




Stability Analysis of Turn-milling Machining of Thin-wall Cylinder Parts
-
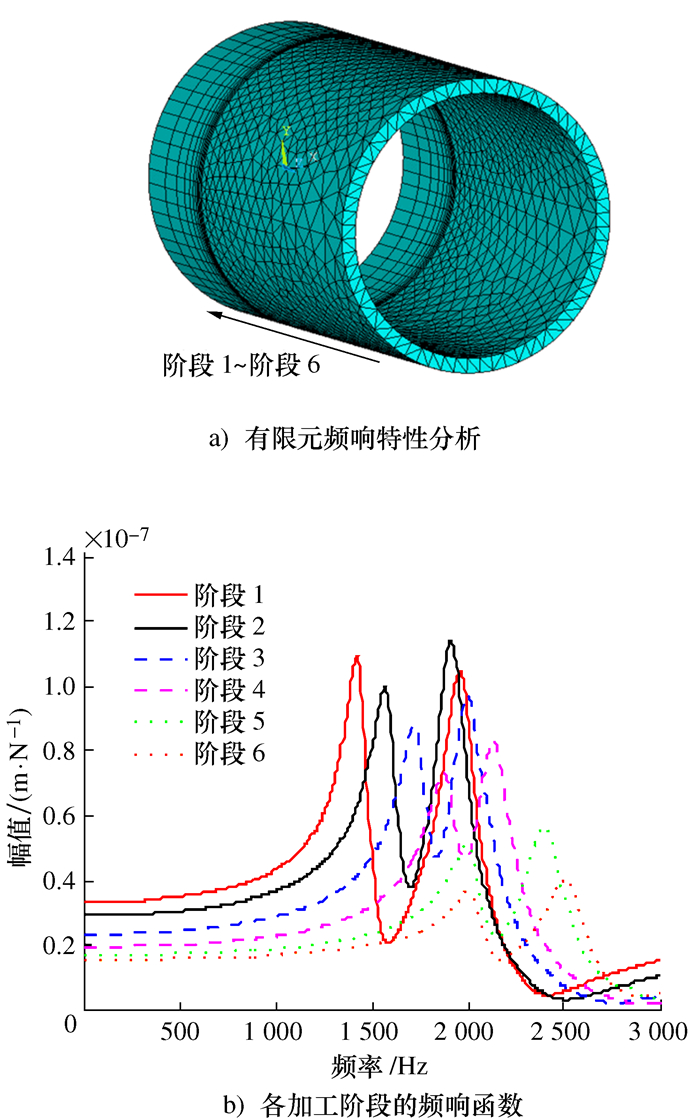
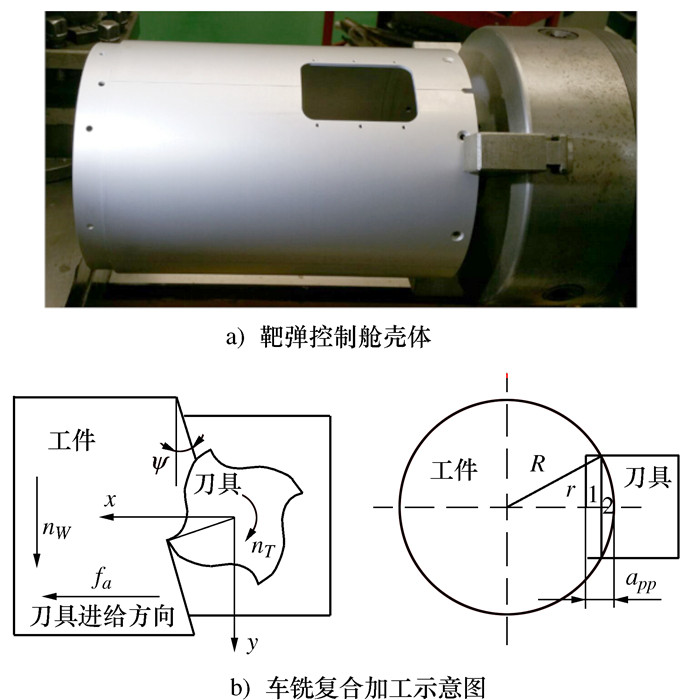
摘要: 某靶弹控制仓壳体为镁合金材料薄壁圆筒类零件,相对于传统车削工艺,车铣复合加工工艺具有主轴转速高、切削力小及切削温度低的特点,能有效降低镁合金材料的切削温度、提高加工效率及保证加工质量。针对靶弹壳体车铣复合加工稳定性研究与参数优化,建立考虑变切深变切厚的铣削力模型,利用有限元模型分析工件不同加工阶段和加工位置的动力学响应特性,结合模态锤击法得到的刀具端频响函数,建立XYZ方向的车铣复合加工稳定性预测模型。通过全离散法求解得到不同加工阶段下的稳定性lobe图,结果表明不同加工阶段下具有不同的稳定性加工边界,通过分阶段优化加工参数,可以在稳定加工的前提下提高加工效率。Abstract: The shell part of target cartridge controls is a magnesium alloy thin-walled cylinder part. Compared with the turning, the application of turning-milling complex technology has the characteristics of high spindle speed, small cutting force and low cutting temperature, which can effectively reduce the cutting temperature of magnesium alloy material, improve processing efficiency and ensure processing quality. For the turn-milling machining stability analysis and parameters optimization of the target outer, the milling force model considering the variation of the cutting depth and width is established. The dynamic response characteristics of the workpiece on different processing stages and processing positions are analyzed with finite element methods. Combining the frequency response function of the tool point obtained by the modal impact method, a stability prediction model of turn-milling complex machining is established on the XYZ directions. The stability lobe diagrams under different processing stages are obtained by the full discrete method, and the results show that a different processing stage is corresponding to different stability lobe diagram. The processing efficiency can be improved by optimizing the machining parameters under every processing stage.
-
Key words:
- dynamic response /
- stability /
- optimization /
- efficiency
-
[1] 周旦辉, 叶厚良, 朱宇光.某型靶弹系统设计与应用研究[J].现代防御技术, 2016, 44(5):46-51 doi: 10.3969/j.issn.1009-086x.2016.05.008Zhou D H, Ye H L, Zhu Y G. Research of application of design for some target missile design[J]. Modern Defense Technology, 2016, 44(5):46-51(in Chinese) doi: 10.3969/j.issn.1009-086x.2016.05.008 [2] 李晓斌, 王永杰, 孙晓峰.简易控制火箭靶弹总体设计[J].弹道学报, 2010, 22(1):41-44 http://d.old.wanfangdata.com.cn/Periodical/ddxb201001010Li X B, Wang Y J, Sun X F. System design of simple control rocket target[J]. Journal of Ballistics, 2010, 22(1):41-44(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/ddxb201001010 [3] Choudhury S K, Mangrulkar K S. Investigation of orthogonal turn-milling for the machining of rotationally symmetrical work pieces[J]. Journal of Materials Processing Technology, 2000, 99(1-3):120-128 doi: 10.1016/S0924-0136(99)00397-0 [4] Sasahara H, Kato A, Nakajima H, et al. High-speed rotary cutting of difficult-to-cut materials on multitasking lathe[J]. International Journal of Machine Tools and Manufacture, 2008, 48(7-8):841-850 doi: 10.1016/j.ijmachtools.2007.12.002 [5] 祝孟琪, 徐文骥.