




Experimental Study on Cracking Groove of Automotive Connecting Rod using Wire-free WEDM Machine Tool
-
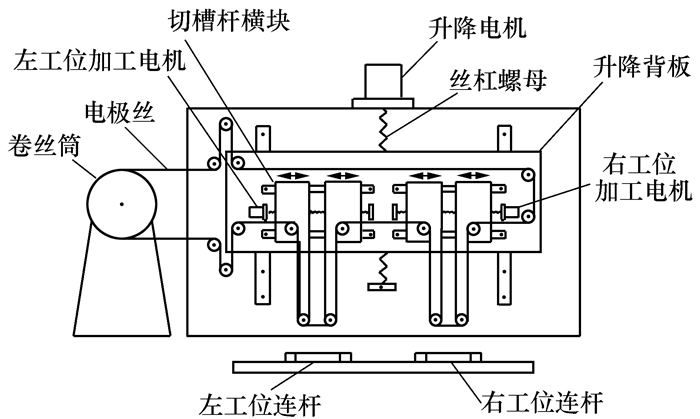
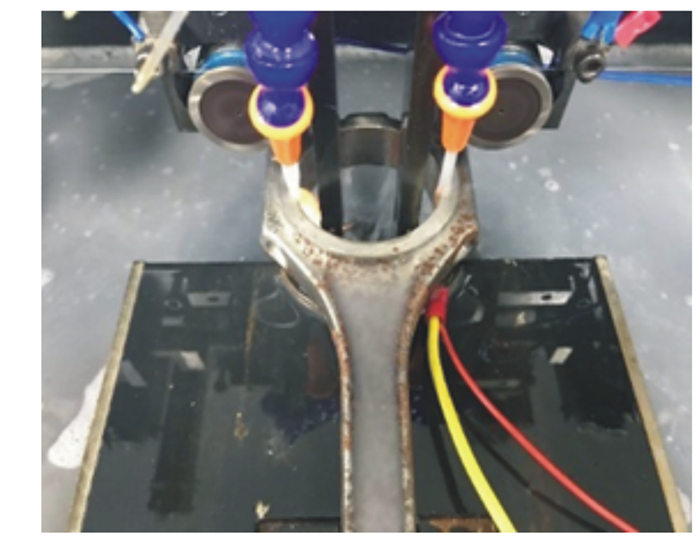
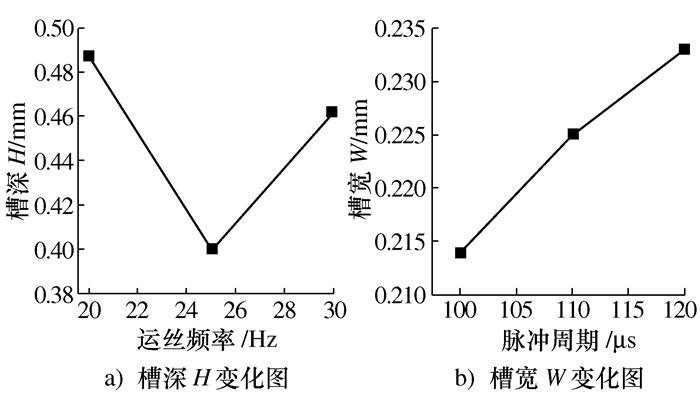
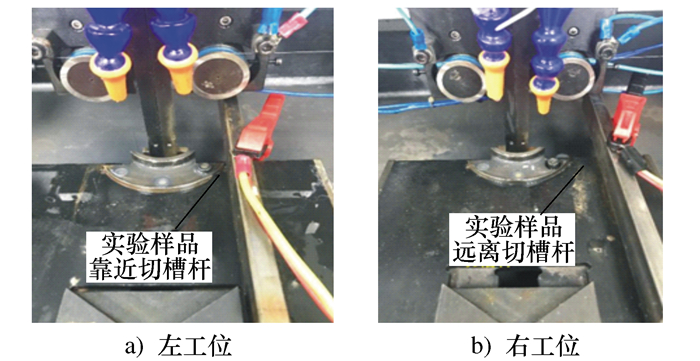
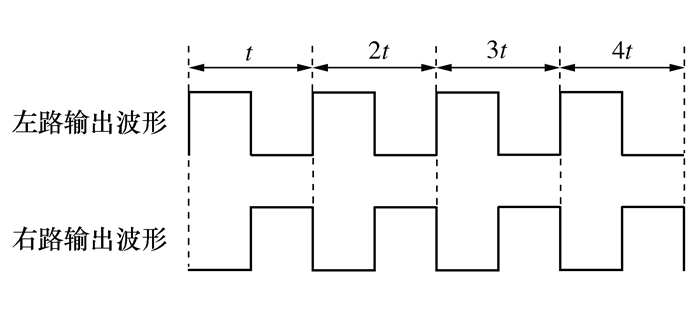
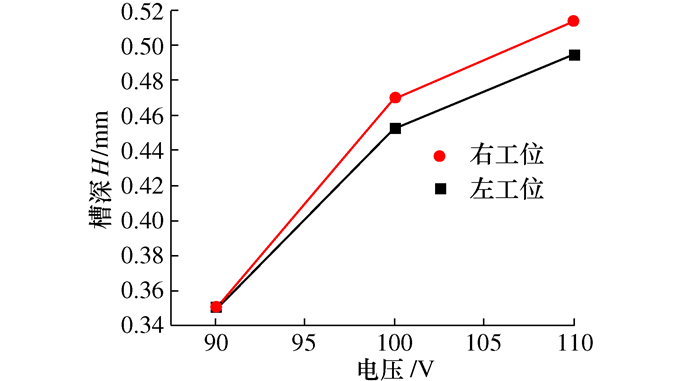
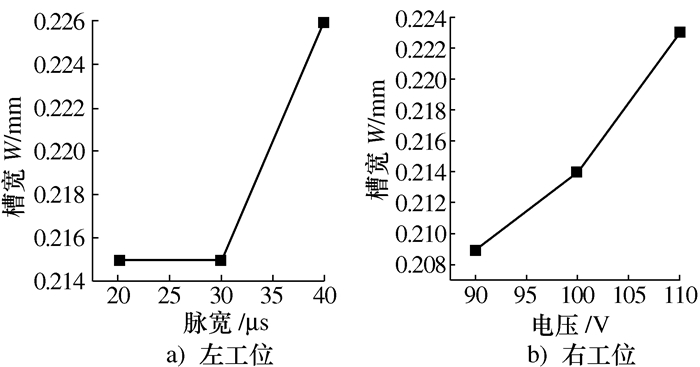
摘要: 为了研究免穿丝型电火花线切割机床加工连杆大头孔内表面双侧裂解槽的质量及效率问题, 以新一代免穿丝型电火花线切割机床为实验设备, 分别进行单工位加工实验与双工位加工实验, 其中双工位加工实验分为不同型号和同型号连杆裂解槽双工位加工实验。实验证明: 单工位加工时实验样品槽深H随运丝频率的增大呈现先减少后增大, 槽宽W受脉冲周期影响显著; 同型号双工位加工时实验样品裂解槽槽深H受电源电压影响显著, 左工位实验样品裂解槽槽宽W在脉宽30 ~40 μs变化明显, 右工位实验样品槽宽W随电压上升而增大。大部分实验组均能在20 s内达到连杆裂解槽加工要求, 具有良好的应用前景。
-
关键词:
- 免穿丝型电火花线切割机床 /
- 连杆大头孔内表面双侧裂解槽 /
- 槽深 /
- 槽宽
Abstract: For studying Wire-free WEDM machine tool processing the inner surface cracking groove in the double sides of the connecting rod quality and efficiency, the new Wire-free WEDM machine tool is used as the experimental equipment, which carries out the single-station processing and double-station processing experiment, among the double-station processing experiment is divided into the different types and the same type of connecting rod cracking groove double-station processing experiment. The single-station processing experiments have proved that the experimental sample groove depth H decreases firstly and then increases by the wire moving frequency increasing in the single-station processing, and the groove width W is increased by the pulse period; the same type of double-station processing proves that the groove depth H is significantly affected by the power supply voltage. The width W of the cracking groove of the left station experimental sample changes from 30 to 40 μs, and the groove width W of the right station experimental sample increases with the increasing of voltage. All experimental groups can meet the preparation requirements of connecting rod cracking groove by 20 s, and it have good an application prospective. -
表 1 实验条件
名称 参数 备注 电极丝 0.18 mm 加工条件 工作液 佳润JR3A冷却液 实验样品 45#钢条200 mm×25 mm×10 mm 实验材料 电源电压 0~120 V 脉宽 0~50 μs 加工时间 20 s 检测设备 激光共聚焦显微镜 测试条件  下载: 导出CSV
下载: 导出CSV
