




Study on Amplitude and Phase Control Strategy of Vibration System of Linear Friction Welding Machine
-
摘要: 为保证线性摩擦焊接过程能量输入的稳定性,提高线性摩擦焊机振动系统幅值与相位的控制精度,建立了振动系统目标信号、输入信号与输出信号之间的关系,提出幅相控制策略,设计了幅相控制算法控制器,并采用Simulink建立了系统控制模型,通过模拟仿真,得到了不同焊接参数下的算法输入参数。通过典型参数下的焊接试验,验证了幅相控制的可行性。根据焊接过程参数分析了不同控制方法的控制效果,结果表明采用所设计的幅相控制策略,焊接过程中振动系统的振幅误差为1.2%,相位误差为0.16°。
-
关键词:
- 线性摩擦焊机 /
- 振动系统 /
- 幅相控制 /
- Simulink仿真
Abstract: In order to ensure the energy supply stability of welding operation and improve the control accuracy of amplitude and phase of vibration servo system of linear friction welding machine, the relationship between target signal, input signal and output signal was established in this paper. The vibration servo system controller was designed based on amplitude and phase control algorithm, and the system control model was established in Simulink. Through simulation, the algorithm input parameters under different welding parameters were obtained. The feasibility of amplitude and phase control strategy was verified by welding tests under typical parameters. The control effects of different control methods were analyzed according to the welding process parameters. The results showed that the amplitude control error with amplitude and phase control algorithm was 1.2% and the phase control error was 0.16°. -
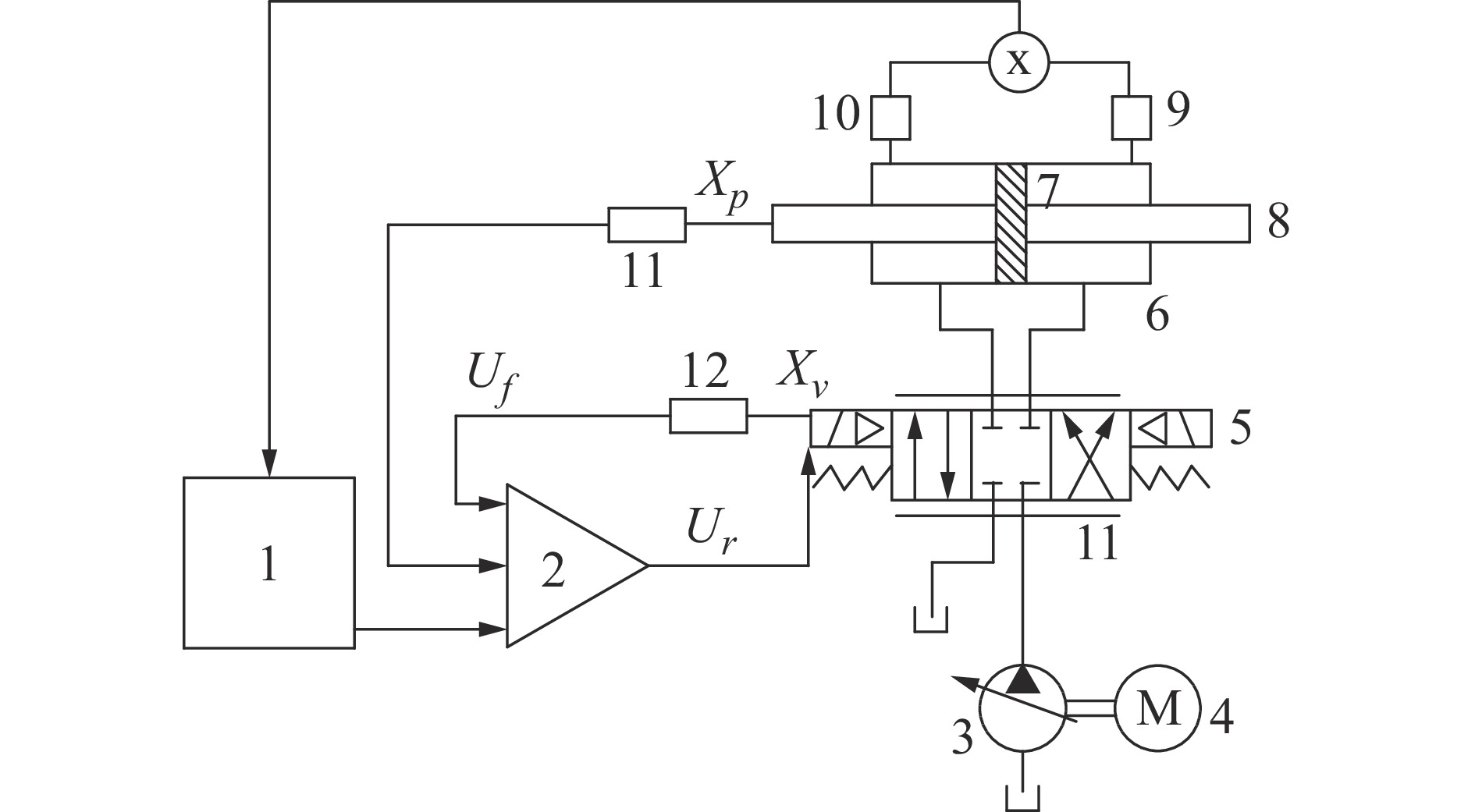
