




Research of Influencing Factors in Machining of Ultrasonic Micro-hole via Air Floatation Load-matching
-
摘要: 为探究加载力、超声功率百分比等因素对硬脆材料的旋转超声微细孔加工质量与效率的影响,采用正交试验设计法设计试验方案,以铁氧体和石英玻璃为工件材料,运用超声加工系统和具有加载力控制功能的气浮负载匹配系统进行旋转超声微细孔加工试验。分析并比较加载力、超声功率百分比、游离磨料等参数对不同材料加工后的微细孔直径和孔深的影响规律。试验结果表明,加载力过大会导致加工效率较低;加工过程中能量输入以声能为主;超声的影响区域略大于刀具本体;过大地游离磨料颗粒不易进入加工区域,过小颗粒无法携带足够能量,所以游离磨料直径过大或过小都会导致加工质量和效率都较低。Abstract: In order to explore the influence of the loading force and other factors on the quality and efficiency in the rotating ultrasonic micro-hole machining of hard and brittle materials, the ultrasonic machining system and air floatation load-matching system with loading force control function were used to conduct the rotating ultrasonic micro-hole machining experiments. Orthogonal experimental design method was used to design the scheme. Ferrite and quartz glass were used as workpiece materials. The influence laws of the loading force, ultrasonic power percentage and free abrasive on the diameter and depth of micro-holes on different materials were analyzed and compared. The results show that excessive loading force leads to low machining efficiency; energy input is mainly based on