表 2 实验因素水平表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 90 20 20 100 2 100 25 30 110 3 110 30 40 120
下载: 导出CSV
表 3 单工位加工实验
序号 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 槽深H/mm 槽宽W/mm 1 90 20 20 100 0.376/0.427/0.447 0.190/0.257/0.200 2 90 25 30 110 0.377/0.370/0.414 0.213/0.213/0.203 3 90 30 40 120 0.428/0.383/0.400 0.253/0.247/0.210 4 100 20 30 120 0.515/0.420/0.510 0.227/0.217/0.213 5 100 25 40 100 0.455/0.440/0.468 0.213/0.220/0.210 6 100 30 20 110 0.503/0.480/0.485 0.210/0.243/0.237 7 110 20 40 110 0.559/0.541/0.585 0.240/0.243/0.227 8 110 25 20 120 0.365/0.353/0.361 0.257/0.217/0.253 9 110 30 30 100 0.505/0.461/0.509 0.220/0.230/0.190
下载: 导出CSV
表 4 实验样品槽深H极差分析表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 0.403 0.487 0.422 0.454 2 0.475 0.400 0.454 0.479 3 0.471 0.462 0.473 0.415 极差值 0.072 0.087 0.051 0.064 显著度排序 2 1 4 3
下载: 导出CSV
表 5 实验样品槽宽W极差分析表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 0.221 0.224 0.230 0.214 2 0.221 0.222 0.214 0.225 3 0.231 0.227 0.230 0.233 极差值 0.010 0.005 0.016 0.019 显著度排序 3 4 2 1
下载: 导出CSV
表 6 同型号连杆裂解槽双工位加工实验
序号 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 左工位平均值 右工位平均值 槽深H/mm 槽宽W/mm 槽深H/mm 槽宽W/mm 1 90 20 20 100 0.346 0.210 0.371 0.208 2 90 25 30 110 0.333 0.212 0.334 0.213 3 90 30 40 120 0.371 0.227 0.346 0.206 4 100 20 30 120 0.418 0.212 0.455 0.211 5 100 25 40 100 0.508 0.223 0.504 0.207 6 100 30 20 110 0.433 0.217 0.450 0.224 7 110 20 40 110 0.540 0.229 0.544 0.225 8 110 25 20 120 0.418 0.219 0.460 0.223 9 110 30 30 100 0.526 0.223 0.539 0.221
下载: 导出CSV
表 7 左工位实验样品裂解槽槽深H极差分析表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 0.350 0.453 0.399 0.460 2 0.453 0.420 0.426 0.435 3 0.495 0.443 0.473 0.402 极差值 0.145 0.024 0.074 0.057 显著度排序 1 4 2 3
下载: 导出CSV
表 8 右工位实验样品裂解槽槽深H极差分析表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 0.350 0.460 0.427 0.471 2 0.470 0.432 0.443 0.443 3 0.514 0.445 0.465 0.420 极差值 0.164 0.025 0.038 0.051 显著度排序 1 4 3 2
下载: 导出CSV
表 9 左工位实验样品裂解槽槽宽W极差分析表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 0.216 0.217 0.215 0.218 2 0.217 0.218 0.215 0.219 3 0.224 0.222 0.226 0.219 极差值 0.008 0.005 0.011 0.008 显著度排序 2 3 1 4
下载: 导出CSV
表 10 右工位实验样品裂解槽槽宽W极差分析表
