




Study on Cutting Force in High Speed Milling of Laser Cladding Ti-6Al-4V
-
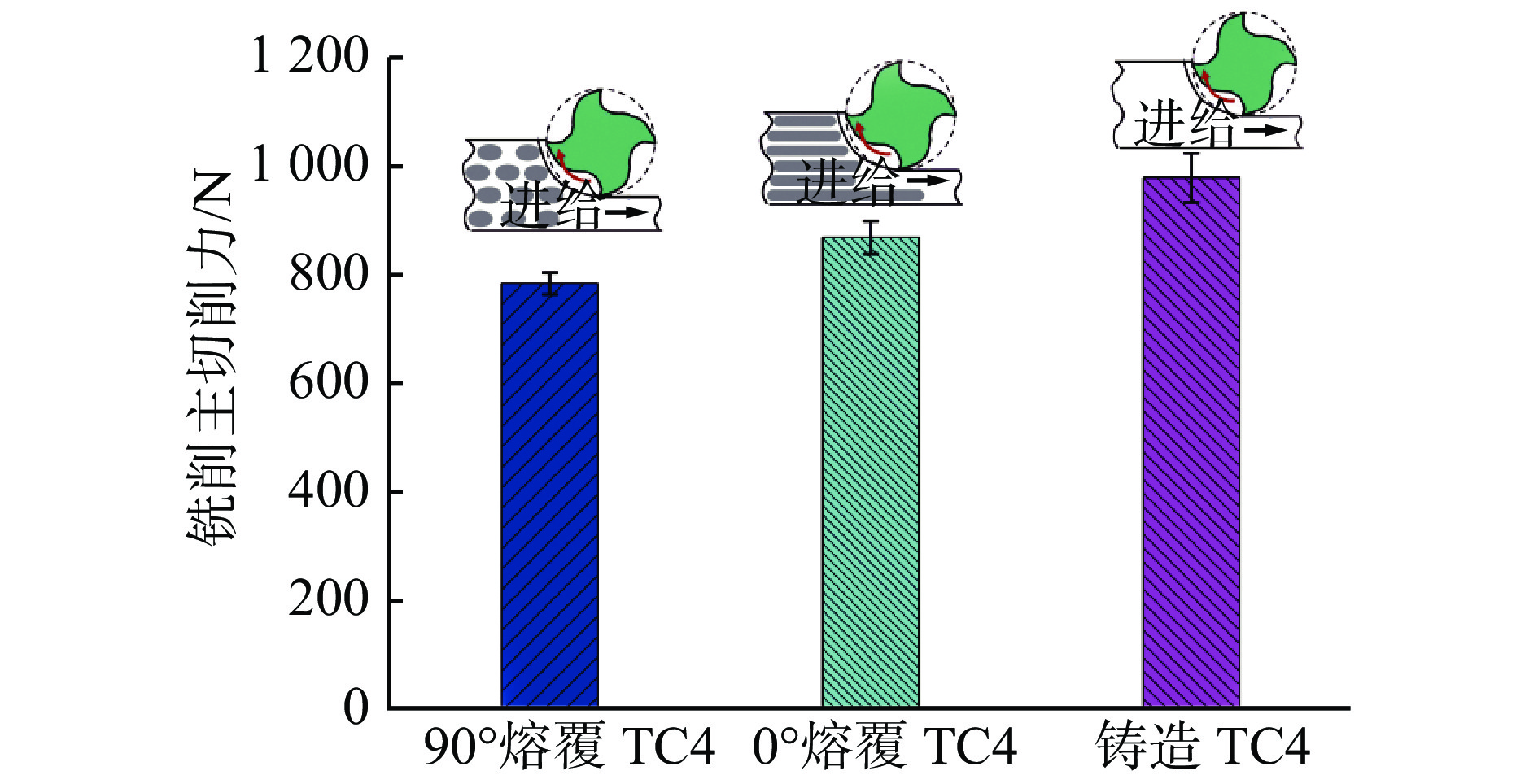
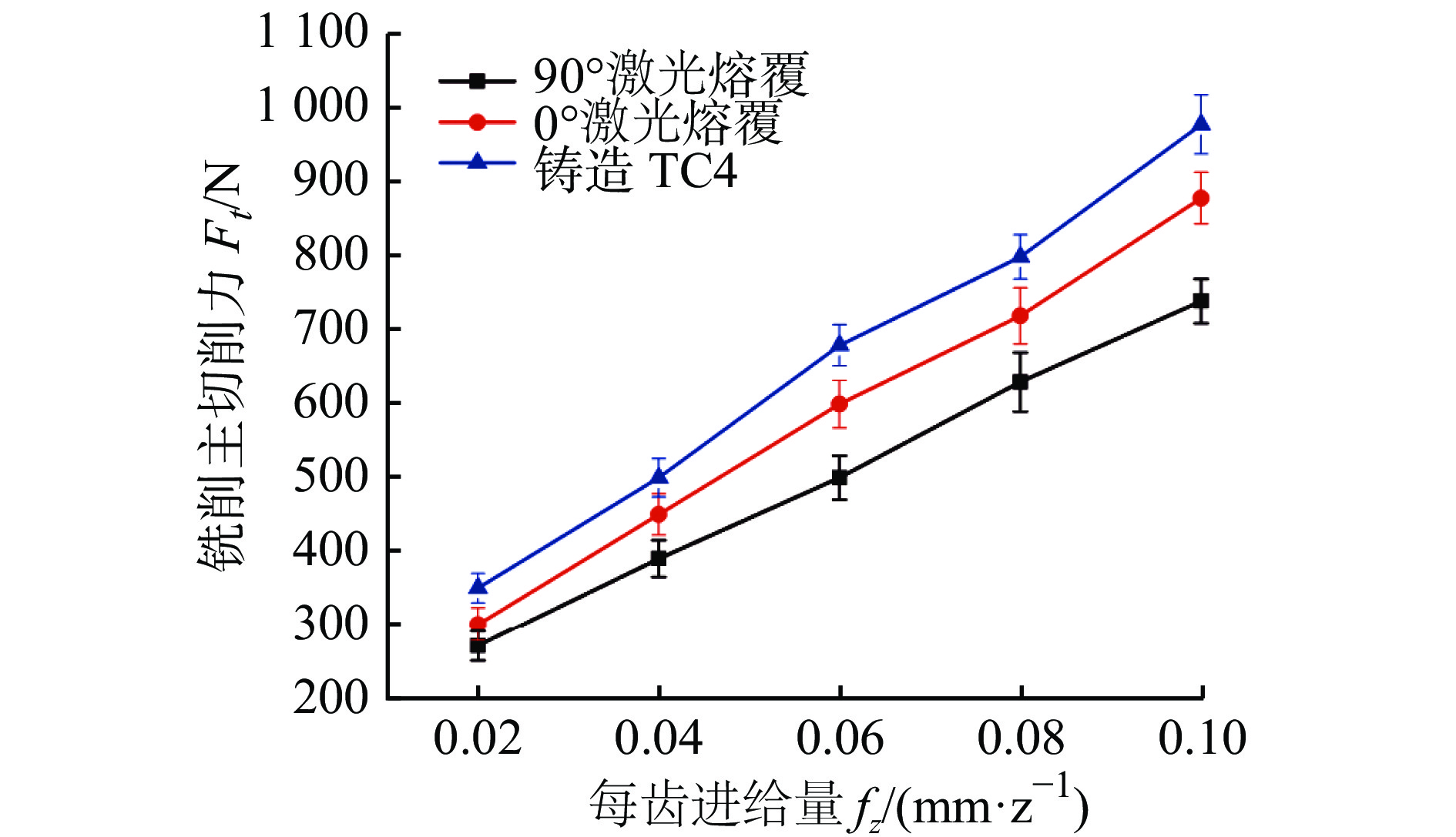
摘要: 为了研究激光熔覆Ti-6Al-4V这类材料的高速切削加工性能,探明高速铣削切削力的影响机制,采用硬质合金刀具侧铣工艺对激光熔覆和铸造钛合金进行高速铣削的对比实验研究。结果表明,激光熔覆Ti-6Al-4V铣削时出现明显的各向异性,其中沿熔覆轨迹0°方向铣削时切削力最大,90°方向铣削时切削力最小,且各方向铣削力均低于铸造型钛合金。钛合金铣削过程中,当切削速度超过400 m/min时,铣削主切削力呈明显降低趋势。此外,铣削参数每齿进给量和铣削深度是影响切削力变化最显著的因素。Abstract: Laser cladding Ti-6Al-4V has been widely used in aerospace because of its excellent comprehensive properties. In order to study the high-speed cutting performance of laser cladding Ti-6Al-4V and explore the influence mechanism of high-speed milling cutting force, a comparative experimental study onhigh-speed milling of laser cladding and cast Ti-6Al-4V was carried out. The results showed that there was the obvious anisotropy in the milling of laser cladding Ti-6Al-4V, in which the cutting force was the largest in a direction of 0° along the cladding path, and the smallest in a direction of 90° along the cladding path, and the cutting force in all directions was lower than that of cast Ti-6Al-4V. In addition, when the cutting speed was more than 400 m/min, the main cutting force decreased obviously. The feed per tooth and milling depth of milling parameters were the most significant factors affecting the cutting force.
-
Key words:
- high speed milling /
- cutting force /
- titanium alloy /
- laser cladding
-
表 2 铣削实验参数表
