




Analysis and Bending Amount Design of V-shaped Roller Straightening Process
-
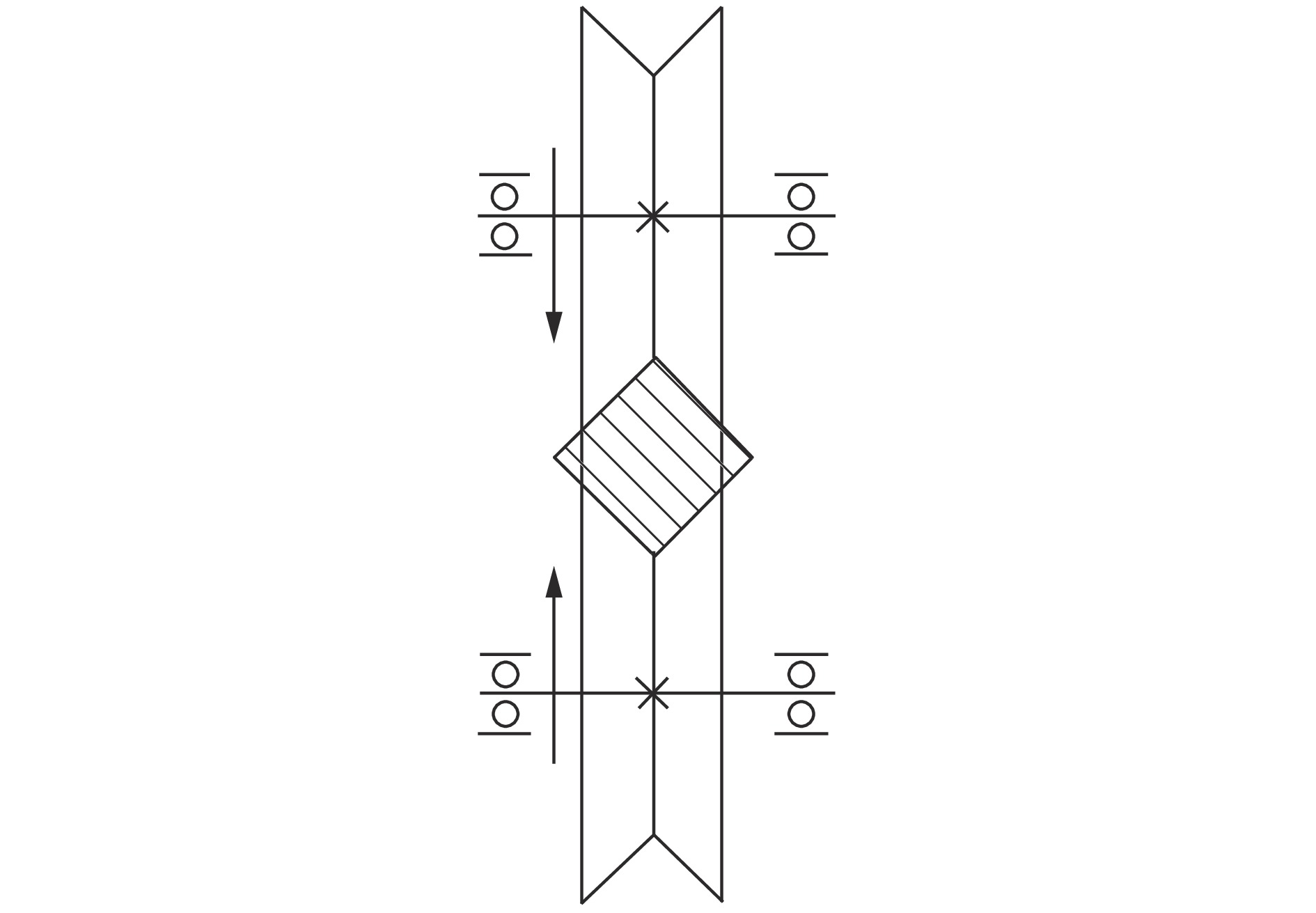
摘要: 基于弹塑性变形理论,利用ANSYS LS-DYNA建立了V形辊的七辊矫直机的三维有限元模型,对V形辊辊式矫直过程进行分析。进行了下压量的参数设计,并分析了不同下压量下,菱形型材在矫直过程中的变形及矫直后的残余应力分布规律。结果表明:菱形型材被矫直后残余应力主要分布在边界处,随着下压量的增大最大残余应力先减小后增大。通过有限元仿真确定了截面尺寸为22 mm×22 mm菱形型材的最佳下压量。结果表明:该下压量下,被矫直件矫直后的平直度满足精度要求,且仿真结果与实验结果相一致,验证了理论模型的正确性。Abstract: Based on the elastic-plastic deformation theory, three-dimensional finite element model for a seven-roll straightening machine with V-rollers was established with ANSYS LS-DYNA to analyze thestraightening process of V-shaped roller. According to the scheme of the small deformation of the bending amount, the bending amount designwas carried out. The deformation of rhomboid profile in the straightening process and the distribution of residual stress after straightening under the different bending amounts were analyzed. The results show that the residual stress distributes mainly at the boundary of diamond profile after the straightening. The maximum residual stress decreases firstly and then increases with the increasing of bending amount. The optimal