




Exploring Energy Conservation of Two-machine-one- buffer Manufacturing System
-
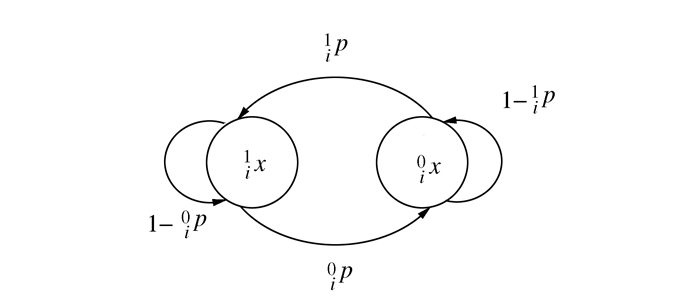
摘要: 为研究双机器单缓冲区系统节能运行情况,从而制定出相应节能运行策略,实现节能减排。利用马尔科夫链建立双机器单缓冲区制造系统工作模型,确定双机器单缓冲区系统在机器阻塞或饥渴条件下不同机器停机节能时间窗口及其表达式。在此基础上,利用MATLAB求解出不同情况下的停机节能时间。最后将所求时间运用至Plant Simulation模型中进行仿真并进行数据处理得到相关结论。仿真结果表明:在接受一定的产量损失下,系统采用最优的控制策略时其节能量可以达到10%以上。Abstract: The energy conservation problem of a two-machine-one-buffer system is studied, and the energy conservation strategy is proposed for achieving energy conservation and emission-reduction by a manufacturing system. Firstly, a Markov operation model of two-machine-one-buffer manufacturing system is developed, and then the opportunity windows of stoppage for energy conservation of different machines are formulated when machines are blocked or starved in the two-machines-one-buffer manufacturing system. Furthermore, MATLAB is used to simulate the stoppage time for energy conservation with different energy conservation strategies. The simulation results show that the energy conservation rate can reach over 10% by implementing the optimal energy conservation strategy within a certain throughput loss.
-
Key words:
- energy conservation /
- mathematical models /
- computer simulation /
- markov processes
-
表 1 机器功率数据
机器 Pwork, i/kW Pidle, i/kW Psleep, i/kW Ptransit, i/kW M1 30 18 9 19.5 M2 20 12 6 13  下载: 导出CSV
下载: 导出CSV
表 2 机器M1平均停机时间
α 0.5 0.6 0.7 0.8 0.9 1.0 启动时B2容量 6 5 4 3 2 0 平均停机时间/s 234 273 312 351 390 468
下载: 导出CSV
表 3 M1停机休眠节能仿真运行结果对比
指标 系统8 h平均产量 95%置信区间 产量损失百分比/% 系统8 h平均能耗/(kW·h) 95%置信区间 能耗减少百分比/% 无控制运行 532.45 [513.11, 551.78] —— 242.86 [237.27, 248.46] —— 50%消耗B2 519.78 [500.65, 538.90] 2.38 215.47 [210.25, 220.69] 11.28 60%消耗B2 517.25 [497.18, 537.31] 2.85 214.46 [208.98, 219.94] 11.70 70%消耗B2 508.47 [488.82, 528.11] 4.50 212.14 [206.59, 217.69] 12.65 80%消耗B2 499.16 [478.64, 519.67] 6.25 210.46 [204.83, 216.08] 13.34 90%消耗B2 496.37 [477.23, 515.50] 6.78 210.61 [205.39, 215.83] 13.28 100%消耗B2 463.81 [445.51, 482.10] 12.89 205.11 [199.89, 210.32] 15.55
下载: 导出CSV
表 4 机器功率数据
机器 Pwork, i/kW Pidle, i/kW Psleep, i/kW Ptransit, i/kW M1 20 12 6 13 M2 30 18 9 19.5
下载: 导出CSV
表 5 机器M2平均停机时间
β 0.5 0.6 0.7 0.8 0.9 1.0 启动时B2容量 6 7 8 9 10 12 平均停机时间/s 234 273 312 351 390 468
下载: 导出CSV
表 6 M2停机休眠节能仿真运行结果对比
指标 系统8 h平均产量 95%置信区间 产量损失百分比/% 系统8 h平均能耗/(kW·h) 95%置信区间 能耗减少百分比/% 无控制运行 546.51 [521.04, 571.98] — 244.38 [236.93, 251.84] — 50%填充B2 529.56 [505.70, 553.41] 3.10 216.20 [209.47, 222.93] 11.53 60%填充B2 521.66 [497.20, 546.12] 4.55 214.31 [207.43, 221.20] 12.30 70%填充B2 520.58 [494.40, 546.76] 4.74 214.47 [207.14, 221.81] 12.24 80%填充B2 518.05 [491.50, 544.59] 5.21 213.78 [206.34, 221.22] 12.52 90%填充B2 512.97 [490.38, 535.56] 6.14 214.25 [207.98, 220.53] 12.33 100%填充B2 479.27 [458.89, 499.64] 12.30 208.58 [202.72, 214.44] 14.65
下载: 导出CSV
-
[1] 许弟建, 旋金良.机床功率测试系统设计与节能方法[J].组合机床与自动化加工技术, 2010(3):47-51 doi: 10.3969/j.issn.1001-2265.2010.03.013Xu D J, Xuan J L. The design of active power test system and energy saving method of NC machine tool[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2010(3):47-51(in Chinese) doi: 10.3969/j.issn.1001-2265.2010.03.013 [2] 李涛, 孔露露, 张洪潮, 等.典型切削机床能耗模型的研究现状及发展趋势[J].