因素水平 电压/V 运丝频率/Hz 脉宽/μs 脉冲周期/μs 1 0.209 0.215 0.219 0.212 2 0.214 0.214 0.215 0.221 3 0.223 0.217 0.212 0.213 极差值 0.014 0003 0.006 0.009 显著度排序 1 4 3 2
下载: 导出CSV
-
[1] KOU S Q, GAO Y, ZHAO Y, et al. Stress analysis and optimization of Nd: YAG pulsed laser processing of notches for fracture splitting of a C70S6 connecting rod[J]. Journal of Mechanical Science and Technology, 2017, 31(5): 2467-2476 doi: 10.1007/s12206-017-0138-9 [2] 孙海波, 姜淑华. 汽车钛合金连杆切削加工中的刀具磨损研究[J]. 工具技术, 2016, 50(9): 59-62 doi: 10.3969/j.issn.1000-7008.2016.09.020SUN H B, JIANG S H. Research on tool wear in cutting process of automobile titanium alloy connecting rod[J]. Tool Engineering, 2016, 50(9): 59-62 (in Chinese) doi: 10.3969/j.issn.1000-7008.2016.09.020 [3] ZHOU H G, LIU S, LI G C, et al. Machining stress analysis and deformation prediction of connecting rod based on FEM and GRNN[J]. Iranian Journal of Science and Technology, Transactions of Mechanical Engineering, 2020, 44(1): 183-192 doi: 10.1007/s40997-018-0256-8 [4] 张冲, 王冠, 杨志刚, 等. 脉冲光纤激光加工36MnVS4连杆裂解槽的研究[J]. 激光与红外, 2018, 48(3): 285-290 doi: 10.3969/j.issn.1001-5078.2018.03.003ZHANG C, WANG G, YANG Z G, et al. Study on fracture splitting groove of 36MnVS4 connecting rod fabricated by pulse fiber laser[J]. Laser & Infrared, 2018, 48(3): 285-290 (in Chinese) doi: 10.3969/j.issn.1001-5078.2018.03.003 [5] 郑祺峰. 发动机连杆裂解槽激光加工技术及自动化设备研究[D]. 长春: 吉林大学, 2010ZHENG Q F. Research on laser processing fracture splitting groove technology and automation equipment for engine connecting rod[D]. Changchun: Jilin University, 2010 (in Chinese) [6] 彭世康, 杜轩宇, 刘桂贤, 等. 双槽电火花线切割机床电气系统研制及工艺研究[J]. 中国科技论文, 2017, 12(22): 2585-2590 doi: 10.3969/j.issn.2095-2783.2017.22.013PENG S K, DU X Y, LIU G X, et al. Development and research on the electrical system of the double groove WEDM machine tool[J]. China Sciencepaper, 2017, 12(22): 2585-2590 (in Chinese) doi: 10.3969/j.issn.2095-2783.2017.22.013 [7] 张朝磊, 魏旸, 方文, 等. 非调质钢36MnVS4汽车发动机连杆胀断缺陷分析[J]. 材料导报, 2018, 32(14): 2458-2461 doi: 10.11896/j.issn.1005-023X.2018.14.024ZHANG C L, WEI Y, FANG W, et al. Fracture splitting defects analysis of automotive connecting rod made of air-cooled forging steel 36MnVS4[J]. Materials Review, 2018, 32(14): 2458-2461 (in Chinese) doi: 10.11896/j.issn.1005-023X.2018.14.024 [8] 苏国康, 黎毅锋, 李俊飞, 等. 