bending amount of the diamond profile with a section size of 22 mm×22 mm is determined with the finite element analysis. The straightness of the profiles before and after straightening is compared through the experiments and finite element analysis. The experimental and finite element simulation results show that under the optimal bending amount, the straightness after being straightened by the straightening piece satisfies the accuracy requirement, and the simulation results are consistent with the experimental, which verifies the correctness of the theoretical model.
-
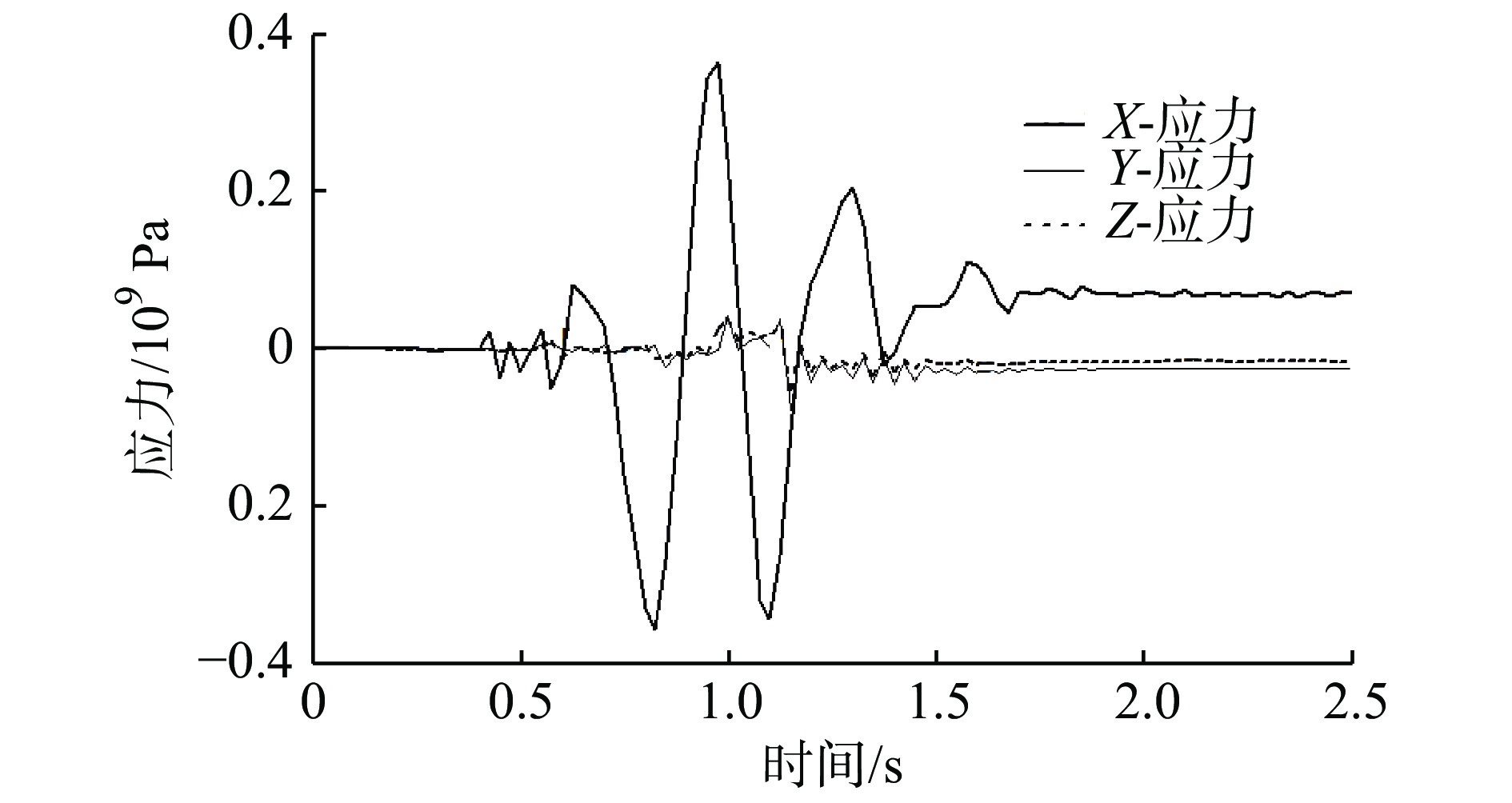
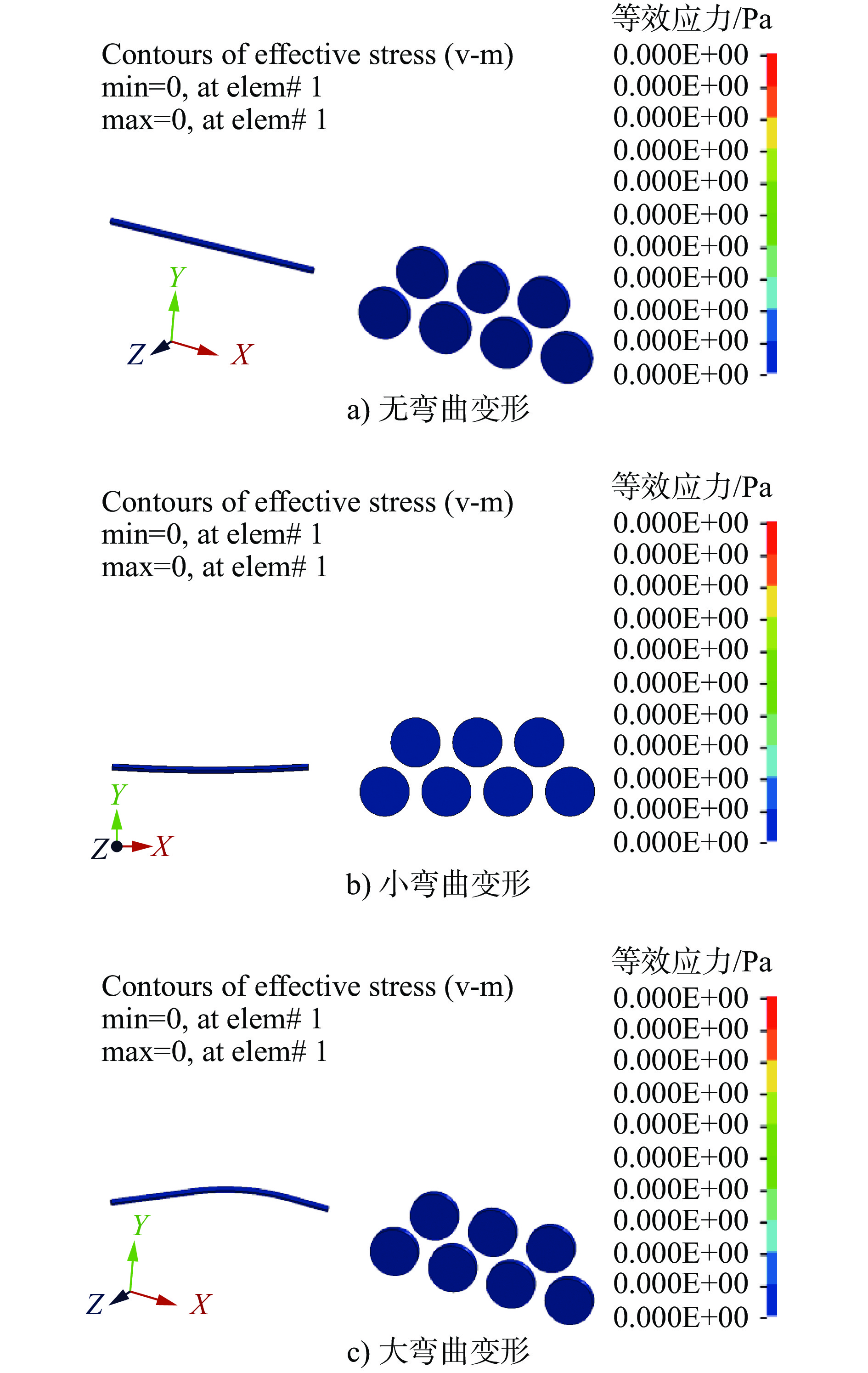
表 2 不同原始弯曲下的残余应力
原始弯曲 类型 ${\sigma _{{x}}}$/ MPa ${\sigma _{{y}}}$/ MPa ${\sigma _{{{\textit{z}}}}}$/ MPa Mise应力/MPa 无弯曲 最大值 25.44 13.34 10.81 39.67 最小值 −20.64 −14.24 11.88 0.13 小弯曲 最大值 148.2 82.19 51.05 166.6 最小值 −141.7 71.72 60.03 0.53 大弯曲 最大值 235.1 50.03 47.59 241.1 最小值 −231.8 −51.16 −49.63 0.85  下载: 导出CSV
下载: 导出CSV
表 3 不同方案下各辊压下量
组序(方案) 2号辊 4号辊 6号辊 1(小下压量值) 1.68 1.33 0.42 2(理论计算值) 1.76 1.52 0.91 3(多组仿真结果) 2.76 2.32 1.64 4(大压下量值) 3.26 2.83 1.87
下载: 导出CSV
