




Experimental Study on Instantaneous Temperature Measurement of AISI 304 Stainless Steel in High-speed Milling of Hole
-
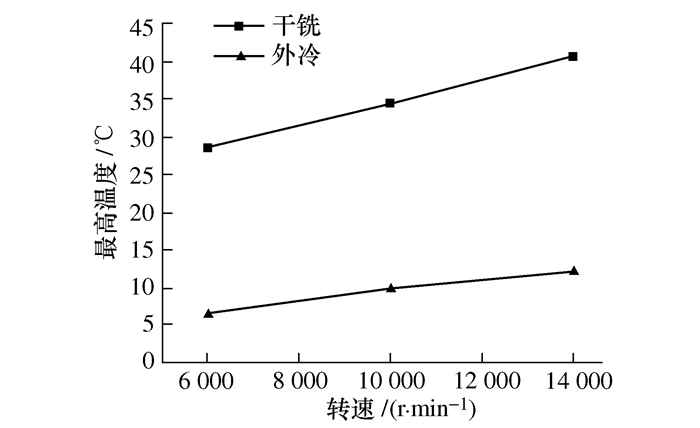
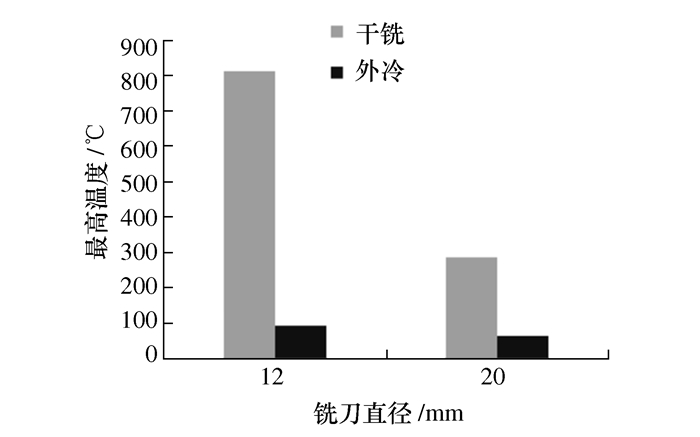
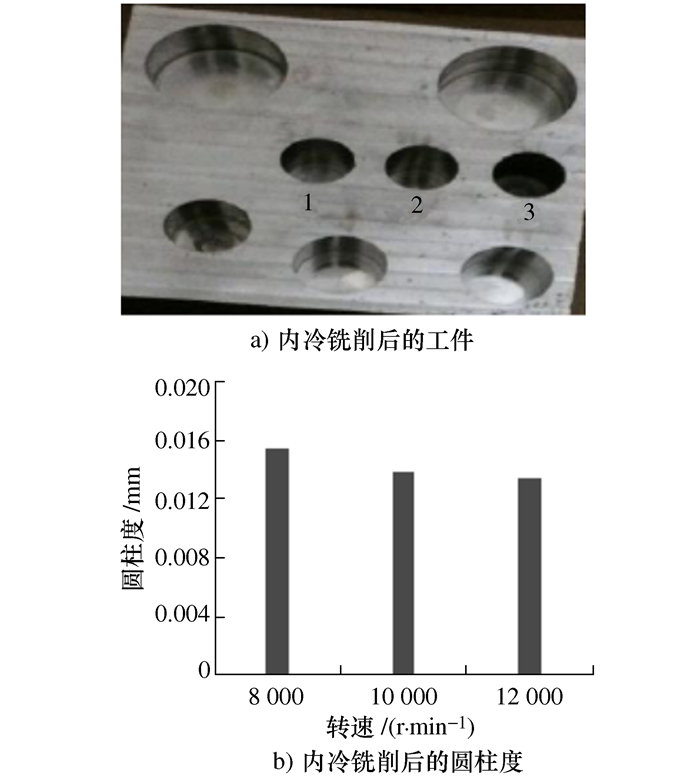
摘要: 为揭示立铣刀磨损、破损机理,本文采用课题组自主研发的嵌入式刀柄系统,对难加工金属AISI 304不锈钢进行了不同冷却方式、铣刀转速和铣刀直径等变切削参数的测温实验研究,结果表明:主轴转速10 000 r/min时,由干式切削变为湿式切削最高切削温度可下降246℃;在相同刀孔比(1:1.5)干式铣削时,Ø12 mm铣刀比Ø20 mm铣刀测温点最高温度高500℃;湿式切削加工质量较高,圆柱度均小于0.02 mm,尤其是在深孔铣削加工时,内冷铣削优势更趋明显,为高速内冷铣削方式的推广应用提供参考。
-
关键词:
- 温度测量 /
- AISI 304不锈钢 /
- 高速铣削 /
Abstract: In order to reveal the wear mechanism and breakage mechanism of the end milling cutter, a self-developed embedded temperature monitoring tool holder is adopted. The temperature measurement experiments of the difficult to machine AISI 304 stainless steel with different cooling methods, cutting speeds and cutter diameters were carried out. The results show that the maximum temperature decreases 246℃, from dry milling to cool milling at 10 000 r/min. At the same milling cutter and borehole ratio (1:1.5) and 6 000 r/min, the maximum temperature is higher 500℃ with Ø12 mm milling cutter than that with Ø20 mm milling cutter. The advantages of the cool milling include the higher quality of the machined borehole surface and the cylindricity is less than 0.02 mm. The advantage of internal cool milling is more obvious in deep-hole milling. The results provide a reference for promoting and applying the high speed internal cooling method.-
Key words:
- temperature measurement /
- AISI 304 stainless steel /
- high-speed milling /
- experiments
-
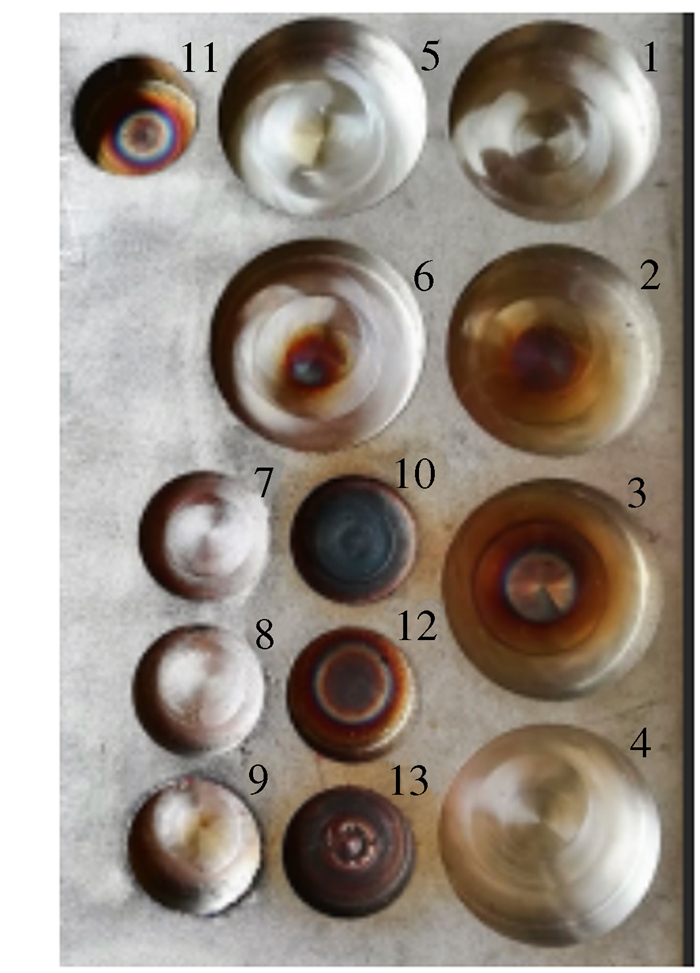
表 2 实验方案
实验序号 刀径/mm 主轴转速/(r·min-1) 冷却方式 孔径/mm 每齿进给量/(mm·z-1) 每转下刀/mm 1 20 6 000 干铣 30 0.06 0.2 2 20 10 000 干铣 30 0.06 0.2 3 20 14 000 干铣 30 0.06 0.2 4 20 6 000 外冷 30 0.06 0.2 5 20 10 000 外冷 30 0.06 0.2 6 20 14 000 外冷 30 0.06 0.2 7 12 6 000 外冷 18 0.02 0.2 8 12 10 000 外冷 18 0.02 0.2 9 12 14 000 外冷 18 0.02 0.2 10 12 6 000 干铣 18 0.06 0.2 11 12 6 000 干铣 18 0.02 0.2 12 12 10 000 干铣 18 0.02 0.2 13 12 14 000 干铣 18 0.02 0.2  下载: 导出CSV
下载: 导出CSV
-