连杆应力槽双向同步电火花线切割机床设计[J]. 机电工程, 2020, 37(8): 931-935 doi: 10.3969/j.issn.1001-4551.2020.08.013SU G K, LI Y F, LI J F, et al. Two-way synchronous wire EDM machine for stress groove of connecting rod[J]. Journal of Mechanical & Electrical Engineering, 2020, 37(8): 931-935 (in Chinese) doi: 10.3969/j.issn.1001-4551.2020.08.013 [9] 黎毅锋, 李海成, 苏国康, 等. 双工位倒立式电火花线切割机床研制[J]. 电加工与模具, 2020(4): 22-25 doi: 10.3969/j.issn.1009-279X.2020.04.004LI Y F, LI H C, SU G K, et al. Development of double-station WEDM machine tool for cutting connecting rod stress groove[J]. Electromachining & Mould, 2020(4): 22-25 (in Chinese) doi: 10.3969/j.issn.1009-279X.2020.04.004 [10] 黎毅锋. 双工位连杆应力槽电火花线切割机床控制系统研究[D]. 广州: 广东工业大学, 2020LI Y F. Research on control system of double-station connecting rod stress slot wire EDM machine tool[D]. Guangzhou: Guangdong University of Technology, 2020 (in Chinese) [11] 郑祺峰, 杨慎华, 寇淑清. 发动机连杆裂解加工初始裂解槽预制技术及应用[J]. 汽车技术, 2009(1): 52-55 https://www.cnki.com.cn/Article/CJFDTOTAL-QCJS200901017.htmZHENG Q F, YANG S H, KOU S Q. Technology and application of stress-raising groove prefabrication in fracture splitting processing of engine con-rod[J]. Automobile Technology, 2009(1): 52-55 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-QCJS200901017.htm [12] 郑祺峰, 杨慎华, 邓春萍, 等. 应用Nd∶YAG激光加工连杆初始裂解槽[J]. 光学精密工程, 2010, 18(1): 142-148 https://www.cnki.com.cn/Article/CJFDTOTAL-GXJM201001021.htmZHENG Q F, YANG S H, DENG C P, et al. Manufacture of connecting-rod initial splitting notch by Nd: YAG solid laser[J]. Optics and Precision Engineering, 2010, 18(1): 142-148 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-GXJM201001021.htm [13] KOU S Q, SHI Z, SONG W F. Fracture-splitting processing performance study and comparison of the C70S6 and 36MnVS4 connecting rods[J]. SAE International Journal of Engines, 2018, 11(4): 463-474 doi: 10.4271/03-11-04-0031 [14] SHI Z, KOU S Q. Study on fracture-split performance of 36MnVS4 and analysis of fracture-split easily-induced defects[J]. Metals, 2018, 8(9): 696 doi: 10.3390/met8090696 [15] 汪建敏, 万里, 姜银方, 等. 