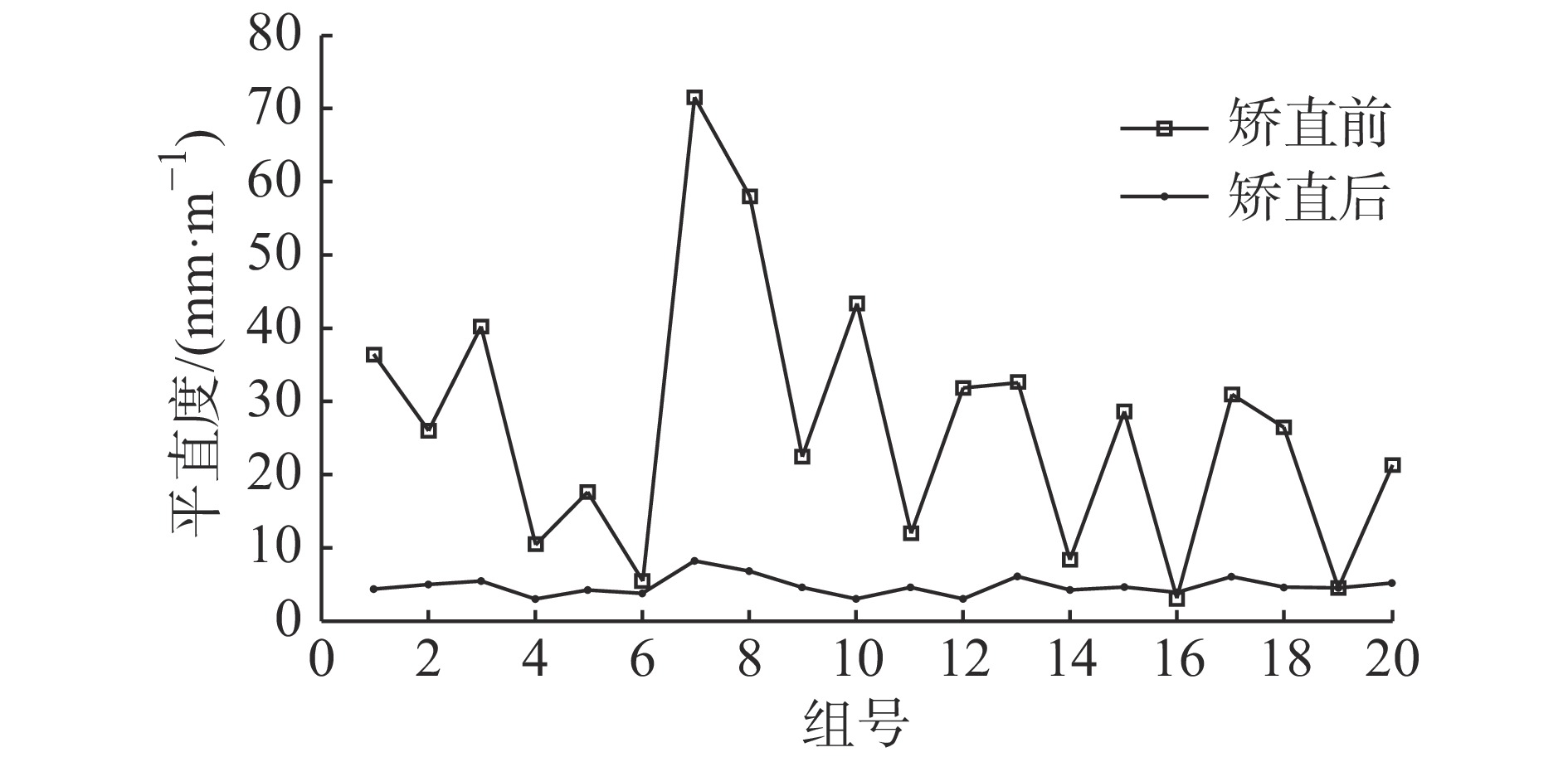
表 4 不同压下量矫直后的平直度
组序 压下量/mm 原始平直度/
(mm∙m−1)矫直后平直度/
(mm∙m−1)2号辊 4号辊 6号辊 1 1.68 1.33 0.42 80 8.3 2 1.76 1.52 0.91 80 9.1 3 2.76 2.32 1.64 80 4.4 4 3.26 2.83 1.87 80 5.8
下载: 导出CSV
-
[1] 崔甫. 矫直原理与矫直机械[M]. 2版. 北京: 冶金工业出版社, 2002CUI F. Straightening and straightening machine[M]. 2nd ed. Beijing: Metallurgical Industry Press, 2002 (in Chinese) [2] 管奔, 臧勇, 曲为壮, 等. 辊式矫直过程应力演变及其对反弯特性的影响[J]. 机械工程学报, 2012, 48(2): 81-86 doi: 10.3901/JME.2012.02.081GUAN B, ZANG Y, QU W Z, et al. Stress evolvement and its influence on bending behavior during roller leveling process[J]. Journal of Mechanical Engineering, 2012, 48(2): 81-86 (in Chinese) doi: 10.3901/JME.2012.02.081 [3] 管奔, 臧勇, 逢晓男, 等. 矫直过程截面复杂反弯的应力分布与反弯特性解析[J]. 中南大学学报, 2012, 43(5): 1739-1745GUAN B, ZANG Y, FENG X N, et al. Stress distribution and reverse bending behavior of section during roller leveling process[J]. Journal of Central South University , 2012, 43(5): 1739-1745 (in Chinese) [4] 王志刚, 王辉, 李友荣. 板带矫直机压下量的计算方法及其对矫直质量的影响[J]. 武汉科技大学学报, 2009, 32(4): 347-350WANG Z G, WANG H, LI Y R. Method for calculating the intermesh of straightener and its influence on straightening quality[J]. Journal of Wuhan University of Science and Technology, 2009, 32(4): 347-350 (in Chinese) [5] 何安瑞, 刘东冶, 刘超. 