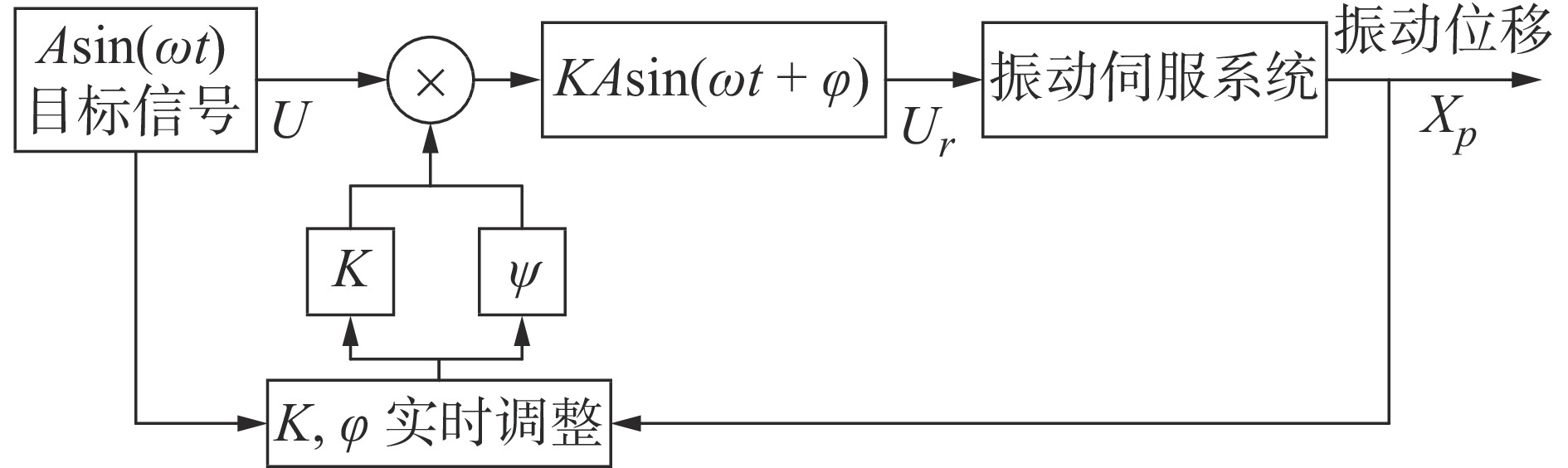
图 1 LFW250型线性摩擦焊机振动伺服系统原理图
Figure 1. Principles of LFW250 linear friction welding machine's vibration servo system
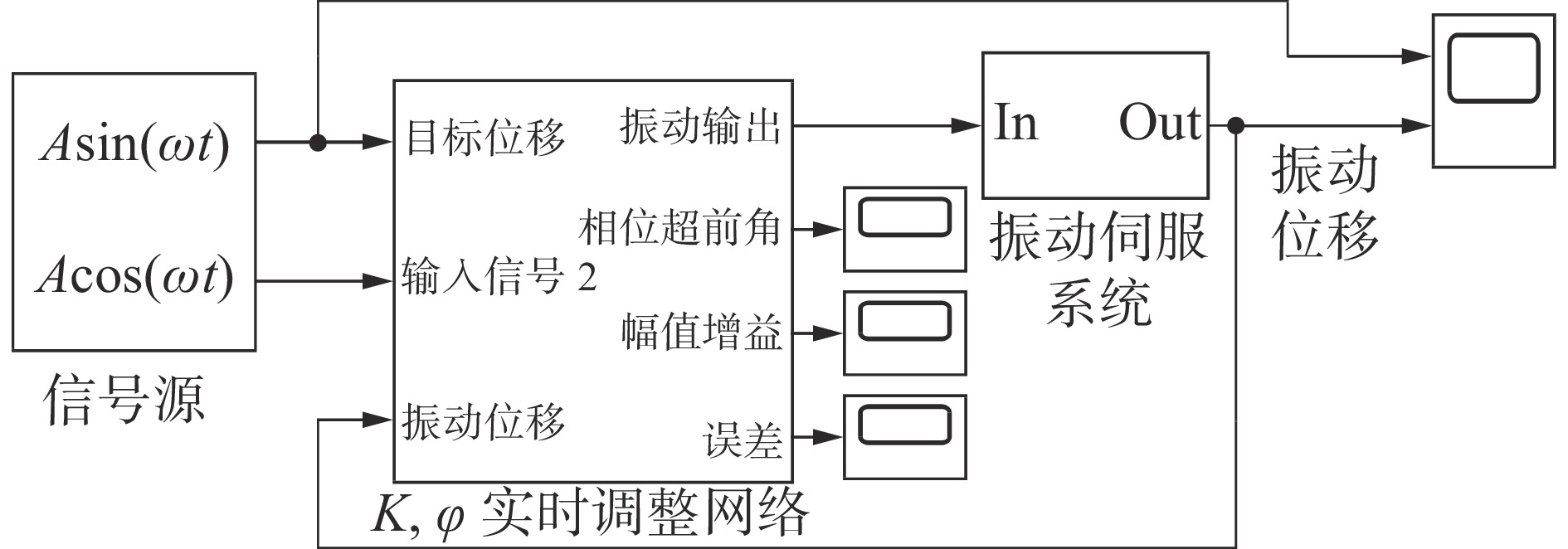
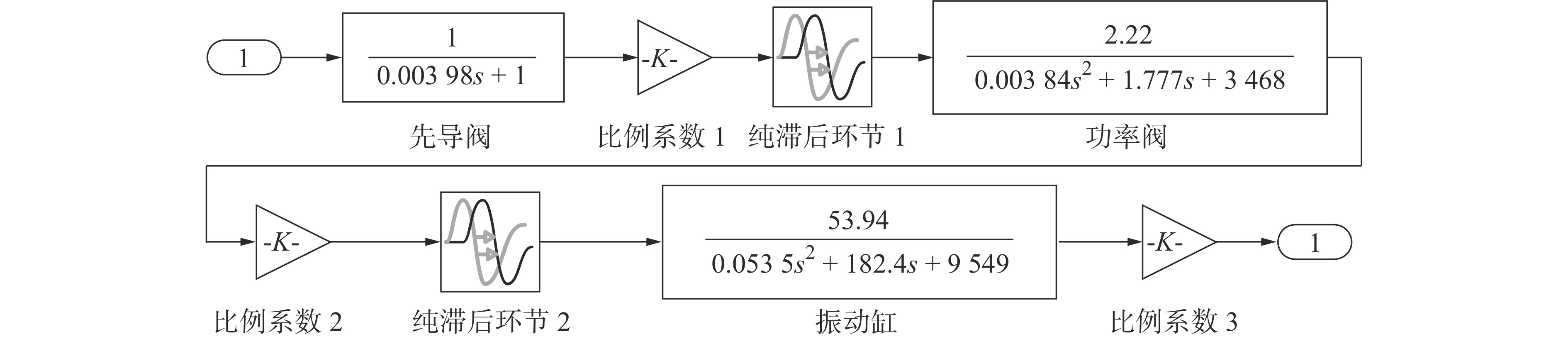
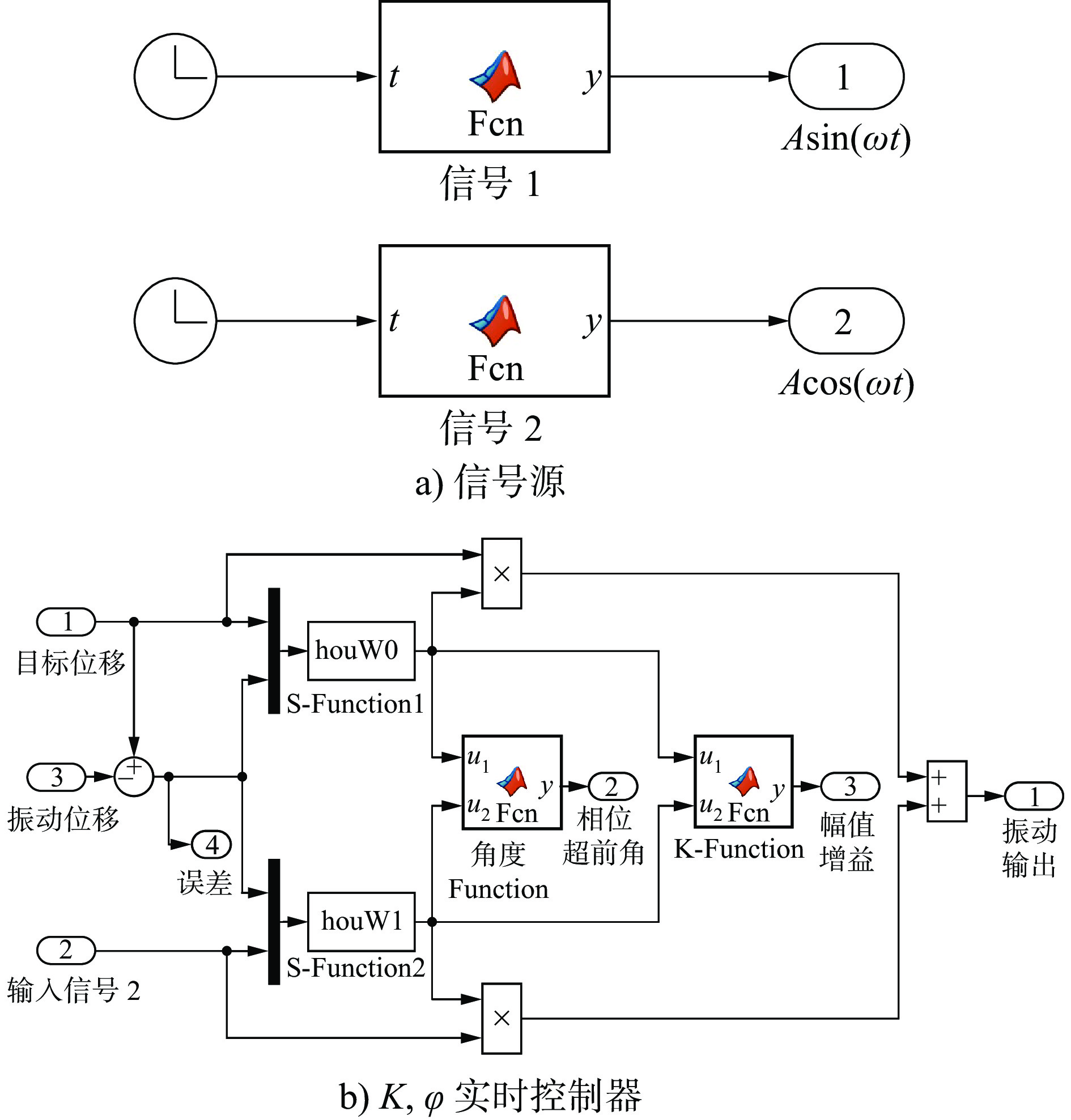
图 5 振动伺服系统幅相控制闭环仿真模型
Figure 5. Closed-loop simulation model of amplitude-phase control for vibration servo system
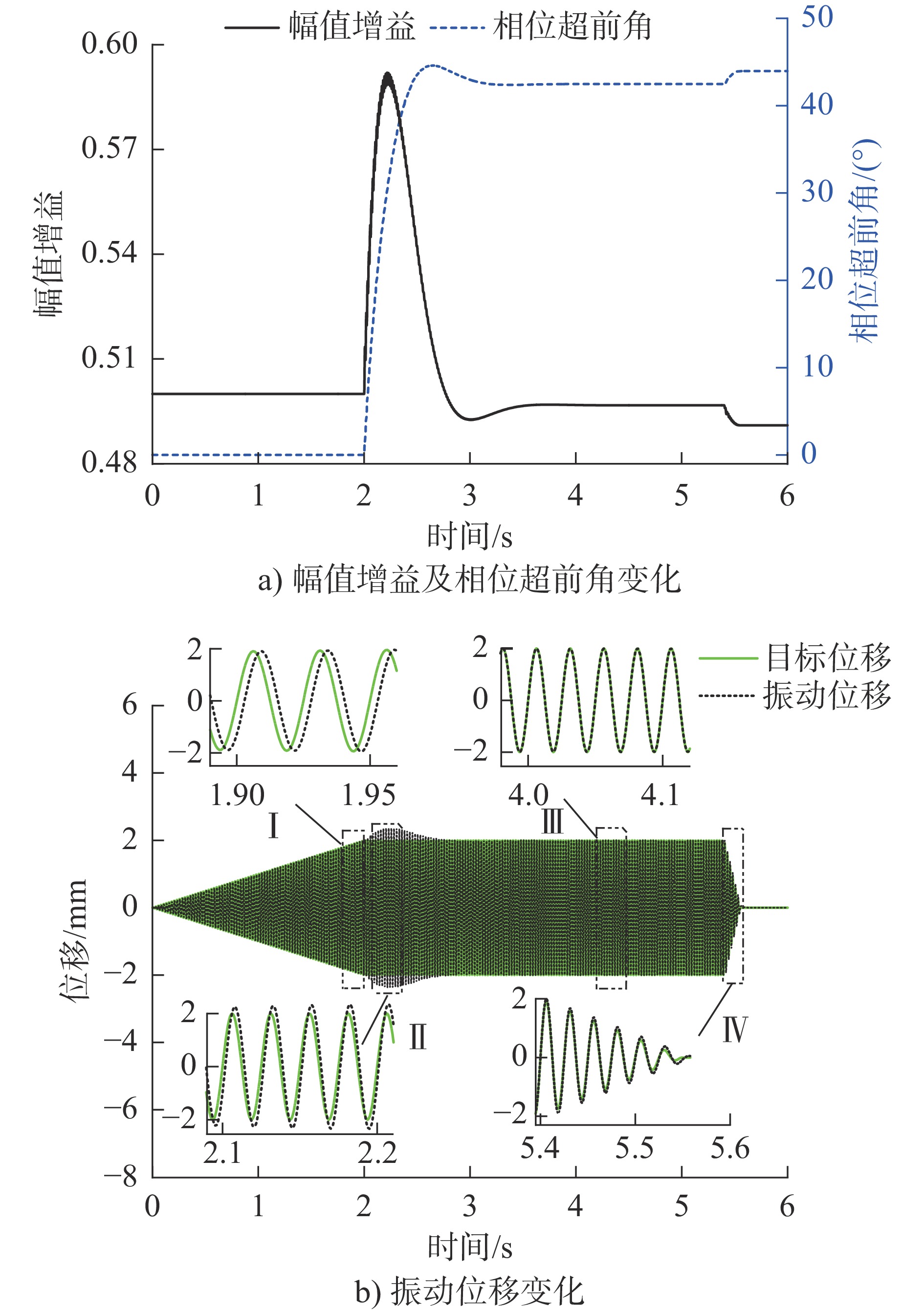
图 7 控制参量及振动信号模拟结果
Figure 7. Simulation results of control parametersand vibration signal
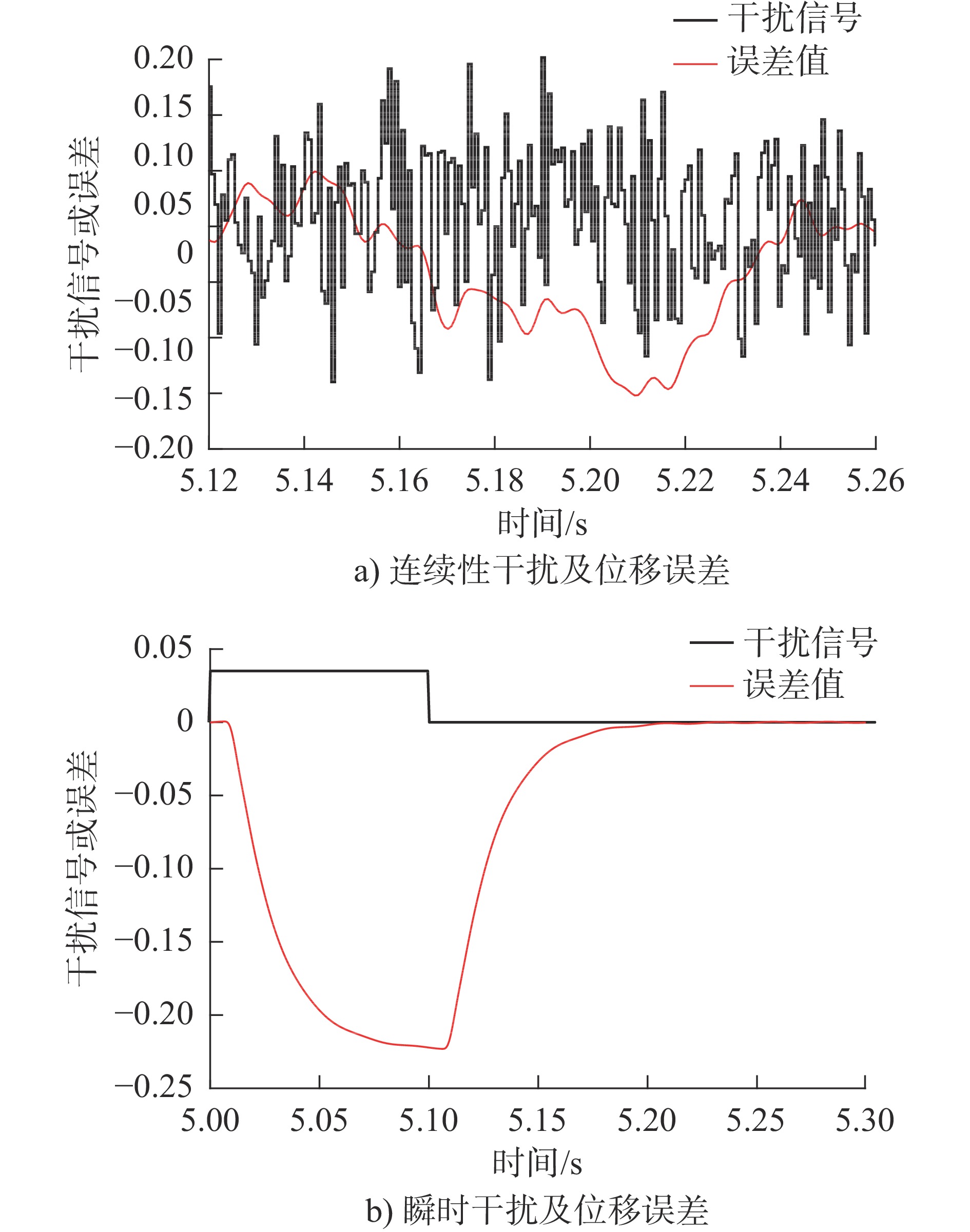
图 8 不同干扰条件及其位移误差值
Figure 8. Different interference conditions and their displacement error values
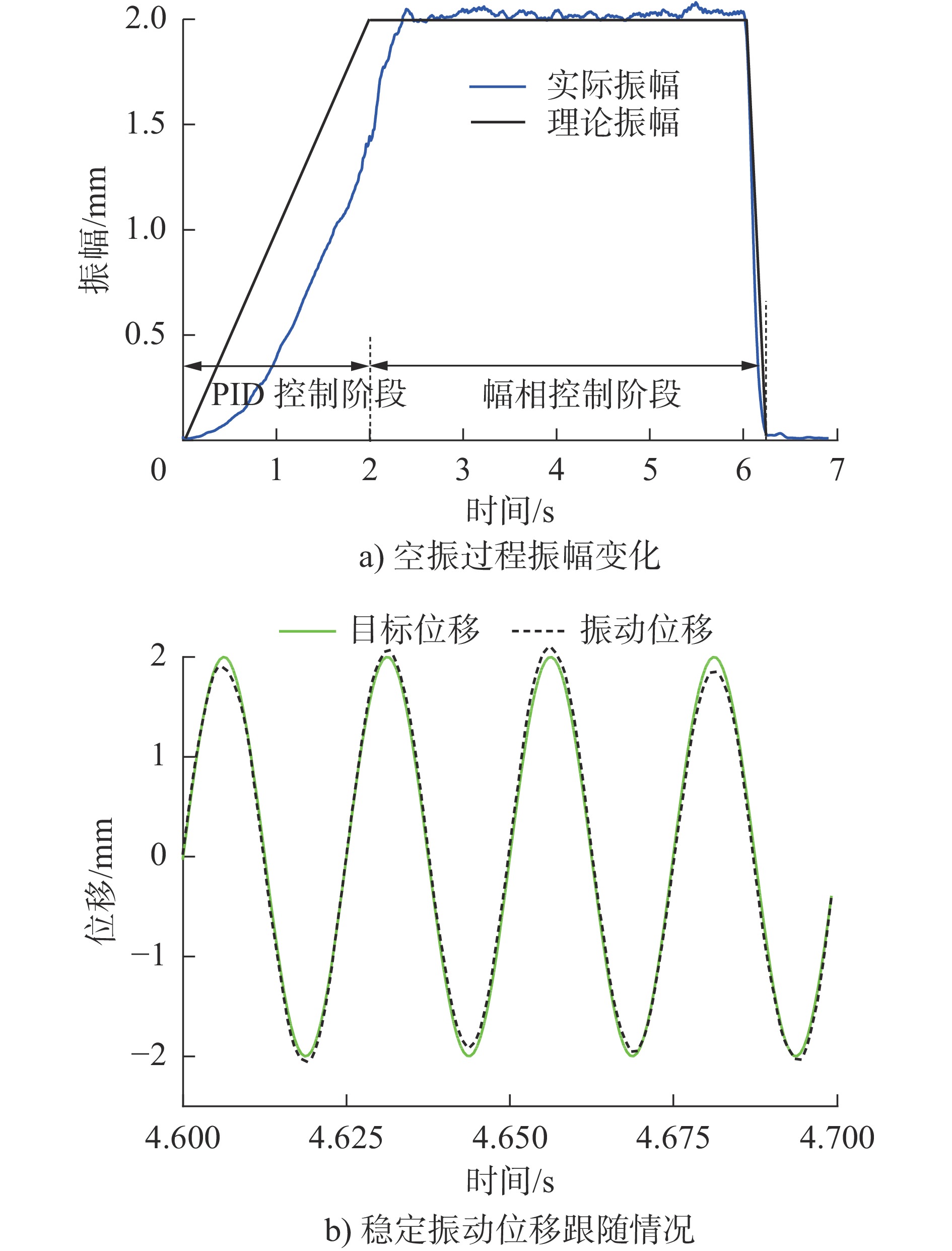