类型 实验参数 铣床型号 FANUC-robodrill α-D14MiA立式加工中心 铣削方式 侧铣 加工材料 激光增材TC4 铣刀类型 Walter WMG40硬质合金刀具 铣刀直径 20 mm 刀具刃数 2 刀具参数 前角12°,后角14°,螺旋角35° 冷却方式 50 L/min,乳化液( 5%) 铣削速度v 100,200,400, 600,800 mm/min 每齿进给量fz 0.02,0.04,0.06, 0.08,0.10 mm 切削深度ae 0.4,0.6 ,0.8,1.0,1.2 mm  下载: 导出CSV
下载: 导出CSV
-
[1] 刘亚军, 李皓, 李士鹏, 等. 钛合金/CFRP叠层构件螺旋铣孔界面切削热研究[J]. 机械科学与技术, 2019, 38(9): 1406-1413LIU Y J, LI H, LI S P, et al. Investigation of cutting heat of interface in helical milling of titanium and carbon fiber reinforced plastic stack[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(9): 1406-1413 (in Chinese) [2] 于书宇, 秦旭达, 李士鹏, 等. CFRP/钛合金叠层构件钻孔刀具制孔质量对比研究[J]. 机械科学与技术, 2017, 36(11): 1641-1645YU S Y, QIN X D, LI S P, et al. Comparison study on machining property of drilling tools for CFRP/titanium alloy laminated structures[J]. Mechanical Science and Technology for Aerospace Engineering, 2017, 36(11): 1641-1645 (in Chinese) [3] 姚倡锋, 豆兴堂, 陈广超, 等. TiAlN涂层硬质合金可转位刀具快速铣削钛合金刀片磨损研究[J]. 机械科学与技术, 2017, 36(8): 1212-1217YAO C F, DOU X T, CHEN G C, et al. Research of blade wear for TiAlN coated carbide in indexable tool high feed milling of titanium alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2017, 36(8): 1212-1217 (in Chinese) [4] 贺英伦, 任成祖, 杨晓勇, 等. 冷却条件对Ti-6Al-4V铣削表面完整性影响研究[J]. 