ultrasonic energy in machining; the influence area of the ultrasonic on the workpiece is slightly larger than the tool itself; too large free abrasive particles are not easy to enter the machining area, while too small particles cannot carry enough energy. Hence, too large or too small diameter of free abrasive will lead to low quality and efficiency in machining.
-
表 1 试验方案设计
试验号 水平组合 试验条件 A/N B/μm C/% 1 A1B1C1 0.5 1 30 2 A1B2C2 0.5 3 50 3 A1B3C3 0.5 14 70 4 A2B1C2 0.7 1 50 5 A2B2C3 0.7 3 70 6 A2B3C1 0.7 14 30 7 A3B1C3 0.9 1 70 8 A3B2C1 0.9 3 30 9 A3B3C2 0.9 14 50  下载: 导出CSV
下载: 导出CSV
表 2 铁氧体微细孔直径
试验号 水平组合 试验条件 试验结果 A/N B/μm C/% 微细孔直径
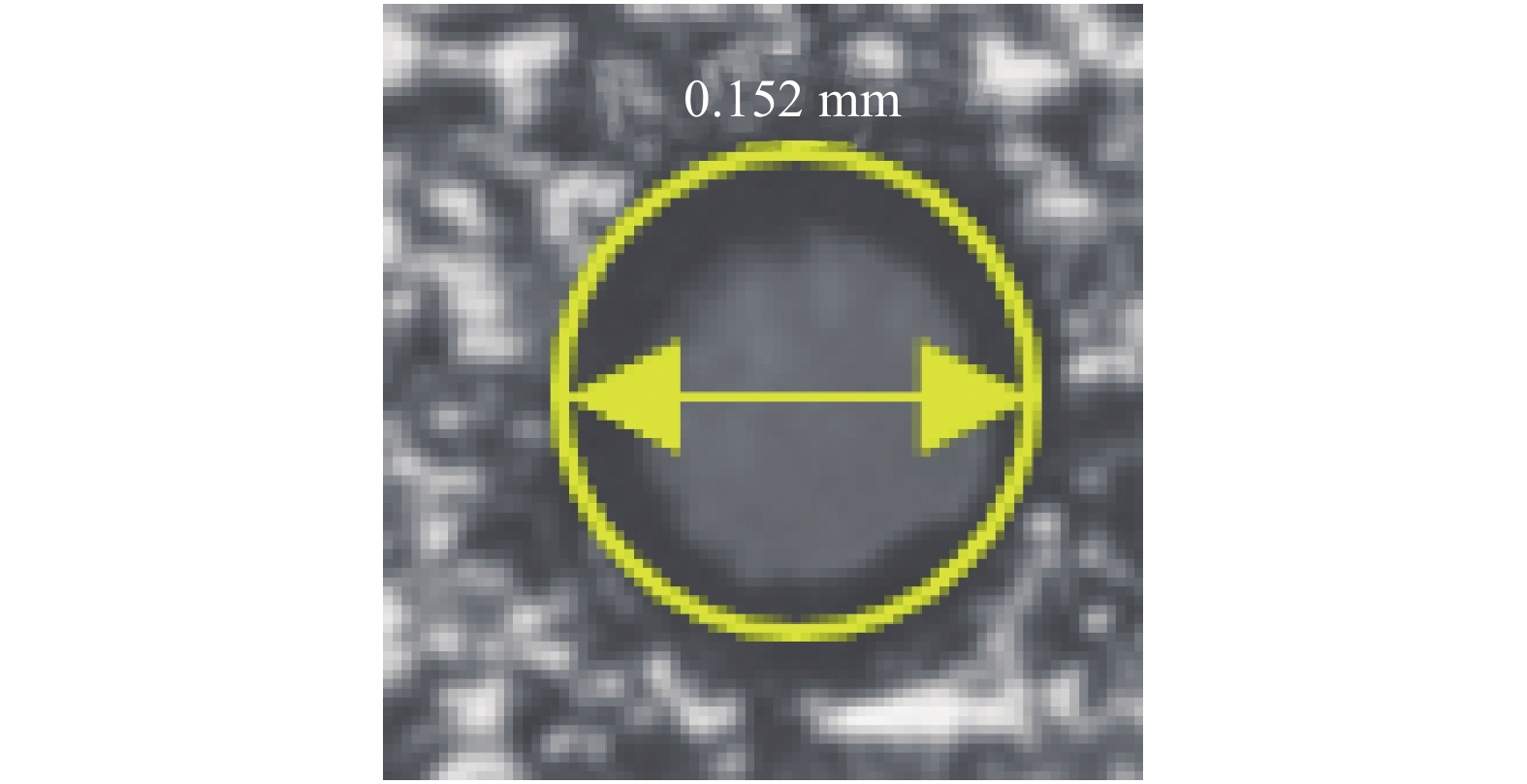
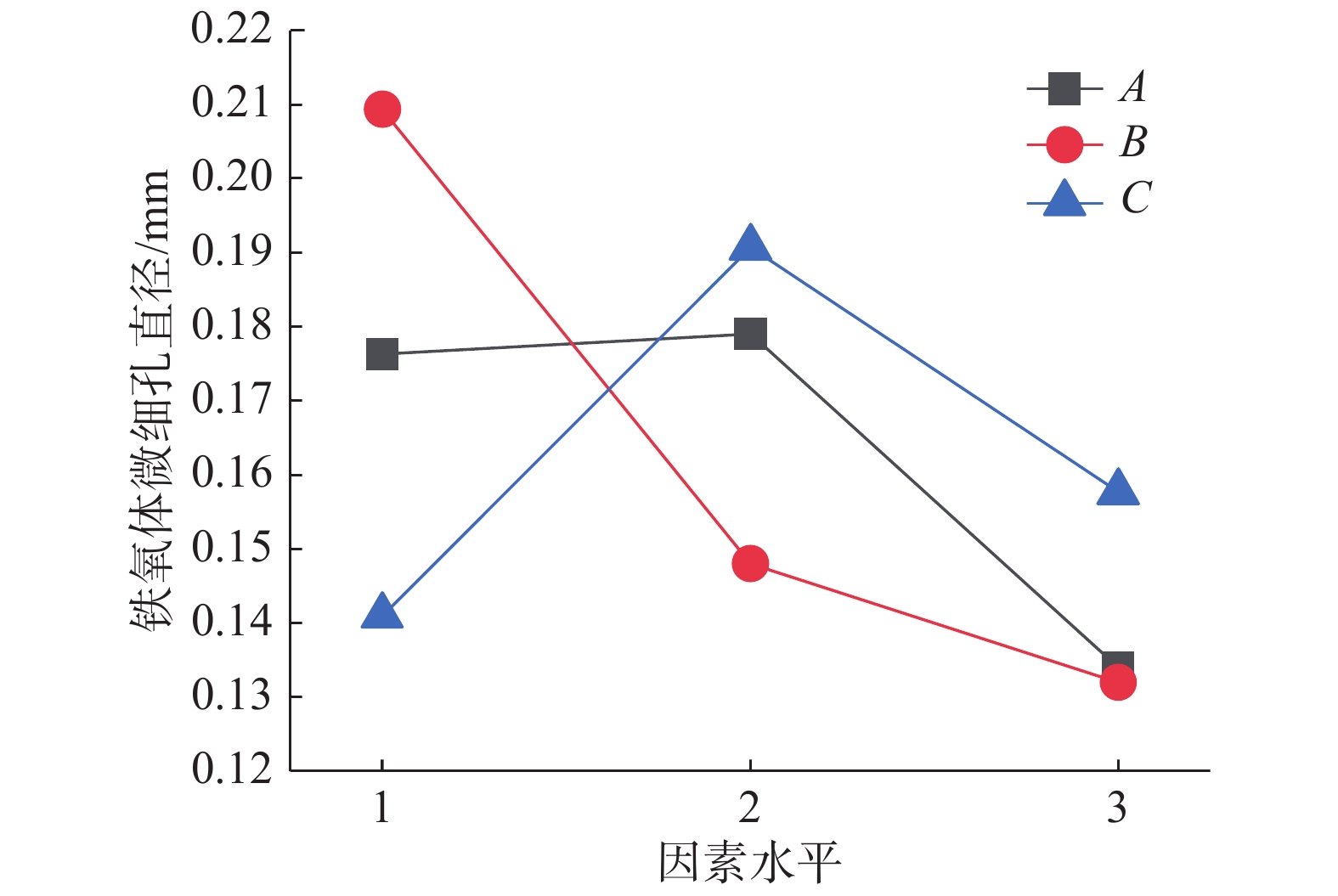
X/mm1-1 A1B1C1 0.5 1 30 0.184 1-2 A1B2C2 0.5 3 50 0.193 1-3 A1B3C3 0.5 14 70 0.152 1-4 A2B1C2 0.7 1 50 0.265 1-5 A2B2C3 0.7 3 70 0.142 1-6 A2B3C1 0.7 14 30 0.130 1-7 A3B1C3 0.9 1 70 0.179 1-8 A3B2C1 0.9 3 30 0.109 1-9 A3B3C2 0.9 14 50 0.114 K1 - 0.529 0.628 0.423 - K2 - 0.537 0.444 0.572 - K3 - 0.402 0.396 0.473 - $ \overline{{{K}_{1}}}$ - 0.176 0.209 0.141 - $ \overline{ { {K}_{2} } }$ - 0.179 0.148 0.191 - $ \overline{{{K}_{3}}}$ - 0.134 0.132 0.158 - R - 0.045 0.077 0.050 -