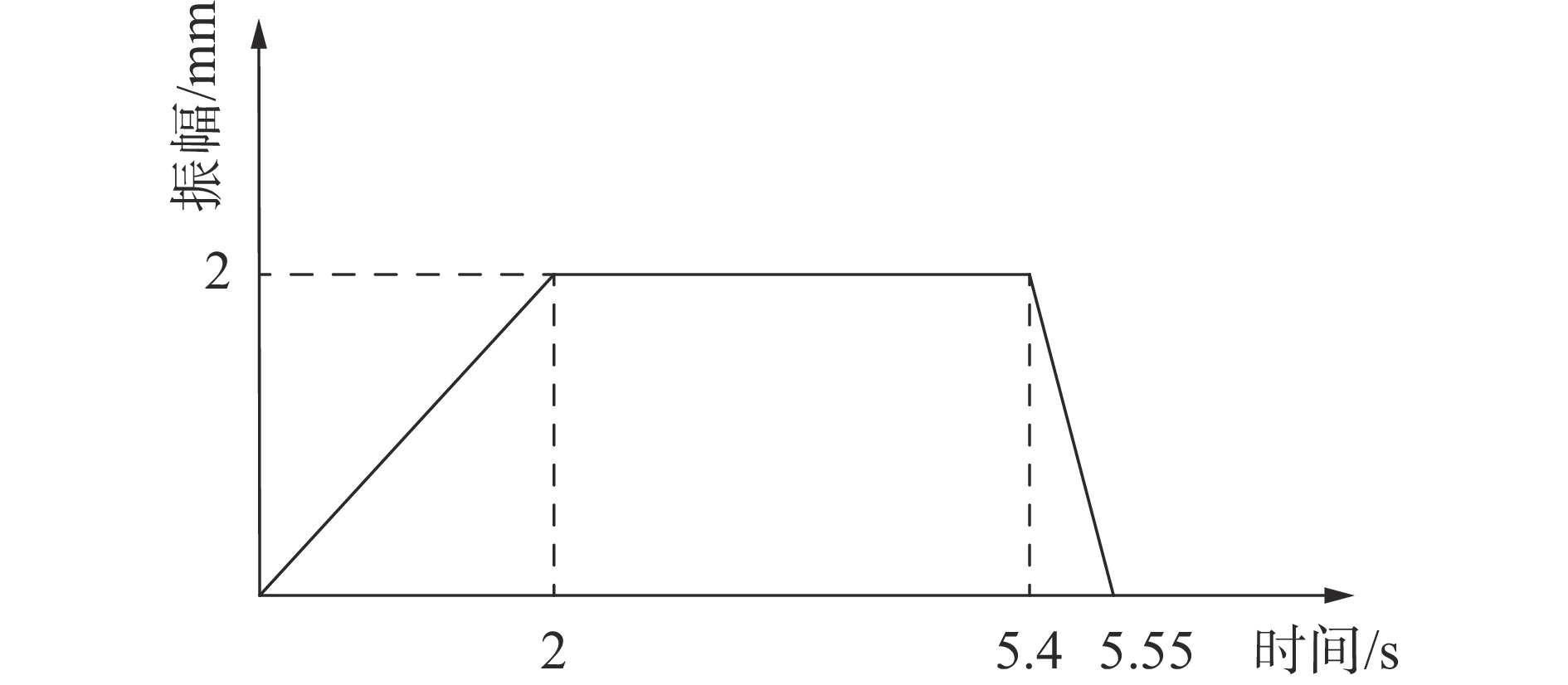
图 10 幅相控制空振试验结果
Figure 10. Empty load vibration test results of amplitude-phase controlled process
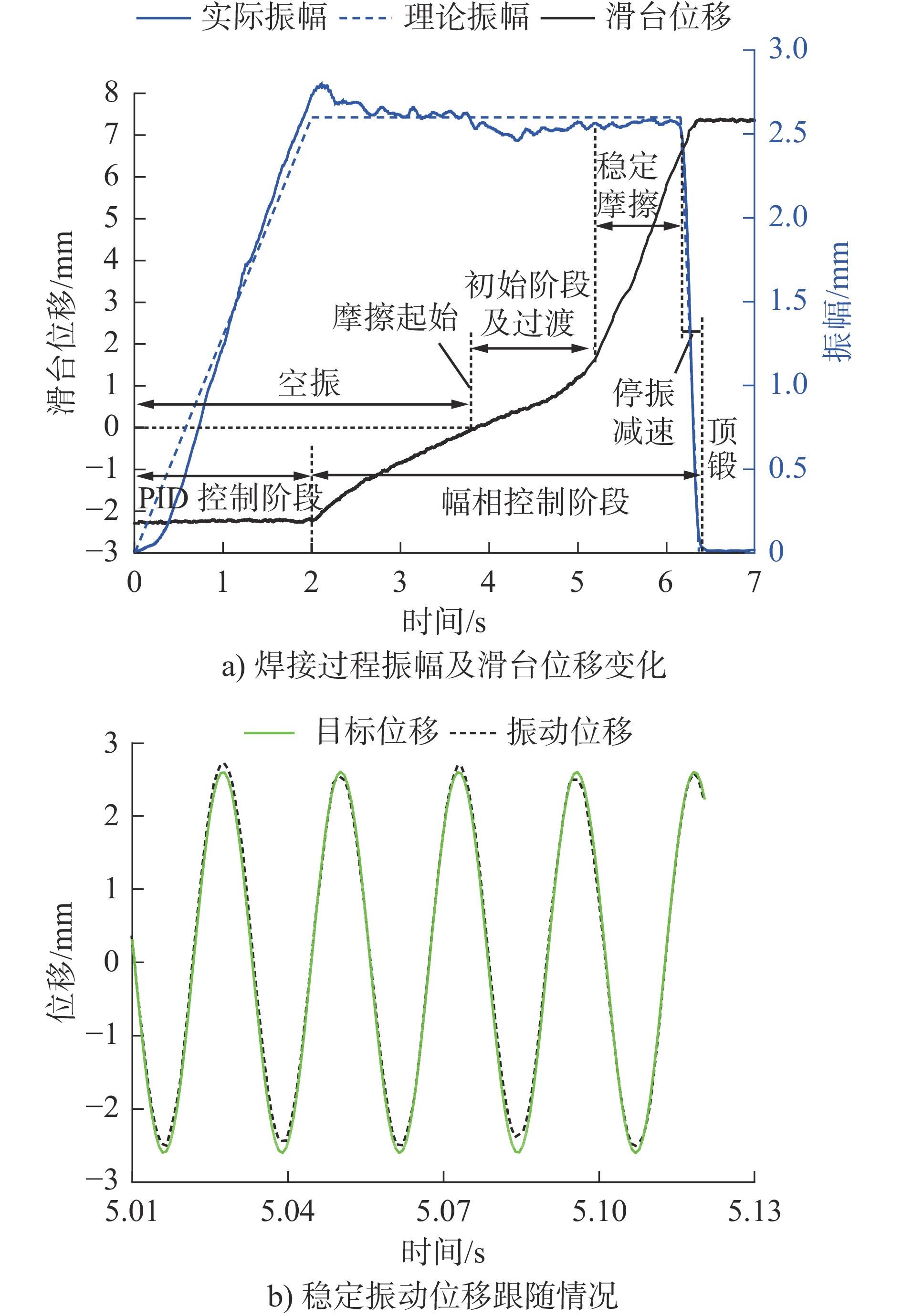
图 11 幅相控制焊接过程参数变化
Figure 11. Parameter variation of amplitude-phase controlled welding processes
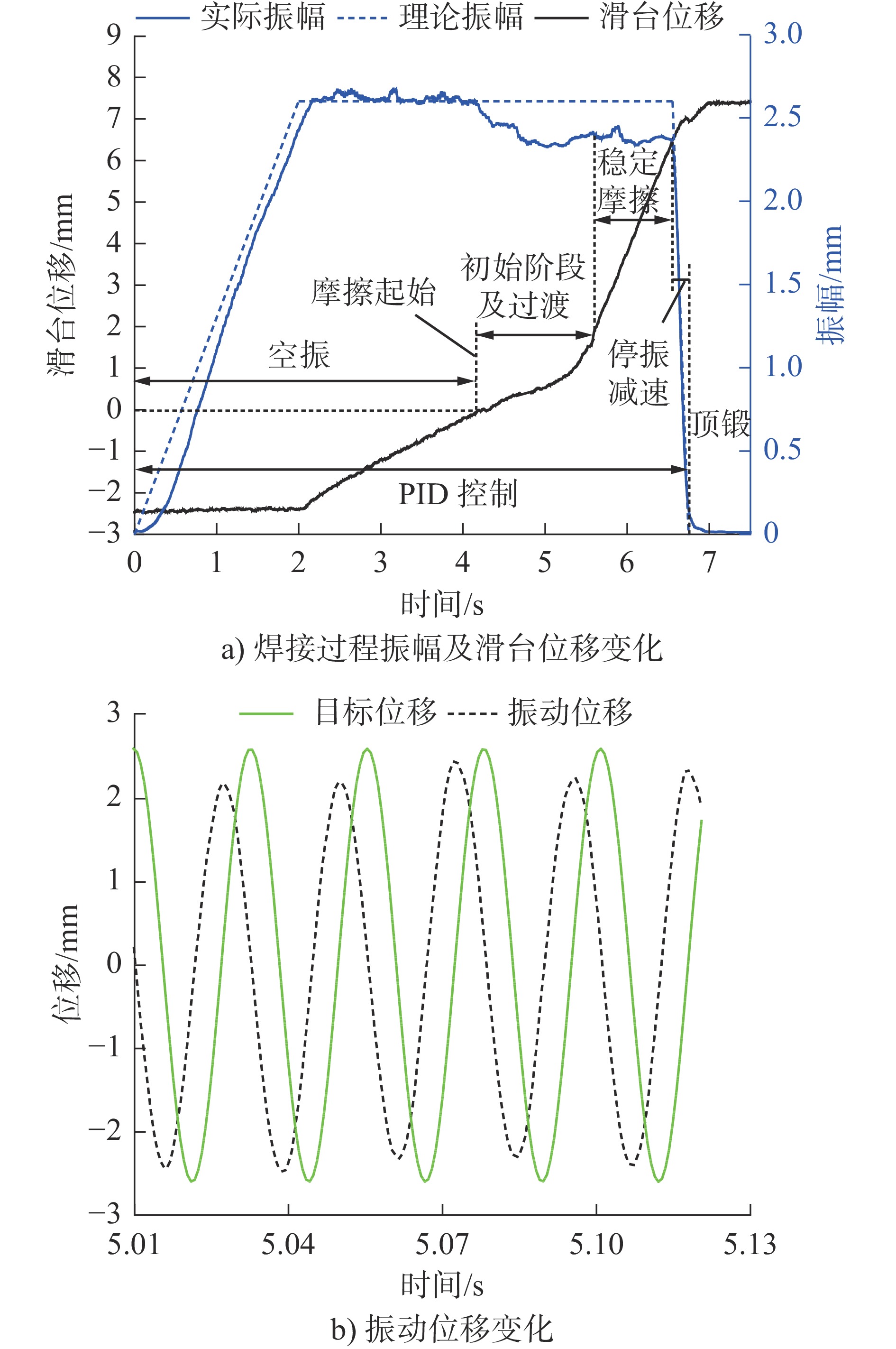
图 12 双闭环PID控制焊接过程参数变化
Figure 12. Welding process parameter changes of double closed-loop PID control strategy
表 1 TC21线性摩擦焊接工艺参数
Table 1. Linear friction welding process parameters of TC21
频率/Hz 振幅/mm 摩擦压力/MPa 摩擦时间/s 顶锻压力/MPa 44 2.6 55 6 55  下载: 导出CSV
下载: 导出CSV
表 2 不同控制方法控制效果对比
Table 2. Comparison of control effects of differentcontrol methods