机械科学与技术, 2016, 35(5): 729-733HE Y L, REN C Z, YANG X Y, et al. Effects of cooling conditions on surface integrity during side-milling of TC4 alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2016, 35(5): 729-733 (in Chinese) [5] HOJATI F, DANESHI A, SOLTANI B, et al. Study on machinability of additively manufactured and conventional titanium alloys in micro-milling process[J]. Precision Engineering, 2020, 62: 1-9 doi: 10.1016/j.precisioneng.2019.11.002 [6] HUANG P, LI H C, ZHU W L, et al. Effects of eco-friendly cooling strategy on machining performance in micro-scale diamond turning of Ti-6Al-4V[J]. Journal of Cleaner Production, 2020, 243: 118526 doi: 10.1016/j.jclepro.2019.118526 [7] SINGH R, DUREJA J S, DOGRA M, et al. Influence of graphene-enriched nanofluids and textured tool on machining behavior of Ti-6Al-4V alloy[J]. The International Journal of Advanced Manufacturing Technology, 2019, 105(1-4): 1685-1697 doi: 10.1007/s00170-019-04377-8 [8] 王情情. 切削加工Ti-6Al-4V微观组织形成及演化机理研究[D]. 济南: 山东大学, 2019.WANG Q Q. Investigations on the microstructure formations and evolutions during machining of Ti-6Al-4V[D]. Ji'nan: Shandong University, 2019 (in Chinese). [9] ZAKARIA M F, SUHAIMI M A, SHARIF S, et al. The application of cold air and nano-MQL as cooling strategy in high speed milling of titanium alloy Ti-6Al-4V: a review[J]. AIP Conference Proceedings, 2019, 2129(1): 020175 [10] SAHU N K, ANDHARE A B, RAJU R A. Evaluation of performance of nanofluid using multiwalled carbon nanotubes for machining of Ti-6AL-4V[J]. Machining Science and Technology, 2018, 22(3): 476-492 doi: 10.1080/10910344.2017.1365898 [11] SHAMS O A, PRAMANIK