下载: 导出CSV
表 3 铁氧体微细孔孔深
试验号 水平组合 试验条件 试验结果 A/N B/μm C/% 微细孔孔深
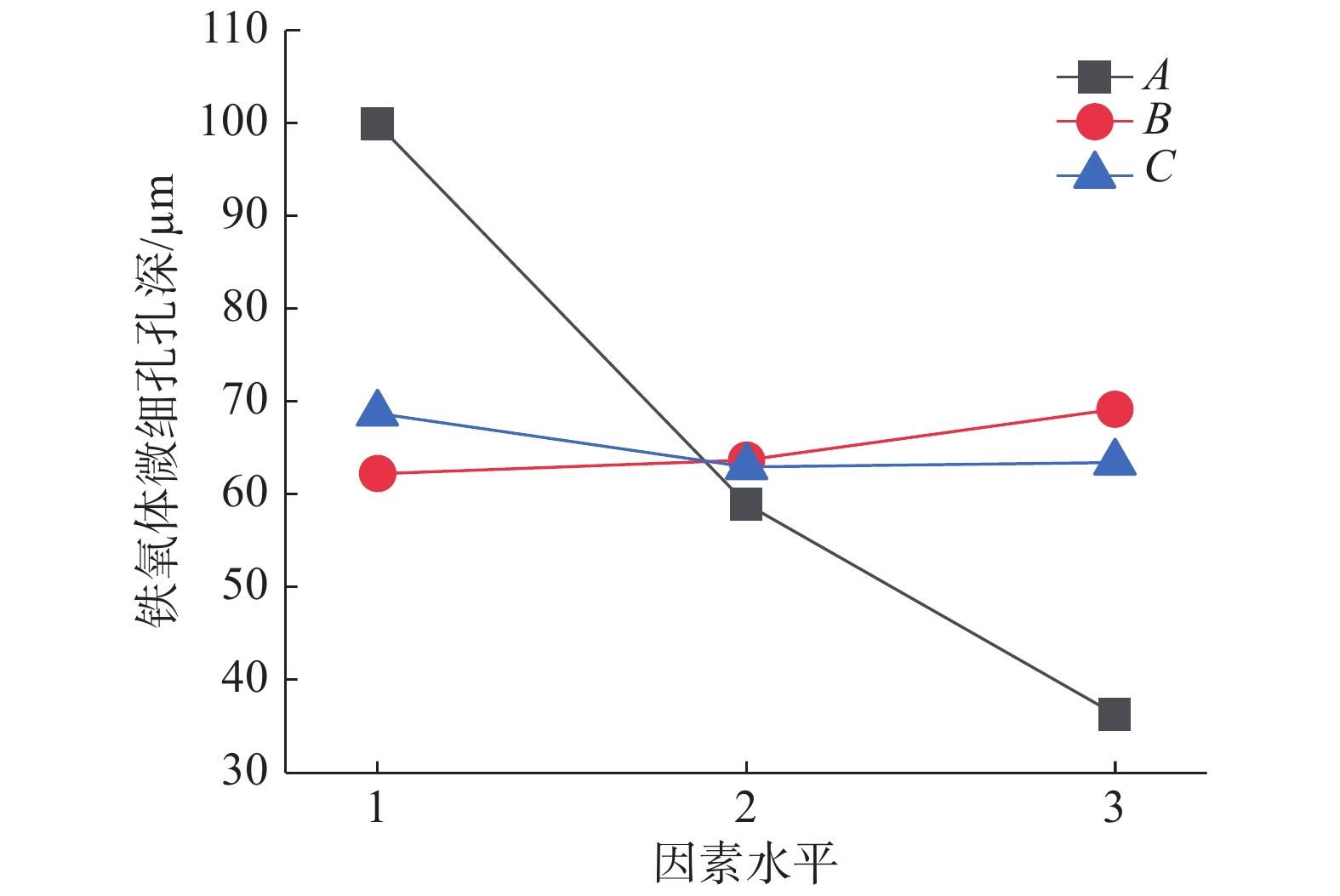
Y/μm1-1 A1B1C1 0.5 1 30 102.51 1-2 A1B2C2 0.5 3 50 102.51 1-3 A1B3C3 0.5 14 70 94.69 1-4 A2B1C2 0.7 1 50 46.31 1-5 A2B2C3 0.7 3 70 57.66 1-6 A2B3C1 0.7 14 30 72.75 1-7 A3B1C3 0.9 1 70 37.90 1-8 A3B2C1 0.9 3 30 30.93 1-9 A3B3C2 0.9 14 50 40.02 $ {K_1 '} $ - 299.71 186.72 206.19 - $ {K_2 '} $ - 176.72 191.10 188.84 - $ {K_3 '} $ - 108.85 207.46 190.25 - $ \overline{K_1 '}$ - 99.90 62.24 68.73 - $ \overline{K_2 '}$ - 58.91 63.70 62.95 - $ \overline{K_3 '}$ - 36.28 69.15 63.42 - R' - 63.62 6.91 5.78 -
下载: 导出CSV
表 4 石英玻璃微细孔直径
试验号 水平组合 试验条件 试验结果 A/N B/μm C/% 微细孔直径
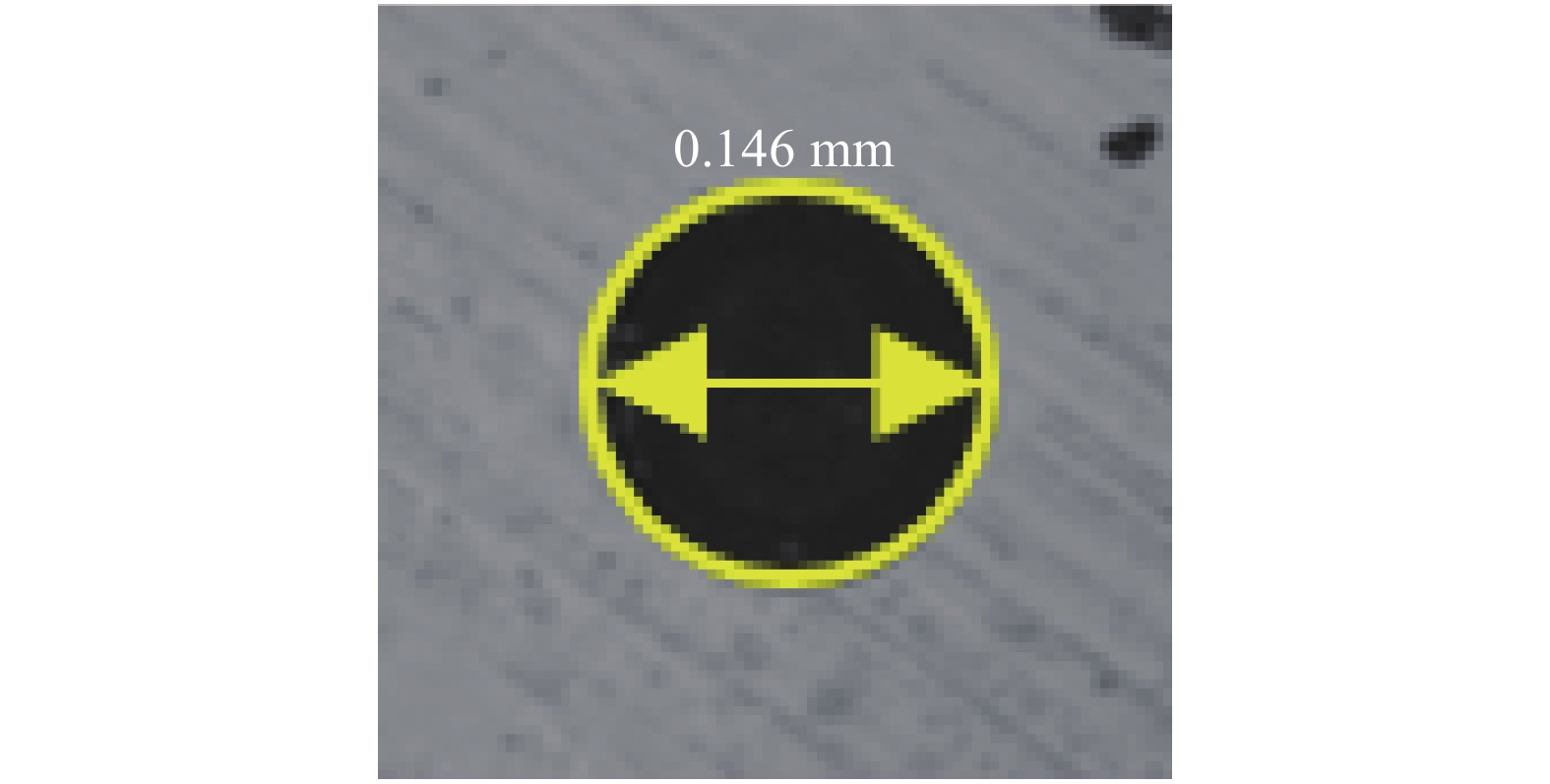
X/mm2-1 A1B1C1 0.5 1 30 0.146 2-2 A1B2C2 0.5 3 50 0.189 2-3 A1B3C3 0.5 14 70 0.161 2-4 A2B1C2 0.7 1 50 0.134 2-5 A2B2C3 0.7 3 70 0.199 2-6 A2B3C1 0.7 14 30 0.151 2-7 A3B1C3 0.9 1 70 0.135 2-8 A3B2C1 0.9 3 30 0.093 2-9 A3B3C2 0.9 14 50 0.098 K1 - 0.496 0.415 0.390 - K2 - 0.484 0.481 0.421 - K3 - 0.326 0.41 0.495 - $ \overline{{{K}_{1}}}$ - 0.165 0.138 0.130 - $ \overline{{{K}_{2}}}$ - 0.161 0.160 0.140 - $ \overline{{{K}_{3}}}$ - 0.109 0.137 0.165 - R - 0.057 0.024 0.035 -