控制方式 振幅绝对误差/mm 振幅相对误差/% 相位差/(°) PID控制 −0.22 8.5 72.57 幅相控制 −0.03 1.2 0.16
下载: 导出CSV
-
[1] PIOLLE N. Linear friction welding: a solid-state welding process for the manufacturing of aerospace titanium parts[M]//Metals & Materials Society The Minerals. TMS 2021 150th Annual Meeting & Exhibition Supplemental Proceedings. Cham: Springer, 2021: 60-72. [2] 温国栋. 异种钛合金线性摩擦焊温度场、微观组织及性能研究[D]. 西安: 西北工业大学, 2014.WEN G D. Study on temperature field、microstructure and properties of dissimilar linear friction welded titanium alloy joint[D]. Xi'an: Northwestern Polytechnical University, 2014. (in Chinese) [3] 栾海英. 电液伺服控制线性摩擦焊系统关键技术的研究[D]. 北京: 机械科学研究总院, 2007.LUAN H Y. Study on the key techniques of the electric-hydraulic servo control linear friction welding system[D]. Beijing: China Academy of Machinery Science and Technology, 2007. (in Chinese) [4] 陈强. 线性摩擦焊接设备机电液闭环控制系统研究[D]. 西安: 西北工业大学, 2008.CHEN Q. Study on electro-hydraulic closed loop control system of linear friction welding equipment[D]. Xi'an: Northwestern Polytechnical University, 2008. (in Chinese) [5] 银东东. 线性摩擦焊接设备电液伺服控制系统性能研究[D]. 西安: 西北工业大学, 2009.YIN D D. Study on the performance of electro-hydraulic servo control system for linear friction welding equipment[D]. Xi'an: Northwestern Polytechnical University, 2009. (in Chinese) [6] 高波. 线性摩擦焊机液压振动系统控制方法研究[D]. 