A, CHANDRATILLEKE T T, et al. Comparative assessment and merit appraisal of thermally assisted machining techniques for improving machinability of titanium alloys[M]//DAVIM J P. Introduction to Mechanical Engineering. Cham: Springer, 2018: 297-331. [12] M'SAOUBI R, AXINTE D, SOO S L, et al. High performance cutting of advanced aerospace alloys and composite materials[J]. CIRP Annals, 2015, 64(2): 557-580 doi: 10.1016/j.cirp.2015.05.002 [13] ZHAO Q, QIN X D, JI C H, et al. Tool life and hole surface integrity studies for hole-making of Ti6Al4V alloy[J]. The International Journal of Advanced Manufacturing Technology, 2015, 79(5-8): 1017-1026 doi: 10.1007/s00170-015-6890-z [14] BYRNE G, AHEARNE E, COTTERELL M, et al. High Performance Cutting (HPC) in the new era of digital manufacturing–a roadmap[J]. Procedia CIRP, 2016, 46: 1-6 doi: 10.1016/j.procir.2016.05.038 [15] LI X, YANG S L, LU Z H, et al. Influence of ultrasonic peening cutting on surface integrity and fatigue behavior of Ti-6Al-4V specimens[J]. Journal of Materials Processing Technology, 2020, 275: 116386 doi: 10.1016/j.jmatprotec.2019.116386 [16] 王涛, 乔伟林, 李战, 等. 激光修复TC4钛合金材料动态力学性能[J]. 机械科学与技术, 2019, 38(7): 1029-1034WANG T, QIAO W L, LI Z, et al. Dynamic mechanical properties of laser-repaired TC4 titanium alloy material[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(7): 1029-1034 (in Chinese) -



 点击查看大图
点击查看大图

图(5) / 表(2)
计量
- 文章访问数: 256
- HTML全文浏览量: 67
- PDF下载量: 37
- 被引次数: 0
