




Study on 3D Printing Mechanism of High Viscosity Conductive Materials for Electric Field Driven Jet Deposition
-
摘要: 为了实现高粘度导电材料在3D打印制造嵌入式封装电子产品中的高精度打印,本文通过理论分析与实验验证相结合的方法,揭示了喷嘴结构与电场对流体流速与液滴形态的影响,最终得出相同气压下,喷嘴尖端处越短,截面收缩越大,液体流速越快;电场除了对液滴有收缩形成泰勒锥的作用,还会影响液体流速;对于超高粘度导电材料的打印,对打印结果影响最大的因素是气压与平台移动速度,在一定气压与电压范围内,打印均能实现,而通过调整平台移动速度可改善喷印质量。研究成果对改善高粘度导电材料的3D打印形貌、成型精度和可控性提供了理论基础和方向指导。
-
关键词:
- 电场驱动喷射3D打印 /
- 高粘度导电材料打印 /
- 喷射机理 /
- 影响规律
Abstract: In order to manufacture high precision printing package embedded in electronic products in 3D printing to achieve high viscosity conductive material, through theoretical analysis and experimental verification, the influence of the nozzle structure and the electric field of fluid velocity on the liquid droplets form is studied. It is concluded that under the same pressure, the shorter the nozzle tip is, the larger the section shrinkage and the faster the liquid flow rate. In addition to the effect of the shrinkage of the electric field on the droplets forming the Taylor cone, the liquid velocity can be affected. For high viscosity printing of conductive materials, the biggest influencing factor are the result of the printing pressure and platform movement speed, to a certain pressure and voltage range, to print all can achieve, and the movement speed by adjusting the platform can improve the quality of jet printing. The research results provide a theoretical foundation and direction for improving the 3D printing appearance, forming accuracy and controllability of high viscosity conductive materials. -
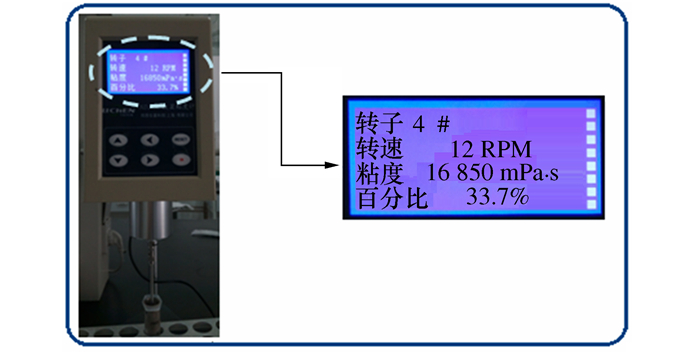
表 4 导电银胶基本参数
基本参数 数值 化学成分 银粉, 改性树脂 固含量 60% 粘度(20℃下) 16.85 Pa·s 粒径 0.1~10.0 μm 体积比电阻 20 Ω/m2 工作温度 -55~100 ℃ 表面固化条件(0.1 mm厚) 60~100 ℃时20~40 min; 常温时2~5 h  下载: 导出CSV
下载: 导出CSV
-
[1] 贾伟, 刘润生.麦肯锡:影响未来的颠覆性技术[J].科学中国人, 2013, (9):19-22 doi: 10.3969/j.issn.1005-3573.2013.09.006Jia W, Liu R S. McKinsey:effects of disruptive technology in the future[J]. Scientific Chinese, 2013, (9):19-22(in Chinese) doi: 10.3969/j.issn.1005-3573.2013.09.006 [2] Vaezi M, Seitz H, Yang S F. A review on 3D micro-additive manufacturing technologies[J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(5-8):1721-1754 doi: 10.1007/s00170-012-4605-2 [3] Raje P V, Murmu N C. A review on electrohydrodynamic-inkjet printing technology[J]. International Journal of Emerging Technology and Advanced Engineering, 2014, 4(5):174-183 [4] Merz D R. Shape deposition manufacturing[D]. Salzburg: Vienna University of Technology, 1994 [5] Williams C B, Rosen D W. Manufacturing metallic parts with designed mesostructure via three-dimensional printing of metal oxide power[R]. Atlanta: Georgia Institute of Technology, 2007: 1-4 [6] 杨建军, 张志远, 兰红波, 等.基于EHD微尺度3D打印喷射机理与规律研究[J].农业机械学报, 2016, 47(6):401-407 http://d.old.wanfangdata.com.cn/Periodical/nyjxxb201606053Yang J J, Zhang Z Y, Lan H B, et al. Jetting mechanism and rules of micro scale 3D printing based on EHD[J]. Transactions of the Chinese Society for Agricultural Machinery, 2016, 47(6):401-407(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/nyjxxb201606053 [7] 崔歆, 杨建军, 兰红波.基于EHD微纳尺度3D打印中导电银浆成线规律的实验研究[J].制造技术与机床, 2017, (6):53-56 http://d.old.wanfangdata.com.cn/Periodical/zzjsyjc201706027Cui X, Yang J J, Lan H B. Experimental study on the rule of conductive silver paste with EHD micro/Nano scale 3D printing[J]. Manufacturing Technology and Machine Tools, 2017, (6):53-56(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/zzjsyjc201706027 [8] 周光炯, 严宗毅, 许世雄, 等.流体力学[M].北京:高等教育出版社, 2000Zhou G J, Yan Z Y, Xu S X, et al. Fluid mechanics[M]. Beijing:Higher Education Press, 2000(in Chinese) [9] Morgan H, Green N G. AC electrokinetics:colloids and nanoparticles[M]. Baldock:Research Studies Press, 2003 [10] Li D Q. Encyclopedia of microfluidics and nanofluidics[M]. Boston, MA:Springer, 2008 -






 点击查看大图
点击查看大图

图(19) / 表(4)
计量
- 文章访问数: 853
- HTML全文浏览量: 152
- PDF下载量: 45
- 被引次数: 0