下载: 导出CSV
表 5 石英玻璃微细孔孔深
试验号 水平组合 试验条件 试验结果 A/N B/μm C/% 微细孔孔深
Y/μm2-1 A1B1C1 0.5 1 30 9.85 2-2 A1B2C2 0.5 3 50 17.19 2-3 A1B3C3 0.5 14 70 18.24 2-4 A2B1C2 0.7 1 50 13.80 2-5 A2B2C3 0.7 3 70 22.09 2-6 A2B3C1 0.7 14 30 10.45 2-7 A3B1C3 0.9 1 70 13.77 2-8 A3B2C1 0.9 3 30 16.70 2-9 A3B3C2 0.9 14 50 12.21 $ {K_1 '} $ - 45.29 37.43 37.00 - $ {K_2 '} $ - 46.34 55.98 43.20 - $ {K_3 '} $ - 42.68 40.90 54.10 - $ \overline{K_1 '}$ - 15.10 12.48 12.33 - $ \overline{K_2 '}$ - 15.45 18.66 14.40 - $ \overline{K_3 '}$ - 14.22 13.63 18.03 - R' - 1.22 6.18 5.70 -
下载: 导出CSV
表 6 试验结果分析
材料 衡量指标 最优结果 平均值 最优方案 加载力/N 游离磨料直径/μm 超声功率百分比/% 铁氧体 孔径 0.109 mm 0.163 mm 0.9 3 30 孔深 102.51 μm 65.03 μm 0.5 1或3 30或50 石英玻璃 孔径 0.093 mm 0.128 mm 0.9 3 30 孔深 22.09 μm 14.92 μm 0.7 3 70
下载: 导出CSV
-
[1] 王闯. 微细孔旋转超声振动钻削机床主轴系统研究[D]. 长春: 长春理工大学, 2013Wang C. Spindle system study of micro-hole rotating ultrasonic vibration drilling machine[D]. Changchun: Changchun University of Science and Technology, 2013 (in Chinese) [2] 荣烈润. 激光微细孔加工技术及其在航空航天领域中的应用[J]. 