[1] 贺爱东, 叶邦彦, 王子媛.低温微量润滑切削304不锈钢的实验研究[J].润滑与密封, 2015, 40(6):100-103 doi: 10.3969/j.issn.0254-0150.2015.06.020He A D, Ye B Y, Wang Z Y. Experimental study on cryogenic minimal quantity lubrication cutting 304 stainless steel[J]. Lubrication Engineering, 2015, 40(6):100-103(in Chinese) doi: 10.3969/j.issn.0254-0150.2015.06.020 [2] Gupta A K, Krishnamurthy H N, Singh Y, et al. Development of constitutive models for dynamic strain aging regime in Austenitic stainless steel 304[J]. Materials & Design, 2013, 45:616-627 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=da98f1ac27f8f2dc131a2f038e9ab89e [3] 周芳娟.304不锈钢切削加工表面特性的研究[D].武汉: 华中科技大学, 2014Zhou F J. Research on machined surface characteristics of 304 stainless steel[D]. Wuhan: Huazhong University of Science and Technology, 2014(in Chinese) [4] Maurel-Pantel A, Fontaine M, Michel G, et al. Experimental investigations from conventional to high speed milling on a 304-L stainless steel[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(9-12):2191-2213 doi: 10.1007/s00170-013-5159-7 [5] Salomon C J. Verfahren zur bearbeitung von metallen oder bei einer bearbeitung durch schneidende werkzeuge sich ähnlich verhaltenden werkstoffen: German, 523594[P]. 1931 [6] 陈明, 安庆龙, 刘志强.高速切削技术基础与应用[M].上海:上海科学技术出版社, 2012Chen M, An Q L, Liu Z Q. Fundamentals and applications of high speed cutting[M]. Shanghai: Shanghai Scientific & Technical Publishers, 2012(in Chinese) [7] van Luttervelt C A, Childs T H C, Jawahir I S, et al. Present situation and future trends in modelling of machining operations progress report of the CIRP working group 'modelling of machining operations'[J]. CIRP Annals, 1998, 47(2):587-626 doi: 10.1016/S0007-8506(07)63244-2 [8] 关山, 彭昶.刀具磨损声发射信号的混沌特性分析[J].农业工程学报, 2015, 31(11):60-65 doi: 10.11975/j.issn.1002-6819.2015.11.009Guan S, Peng C. Chaotic characteristic analysis of tool wear acoustic emission signal[J]. Transactions of the Chinese Society of Agricultural Engineering, 2015, 31(11):60-65(in Chinese) doi: 10.11975/j.issn.1002-6819.2015.11.009 [9] 尹凝霞, 谭光宇, 李广慧, 等.基于Fluent的高速内冷铣削加工区数值模拟[J].