science, 2014, 6: 612-622 doi: 10.1016/j.mspro.2014.07.076 -






 点击查看大图
点击查看大图
图(10) / 表(6)
计量
- 文章访问数: 162
- HTML全文浏览量: 81
- PDF下载量: 20
- 被引次数: 0
