




Research of Precision Measurement Method of Coordinate System Shift for Four-axis Noncontact Measuring Machine
-
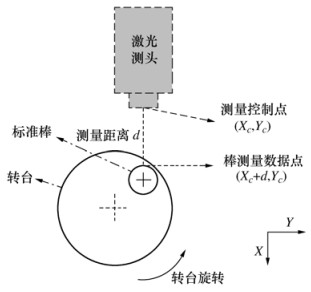
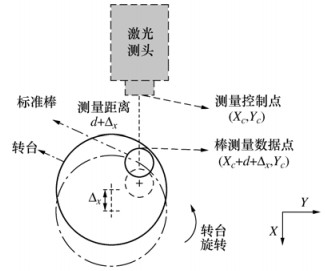
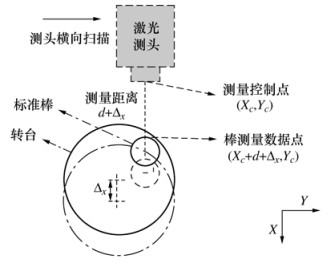
摘要: 温度变化是引起测量误差的一个重要因素,对于带立式转台的四轴测量机来说,温度变化会造成转台轴线相对于测量机零点的位置变化,即将之前的转台坐标系进行了平移,这样就给测量结果带来了误差。为了测量计算转台坐标系发生的偏移,本文对比了旋转转台多角度测棒法和固定转台单角度测棒法两种方法,最终确定了利用非接触测头在固定转台不旋转的情况下通过标准棒测轴线法来获得转台坐标系偏移,进而实现对测量数据的温度补偿,从而提高测量精度。Abstract: The temperature change is an important factor to cause measurement error. For the four-axis noncontact coordinate measuring machine with vertical rotary table, it will make the location of the rotary table axial line to change with respect to the original point of measuring machine. So the coordinate system based on the rotary table will be translated, and this will bring the measurement error. In order to measure the offset of the coordinate system, the method of measuring cylinder for table rotating with multi angle and the method of measuring cylinder for table not rotating with single angle are compared. At last, the optical probe method to measure the axial line of standard cylinder without the rotary table rotating is used. Then the measuring data can be compensated to improve the accuracy of measurement.
-
表 1 旋转转台多角度测棒法测量结果
mm 温度/℃ 轴线偏移或直径差 18.9 21.1 轴线坐标X -0.072 7 -0.073 2 -0.000 5 轴线坐标Y 0.702 5 0.702 4 -0.000 1 轴线坐标Z 102.002 1 102.002 1 0.000 0 标准棒直径D 19.120 1 19.151 3 0.031 2  下载: 导出CSV
下载: 导出CSV
表 2 固定转台单角度测棒法
mm 温度/℃ 轴线偏移或直径差 18.9 21.1 轴线坐标X -0.072 7 -0.091 8 -0.019 1 轴线坐标Y 0.702 5 0.700 8 -0.001 7 轴线坐标Z 102.002 1 102.002 1 0.000 0 标准棒直径D 19.120 1 19.122 0.002
下载: 导出CSV
-
[1] 房建国, 胡成海, 庞长涛, 等.精密坐标测量技术的发展及应用[J].航空制造技术, 2015, (7):38-41 http://d.old.wanfangdata.com.cn/Periodical/hkgyjs201507004Fang J G, Hu C H, Pang C T, et al. Development and application of precision coordinate measuring technology[J]. Aeronautical Manufacturing Technology, 2015, (7):38-41(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/hkgyjs201507004 [2] 程银宝, 陈晓怀, 王汉斌, 等.CMM尺寸测量的不确定度评定模型研究[J].计量学报, 2016, 37(5):462-466 doi: 10.3969/j.issn.1000-1158.2016.05.02Cheng Y B, Chen X H, Wang H B, et al. Research on uncertainty estimation model of CMM for size measurement[J]. Acta Metrologica Sinica, 2016, 37(5):462-466(in Chinese) doi: 10.3969/j.issn.1000-1158.2016.05.02 [3] 解则晓, 徐玉春, 张国雄.四轴自由曲面非接触测量系统[J].航空精密制造技术, 2002, 38(1):31-33 doi: 10.3969/j.issn.1003-5451.2002.01.010Xie Z X, Xu Y C, Zhang G X. A four-axis instrument for measuring free-form surface[J]. Aviation Precision Manufacturing Technology, 2002, 38(1):31-33(in Chinese) doi: 10.3969/j.issn.1003-5451.2002.01.010 [4] 罗胜彬, 宋春华, 韦兴平, 等.非接触测量技术发展研究综述[J].机床与液压, 2013, 41(23):150-153 doi: 10.3969/j.issn.1001-3881.2013.23.042Luo S B, Song C H, Wei X P, et al. Review for the development and research of non-contact measurement technology[J]. Machine Tool & Hydraulics, 2013, 41(23):150-153(in Chinese) doi: 10.3969/j.issn.1001-3881.2013.23.042 [5] 费业泰, 罗哉.精密技术中热变形误差影响的基本问题[J].纳米技术与精密工程, 2003, 1(1):79-84 doi: 10.3969/j.issn.1672-6030.2003.01.013Fei Y T, Luo Z. Basic problems about thermal deformation error in precision technology[J]. Nanotechnology and Precision Engineering, 2003, 1(1):79-84(in Chinese) doi: 10.3969/j.issn.1672-6030.2003.01.013 [6] 张秋, 牛文莉, 杨明亮.