东华大学学报, 2017, 43(4):510-514, 524 doi: 10.3969/j.issn.1671-0444.2017.04.009Yin N X, Tan G Y, Li G H, et al. Numerical simulation on internal cooling of cutting zone in high-speed end-milling based on fluent[J]. Journal of Donghua University, 2017, 43(4):510-514, 524(in Chinese) doi: 10.3969/j.issn.1671-0444.2017.04.009 [10] 耿国盛, 徐九华, 傅玉灿, 等.高速铣削近α钛合金的切削温度研究[J].机械科学与技术, 2006, 25(3):329-332 doi: 10.3321/j.issn:1003-8728.2006.03.020Geng G S, Xu J H, Fu Y C, et al. Study of cutting temperature in high-speed milling of a close alpha titanium alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2006, 25(3):329-332(in Chinese) doi: 10.3321/j.issn:1003-8728.2006.03.020 [11] 王震宇.高速立铣切削刀具温度场建模与实时在线温度测量技术研究[D].哈尔滨: 哈尔滨理工大学, 2015Wang Z Y. Study on the temperature field modeling and the real-time online temperature measuring technique for the high speed end mill[D]. Harbin: Harbin University of Science and Technology, 2015(in Chinese) [12] 何振威, 全燕鸣, 林金萍.高速切削中切削温度研究方法[J].现代制造工程, 2005(8):110-113 doi: 10.3969/j.issn.1671-3133.2005.08.045He Z W, Quan Y M, Lin J P. Research techniques of cutting temperature in high speed cutting[J]. Modern Manufacturing Engineering, 2005(8):110-113(in Chinese) doi: 10.3969/j.issn.1671-3133.2005.08.045 [13] O'Sullivan D, Cotterell M. Workpiece temperature measurement in machining[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2002, 216(1):135-139 doi: 10.1243/0954405021519645 [14] Quan Y M, Lin J P, Wang C Y. Cutting temperature measurement in high-speed end milling[J]. Transactions of Nanjing University of Aeronautics & Astronautics, 2005, 22(1):47-51 http://cn.bing.com/academic/profile?id=4b7e125cbdf4ca51db472f94c115f49f&encoded=0&v=paper_preview&mkt=zh-cn [15] 李广慧, 谭光宇, 王震宇, 等.一种内置式实时连续测温刀柄: 中国: CN201410052902[P].中利014-05-21Li G H, Tan G Y, Wang Z Y, et al. Built-in real-time continuous temperature measuring cutter: CN, CN201410052902[P]. 2014-05-21(in Chinese) [16] 何宁.高速切削技术[M].上海:上海科学技术出版社, 2012He N. High speed cutting technology[M]. Shanghai: Shanghai Scientific & Technical Publishers, 2012(in Chinese) -



 点击查看大图
点击查看大图

图(7) / 表(2)
计量
- 文章访问数: 194
- HTML全文浏览量: 183
- PDF下载量: 17
- 被引次数: 0