机械工程学报, 2014, 50(7):102-111 http://d.old.wanfangdata.com.cn/Periodical/jxgcxb201407014Li T, Kong L L, Zhang H C, et al. Recent research and development of typical cutting machine tool's energy consumption model[J]. Journal of Mechanical Engineering, 2014, 50(7):102-111(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jxgcxb201407014 [3] 齐晓宁, 汪永超, 贾婧, 等.基于遗传算法的面向绿色制造的车间调度优化[J].组合机床与自动化加工技术, 2012(10):16-18, 25 doi: 10.3969/j.issn.1001-2265.2012.10.005Qi X N, Wang Y C, Jia J, et al. The scheduling of machine for green manufacturing based on genetic algorithm[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2012(10):16-18, 25(in Chinese) doi: 10.3969/j.issn.1001-2265.2012.10.005 [4] 李小霞, 黄小毛, 刘建晓, 等.面向低制造能耗的车间作业调度优化仿真[J].系统仿真学报, 2016, 28(1):114-120 http://d.old.wanfangdata.com.cn/Periodical/xtfzxb201601016Li X X, Huang X M, Liu J X, et al. Optimization simulation for job-shop scheduling for reducing manufacturing energy consumption[J]. Journal of System Simulation, 2016, 28(1):114-120(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/xtfzxb201601016 [5] 王峻峰, 李世其, 刘继红.离散加工系统的能耗特征分析与仿真评估[J].制造业自动化, 2015(3):53-56, 66 doi: 10.3969/j.issn.1009-0134.2015.03.015Wang J F, Li S Q, Liu J H. Characteristics analysis and simulation based evaluation of energy consumption for discrete machining system[J]. Manufacturing Automation, 2015(3):53-56, 66(in Chinese) doi: 10.3969/j.issn.1009-0134.2015.03.015 [6] 刘飞, 周晓娜, 蔡维.离散制造业产品能耗限额制定的复杂特性及制定策略[J].机械工程学报, 2015, 51(19):138-145 http://d.old.wanfangdata.com.cn/Periodical/jxgcxb201519018Li F, Zhou X N, Cai W. The complexity and strategy for establishing product energy consumption allowance in discrete manufacturing industry[J]. Journal of Mechanical Engineering, 2015, 51(19):138-145(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jxgcxb201519018 [7] Lee S, Gu X, Ni J. Stochastic maintenance opportunity windows for unreliable two-machine one-buffer system[J]. Expert Systems with Applications, 2013, 40(13):5385-5394 doi: 10.1016/j.eswa.2013.03.049 [8] Zou J, Chang Q, Lei Y, et al. Stochastic maintenance opportunity windows for serial production line[C]//Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference. Charlotte, North Carolina, USA: ASME, 2015 [9] Gu X, Lee S, Liang X R, et al. Hidden maintenance opportunities in discrete and complex production lines[J]. Expert Systems with Applications, 2013, 40(11):4353-4361 doi: 10.1016/j.eswa.2013.01.016 [10] Chang Q, Xiao G X, Biller S, et al. Energy saving opportunity analysis of automotive serial production systems (March 2012)[J]. IEEE Transactions on Automation Science and Engineering, 2012, 10(2):334-342 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=7955f14d6259af59fd572e0e52f0c2fd [11] Chen G R, Zhang L, Arinez J, et al. Energy consumption reduction in serial production lines via controlled machine startup[C]//Proceedings of the ASME 2011 International Manufacturing Science and Engineering Conference. Corvallis, Oregon, USA: ASME, 2011 [12] Li W, Zein A, Kara S, et al. An investigation into fixed energy consumption of machine tools[C]//Proceedings of the 18th CIRP International Conference on Life Cycle Engineering. Braunschweig, Germany: Springer? 2011: 268-273 [13] Institute for European Environmental Policy 2010: Energy Efficiency in the EU: an introduction[R/OL]. (2012-02-20)[2014-08-21]. http://www.lowcarbonoptions.net/Downloads/files/Energy_Efficiency_in_the_EU.pdf -

 点击查看大图
点击查看大图

图(6) / 表(6)
计量
- 文章访问数: 306
- HTML全文浏览量: 62
- PDF下载量: 135
- 被引次数: 0