航空精密制造技术, 2009, 45(6): 30-33 doi: 10.3969/j.issn.1003-5451.2009.06.009Rong L R. The laser microhol processing technology and its applications in space navigation field[J]. Aviation Precision Manufacturing Technology, 2009, 45(6): 30-33 (in Chinese) doi: 10.3969/j.issn.1003-5451.2009.06.009 [3] Thoe T B, Aspinwall D K, Wise M L H. Review on ultrasonic machining[J]. International Journal of Machine Tools and Manufacture, 1998, 38(4): 239-255 doi: 10.1016/S0890-6955(97)00036-9 [4] 房丰洲, 倪皓, 宫虎. 硬脆材料的旋转超声辅助加工[J]. 纳米技术与精密工程, 2014, 12(3): 227-234Fang F Z, Ni H, Gong H. Rotary ultrasonic machining of hard and brittle materials[J]. Nanotechnology and Precision Engineering, 2014, 12(3): 227-234 (in Chinese) [5] 黄飞, 魏昕, 邹建军, 等. 硬脆材料超声加工技术的研究[J]. 机械工程与自动化, 2017(5): 214-216Huang F, Wei X, Zou J J, et al. Research on rotary ultrasonic machining hard-brittle material[J]. Mechanical Engineering & Automation, 2017(5): 214-216 (in Chinese) [6] 郑书友, 冯平法, 徐西鹏. 旋转超声加工技术研究进展[J]. 清华大学学报, 2009, 49(11): 1799-1804 doi: 10.3321/j.issn:1000-0054.2009.11.016Zheng S Y, Feng P F, Xu X P. Development trends of rotary ultrasonic machining technology[J]. Journal of Tsinghua University, 2009, 49(11): 1799-1804 (in Chinese) doi: 10.3321/j.issn:1000-0054.2009.11.016 [7] Legge P. Machining without abrasive slurry[J]. Ultrasonics, 1966, 4(3): 157-162 [8] Wang