塑性强化材料辊式矫直力学行为研究[J]. 机械工程学报, 2016, 52(18): 85-91HE A R, LIU D Y, LIU C. Research on roller straightening mechanical behavior of plastic hardening material[J]. Journal of Mechanical Engineering, 2016, 52(18): 85-91 (in Chinese) [6] 刘保平, 刘才溢, 刘志亮, 等. 管材十辊矫直机矫直过程与矫直精度分析[J]. 锻压技术, 2014, 39(7): 66-72LIU B P, LIU C Y, LIU Z L, et al. Analysis of straightening process and straightening precision on ten-roller straightener used for tubes[J]. Forging & Stamping Technology, 2014, 39(7): 66-72 (in Chinese) [7] 龚本月, 王志刚, 李友荣, 等. 中厚板矫直残余应力仿真[J]. 塑性工程学报, 2010, 17(6): 116-120GONG B Y, WANG Z G, LI Y R, et al. Finite element analysis for the residual stress of plate during straightening process[J]. Journal of Plasticity Engineering, 2010, 17(6): 116-120 (in Chinese) [8] KAISER R, HATZENBICHLER T, BUCHMAYR B, et al. Simulation of the roller straightening process with respect to residual stresses and the curvature trend[J]. Materials Science Forum, 2014, 768-769: 456-463 [9] 周存龙, 王国栋, 刘相华, 等. 压弯量对轧件矫直变形影响的有限元分析[J]. 