发动机连杆裂解加工技术综述[J]. 制造技术与机床, 2014(6): 142-145 https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC201406047.htmWANG J M, WAN L, JIANG Y F, et al. Review of the engine connecting rod cracking processing technology[J]. Manufacturing Technology & Machine Tool, 2014(6): 142-145 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC201406047.htm [16] 寇淑清, 杨慎华, 赵庆华, 等. 发动机连杆裂解加工初始裂纹槽几何参数研究[J]. 哈尔滨工业大学学报, 2007, 39(9): 1487-1490 doi: 10.3321/j.issn:0367-6234.2007.09.034KOU S Q, YANG S H, ZHAO Q H, et al. Research on geometry parameters of stress-raising groove in fracture splitting processing of engine con-rod[J]. Journal of Harbin Institute of Technology, 2007, 39(9): 1487-1490 (in Chinese) doi: 10.3321/j.issn:0367-6234.2007.09.034 [17] 杨慎华, 寇淑清, 郑祺峰, 等. 发动机连杆裂解制造工艺及设备[J]. 汽车技术, 2005(2): 29-32 https://www.cnki.com.cn/Article/CJFDTOTAL-QCJS200502007.htmYANG S H, KOU S Q, ZHENG Q F, et al. Splitting decomposition manufacture technology and facilities of engine connecting rods[J]. Automobile Technology, 2005(2): 29-32 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-QCJS200502007.htm [18] 王彦菊. 发动机连杆裂解过程数值模拟及裂解参量分析[D]. 长春: 吉林大学, 2009WANG Y J. Numerical simulation of engine con-rod fracture splitting process and analysis on effect factors[D]. Changchun: Jilin University, 2009 (in Chinese) [19] 姜银方, 龙昆, 何艺. 连杆裂解加工技术的现状与展望[J]. 制造技术与机床, 2012(7): 55-59 https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC201207023.htmJIANG Y F, LONG K, HE Y. Current status and prospect of fracture splitting technology of connecting rod[J]. Manufacturing Technology & Machine Tool, 2012(7): 55-59 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC201207023.htm [20] 张凌志, 苏国康, 刘桂贤, 等. 双工位分时互补电火花线切割加工工艺研究[J]. 机电工程, 2019, 36(12): 1276-1281 https://www.cnki.com.cn/Article/CJFDTOTAL-JDGC201912008.htmZHANG L Z, SU G K, LIU G X, et al. Processing technology of double station time-sharing complementary wire electrical-discharge machining[J]. Journal of Mechanical & Electrical Engineering, 2019, 36(12): 1276-1281 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JDGC201912008.htm -




 点击查看大图
点击查看大图

图(11) / 表(10)
计量
- 文章访问数: 150
- HTML全文浏览量: 78
- PDF下载量: 18
- 被引次数: 0