西安: 西北工业大学, 2010.GAO B. Study on control method of hydraulic vibration system of linear friction welding machine[D]. Xi'an: Northwestern Polytechnical University, 2010. (in Chinese) [7] VAIRIS A, FROST M. High frequency linear friction welding of a titanium alloy[J]. Wear, 1998, 217(1): 117-131. doi: 10.1016/S0043-1648(98)00145-8 [8] BHAMJI I, PREUSS M, THREADGILL P L, et al. Linear friction welding of AISI 316L stainless steel[J]. Materials Science and Engineering:A, 2010, 528(2): 680-690. doi: 10.1016/j.msea.2010.09.043 [9] VAIRIS A, FROST M. Modelling the linear friction welding of titanium blocks[J]. Materials Science and Engineering:A, 2000, 292(1): 8-17. doi: 10.1016/S0921-5093(00)01036-4 [10] 赵春晖, 张朝柱, 李刚. 自适应信号处理[M]. 哈尔滨: 哈尔滨工程大学出版社, 2006.ZHAO C H, ZHANG C Z, LI G. Adaptive signal processing[M]. Harbin: Harbin Engineering University Press, 2006. (in Chinese) [11] 赵航. 汽车零部件电液伺服正弦振动测试控制策略研究[D]. 哈尔滨: 哈尔滨工业大学, 2015.ZHAO H. Research on the control strategy of the electro-hydraulic servo sinusoidal vibration test for the automotive parts[D]. Harbin: Harbin Institute of Technology, 2015. (in Chinese) [12] 刘明朗. 线性摩擦焊机液压振动系统控制方法研究[D]. 西安: 西北工业大学, 2010.LIU M L. Study on control method of hydraulic vibration system of linear friction welding machine[D]. Xi'an: Northwestern Polytechnical University, 2010. (in Chinese) -


 点击查看大图
点击查看大图
计量
- 文章访问数: 118
- HTML全文浏览量: 62
- PDF下载量: 17
- 被引次数: 0