塑性工程学报, 2006, 13(1): 78-81 doi: 10.3969/j.issn.1007-2012.2006.01.020ZHOU C L, WANG G D, LIU X H, et al. The FEM analysis for the effect of intermesh to plate leveling deformation[J]. Journal of Plasticity Engineering, 2006, 13(1): 78-81 (in Chinese) doi: 10.3969/j.issn.1007-2012.2006.01.020 [10] 李艳辉, 宋华, 苗露. 不同压弯量对无缝钢管斜辊矫直残余应力分布的影响[J]. 锻压技术, 2015, 40(4): 64-68LI Y H, SONG H, MIAO L. Influence of different reductions on residual stress distribution of skew roller straightening for seamless steel pipe[J]. Forging & Stamping Technology, 2015, 40(4): 64-68 (in Chinese) [11] 宋浩, 朱琳, 桂海莲, 等. 基于曲率积分的Q235/S304复合板矫直压下量分析[J]. 钢铁研究学报, 2017, 29(12): 1006-1011SONG H, ZHU L, GUI H L, et al. Analysis of straightening reduction of Q235/S304 composite plate by curvature integration method[J]. Journal of Iron and Steel Research, 2017, 29(12): 1006-1011 (in Chinese) [12] 石祥, 刘志芳. 基于曲率积分法的方管矫直曲率解析研究[J]. 锻压技术, 2018, 43(11): 53-58SHI X, LIU Z F. Study on curvature analysis in square tube straightening process based on curvature integration method[J]. Forging & Stamping Technology, 2018, 43(11): 53-58 (in Chinese) [13] 马立东, 陈硕, 麻浩曦. 二辊矫直对棒材残余应力的影响[J]. 