Y, Lin B, Zhang X F. Research on the system matching model in ultrasonic vibration-assisted grinding[J]. The International Journal of Advanced Manufacturing Technology, 2014, 70(1-4): 449-458 doi: 10.1007/s00170-013-5269-2 [9] Yang Z C, Zhu L D, Lin B, et al. The grinding force modeling and experimental study of ZrO2 ceramic materials in ultrasonic vibration assisted grinding[J]. Ceramics International, 2019, 45(7): 8873-8889 doi: 10.1016/j.ceramint.2019.01.216 [10] Zhu L D, Ni C B, Yang Z C, et al. Investigations of micro-textured surface generation mechanism and tribological properties in ultrasonic vibration-assisted milling of Ti-6Al-4V[J]. Precision Engineering, 2019, 57: 229-243 doi: 10.1016/j.precisioneng.2019.04.010 [11] Yang Z C, Zhu L D, Ni C B, et al. Investigation of surface topography formation mechanism based on abrasive-workpiece contact rate model in tangential ultrasonic vibration-assisted CBN grinding of ZrO2 ceramics[J]. International Journal of Mechanical Sciences, 2019, 155: 66-82 doi: 10.1016/j.ijmecsci.2019.02.031 [12] 杨美宁. 微波铁氧体材料微孔的旋转超声加工技术与装备研究[D]. 