车铣复合加工不锈钢细长轴的试验研究[J].机械设计与制造, 2015, (6):102-108 http://d.old.wanfangdata.com.cn/Periodical/jxsjyzz201506027Zhu M Q, Xu W J. Research on turn-milling of slender stainless steel shaft[J]. Machinery Design & Manufacture, 2015, (6):102-108(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jxsjyzz201506027 [6] Karaguzel U, Olgun U, Uysal E, et al. Increasing tool life in machining of difficult-to-cut materials using nonconventional turning processes[J]. The International Journal of Advanced Manufacturing Technology, 2015, 77(9-12):1993-2004 doi: 10.1007/s00170-014-6588-7 [7] Karaguzel U, Bakkal M, Budak E. Process modeling of turn-milling using analytical approach[C]//3rd CIRP Conference on Process Machine Interactions. Nagoya, Japan: Elsevier, 2012: 131-139 [8] Zhu L D, Li H N, Wang W S. Research on rotary surface topography by orthogonal turn-milling[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(9-12):2279-2292 doi: 10.1007/s00170-013-5202-8 [9] Qiu W W, Liu Q, Ding J, et al. Cutting force prediction in orthogonal turn-milling by directly using engagement boundaries[J]. The International Journal of Advanced Manufacturing Technology, 2016, 86(1-4):963-975 doi: 10.1007/s00170-015-8173-0 [10] Karaguzel U, Uysal E, Budak E, et al. Effects of tool axis offset in turn-milling process[J]. Journal of Materials Processing Technology, 2016, 231:239-247 doi: 10.1016/j.jmatprotec.2015.12.020 [11] Karaguzel U, Bakkal M, Budak E. Mechanical and thermal modeling of orthogonal turn-milling operation[C]//16th CIRP Conference on Modelling of Machining Operations. Amsterdam: Elsevier, 2017: 287-292 [12] 陈尔涛, 朱立达, 史家顺, 等.正交车铣加工凸轮型面的试验研究[J].制造技术与机床, 2012, (4):33-35 doi: 10.3969/j.issn.1005-2402.2012.04.012Chen E T, Zhu L D, Shi J S, et al. Experimental research on machining cam profile by the orthogonal turning-milling[J]. Manufacturing Technology & Machine Tool, 2012, (4):33-35(in Chinese) doi: 10.3969/j.issn.1005-2402.2012.04.012 [13] 汪勇.轴类零件正交车铣加工稳定性建模与分析[D].武汉: 华中科技大学, 2014Wang Y. Stability modeling and analysis for orthogonal turn-milling of shaft parts[D]. Wuhan: Huazhong University of Science and Technology, 2014(in Chinese) [14] Yan R, Tang X W, Peng F Y, et al. The effect of variable cutting depth and thickness on milling stability for orthogonal turn-milling[J]. The International Journal of Advanced Manufacturing Technology, 2016, 82(1-4):765-777 doi: 10.1007/s00170-015-7418-2 [15] Tang X W, Peng F Y, Yan R, et al. Accurate and efficient prediction of milling stability with updated full-discretization method[J]. The International Journal of Advanced Manufacturing Technology, 2017, 88(9-12):2357-2368 doi: 10.1007/s00170-016-8923-7 -

 下载:
下载:




 点击查看大图
点击查看大图
图(6) / 表(1)
计量
- 文章访问数: 479
- HTML全文浏览量: 278
- PDF下载量: 183
- 被引次数: 0