塑性工程学报, 2018, 25(5): 166-174MA L D, CHEN S, MA H X. Effect of two-roll straightening on residual stress of bar[J]. Journal of Plasticity Engineering, 2018, 25(5): 166-174 (in Chinese) [14] 杨会林, 黄开旺, 张子骞, 等. 十辊管材高精度矫直机参数设计与仿真分析[J]. 冶金设备, 2018(6): 1-7 doi: 10.3969/j.issn.1001-1269.2018.06.001YANG H L, HUANG K W, ZHANG Z Q, et al. Parameter design & performance simulation of high precision ten-roller tube straightener[J]. Metallurgical Equipment, 2018(6): 1-7 (in Chinese) doi: 10.3969/j.issn.1001-1269.2018.06.001 [15] 孙建亮, 李凯, 杜兴明, 等. 基于配合辊系的楔形板矫直工艺[J]. 钢铁, 2019, 54(3): 47-55, 62SUN J L, LI K, DU X M, et al. Straightening process of longitude profiled plate based on matching straightening roller system[J]. Iron and Steel, 2019, 54(3): 47-55, 62 (in Chinese) [16] 王艳, 赵连磊, 崔西民, 等. 九辊矫直机矫直过程仿真分析及压下规程参数设计[J]. 塑性工程学报, 2019, 26(1): 293-300WANG Y, ZHAO L L, CUI X M, et al. Simulation analysis of straightening process and design of reduction schedule parameters for nine-roller straightener[J]. Journal of Plasticity Engineering, 2019, 26(1): 293-300 (in Chinese) -



 点击查看大图
点击查看大图
图(8) / 表(4)
计量
- 文章访问数: 218
- HTML全文浏览量: 93
- PDF下载量: 25
- 被引次数: 0