天津: 天津大学, 2014Yang M N. Research on rotary ultrasonic machining technology and equipment of microwave ferrite material microporous[D]. Tianjin: Tianjin University, 2014 (in Chinese) [13] 王伟, 姚鹏, 王军, 等. 石英玻璃的热辅助高效塑性域干磨削[J]. 光学精密工程, 2016, 24(1): 89-93Wang W, Yao P, Wang J, et al. Heat-assisted high efficiency ductile dry grinding of fused silica[J]. Optics and Precision Engineering, 2016, 24(1): 89-93 (in Chinese) [14] 徐仲安, 王天保, 李常英, 等. 正交试验设计法简介[J]. 科技情报开发与经济, 2002, 12(5): 148-150Xu Z A, Wang T B, Li C Y, et al. Brief introduction to the orthogonal test design[J]. Sci/Tech Information Development & Economy, 2002, 12(5): 148-150 (in Chinese) [15] 张向慧. 旋转超声加工振动系统设计及关键技术的研究[D]. 北京: 北京林业大学, 2011Zhang X H. The research of a rotary ultrasonic vibration system design and its key techniques[D]. Beijing: Beijing Forestry University, 2011 (in Chinese) [16] 裴天河. 微波铁氧体超声精密制孔工艺试验研究[D]. 天津: 天津大学, 2016Pei T H. Investigation on process experiments of ultrasonic precision machining microwave ferrite microporous[D]. Tianjin: Tianjin University, 2016 (in Chinese) [17] 刘志东. 特种加工[M]. 2版. 北京: 北京大学出版社, 2017Liu Z D. Non-traditional machining[M]. 2nd ed. Beijing: Peking University Press, 2017 (in Chinese) -




 点击查看大图
点击查看大图
图(13) / 表(6)
计量
- 文章访问数: 246
- HTML全文浏览量: 60
- PDF下载量: 21
- 被引次数: 0