三坐标测量机测量误差的试验研究[J].陕西理工学院学报:自然科学版, 2012, 28(5):10-14 http://d.old.wanfangdata.com.cn/Periodical/sxgxyxb201205003Zhang Q, Niu W L, Yang M L. Research of experiment for measuring error of three coordinate measuring machine[J]. Journal of Shaanxi University of Technology:Natural Science Edition, 2012, 28(5):10-14(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/sxgxyxb201205003 [7] 陈宝刚, 李文珂, 程文涛, 等.三坐标测量机动态精度影响因素[J].黑龙江科技学院学报, 2007, 17(1):62-66 doi: 10.3969/j.issn.1671-0118.2007.01.017Chen B G, Li W K, Cheng W T, et al. Influencing factors of dynamic accuracy of CMMs[J]. Journal of Heilongjiang Institute of Science and Technology, 2007, 17(1):62-66(in Chinese) doi: 10.3969/j.issn.1671-0118.2007.01.017 [8] 曹岩, 梅林, 赵汝嘉.三坐标测量机热特性分析及与改善对策[J].制造技术与机床, 2002, (2):17 doi: 10.3969/j.issn.1005-2402.2002.02.007Cao Y, Mei L, Zhao R J. Analysis and improvement of the thermal characteristics of three coordinate measuring machine[J]. Manufacturing Technology & Machine Tool, 2002, (2):17(in Chinese) doi: 10.3969/j.issn.1005-2402.2002.02.007 [9] 宋巧莲.三坐标测量机测量误差的分析与修正[J].安徽职业技术学院学报, 2004, 3(2):28-30 doi: 10.3969/j.issn.1672-9536.2004.02.009Song Q L. Analyzing and correcting for measuring errors in tri-ordinate measuring machinery[J]. Journal of Anhui Textile Vocational Technical Institute, 2004, 3(2):28-30(in Chinese) doi: 10.3969/j.issn.1672-9536.2004.02.009 [10] 李慧鹏, 张春富, 唐文彦, 等.大尺寸工件测量中的温度误差修正[J].航天制造技术, 2006, (2):38-41 http://d.old.wanfangdata.com.cn/Periodical/htgy200602011Li H P, Zhang C F, Tang W Y, et al. Temperature error correction in large size workpiece measurement[J]. Aerospace Manufacturing Technology, 2006, (2):38-41(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/htgy200602011 [11] Lin S W, Wu Z T, Yan G B. Error modeling and compensation of three coordinate measuring machine based on feedback information of thermal deformation[J]. Journal of Mechanical Engineering, 2001, 37(12):70-74 doi: 10.3901/JME.2001.12.070 [12] 张国雄.三坐标测量机[M].天津:天津大学出版社, 1999Zhang G X. Coordinate measuring machines[M]. Tianjin:Tianjin University Press, 1999(in Chinese) [13] 吴奎先, 杨仁平, 张国雄, 等.三角法光学非接触测量头应用中的关键技术[J].天津大学学报, 2005, 38(1):69-73 http://d.old.wanfangdata.com.cn/Periodical/tianjdxxb200501016Wu K X, Yang R P, Zhang G X, et al. Key application techniques of optical triangulation non-contact probes[J]. Journal of Tianjin University, 2005, 38(1):69-73(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/tianjdxxb200501016 [14] 李红莉, 陈晓怀, 杨桥.CMM面向任务的多测量策略测量不确定度评定[J].电子测量与仪器学报, 2015, 29(12):1772-1780 http://d.old.wanfangdata.com.cn/Periodical/dzclyyqxb201512006Li H L, Chen X H, Yang Q. Task-oriented measurement uncertainty evaluation of CMM under multi-strategies[J]. Journal of Electronic Measurement and Instrumentation, 2015, 29(12):1772-1780(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/dzclyyqxb201512006 [15] 肖冬根.面向大型齿轮测量中心的热误差补偿与实验研究[D].哈尔滨: 哈尔滨工业大学, 2016 http://cdmd.cnki.com.cn/Article/CDMD-10213-1016914508.htmXiao D G. Research on thermal error compensation and experiment for large gear measuring center[D]. Harbin: Harbin Institute of Technology, 2016(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10213-1016914508.htm -

 点击查看大图
点击查看大图
图(5) / 表(2)
计量
- 文章访问数: 212
- HTML全文浏览量: 84
- PDF下载量: 41
- 被引次数: 0
