




Study on Thickness-strain Distribution in Single-point Incremental Forming with Hydrostatic Supporting
-
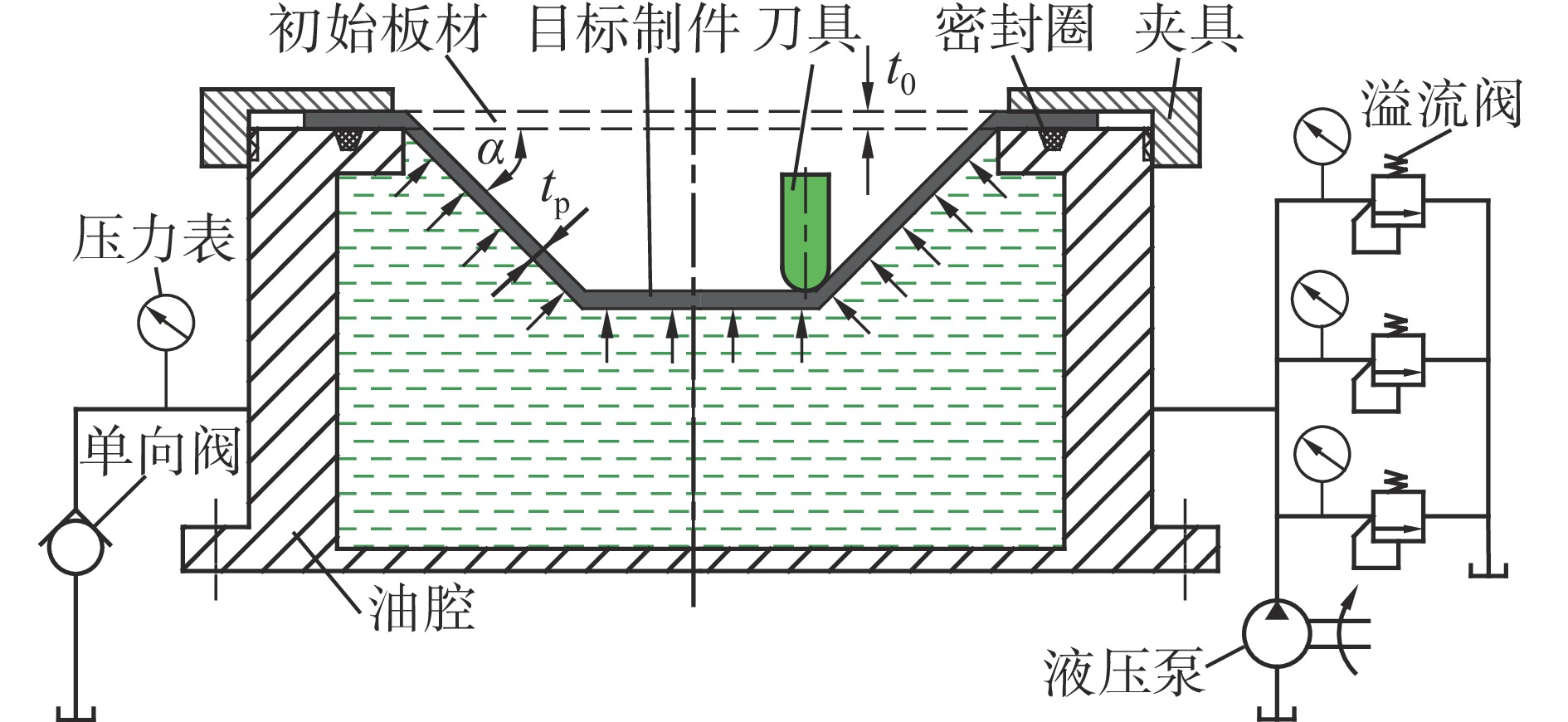
摘要: 采用单点渐进成形技术单道次成形复杂形状的薄壁零件时,厚度分布不均匀及过度减薄易于引起板材的断裂和成形失效。将静压支撑引入单点渐进成形中,形成一种静压支撑单点渐进成形工艺;通过促进材料流动和厚向应变分布来提高板材厚度分布的均匀性。选用初始厚度为1 mm的1060铝板,以静压支撑单点渐进成形的圆锥台件为研究对象,通过数值模拟和实验研究分析了静压参数对厚向应变分布和材料流动规律的影响。结果表明:0 ~ 0.18 MPa的静压支撑有利于过渡变形区Ⅱ的快速成形,有利于主变形区Ⅲ的厚向应变分布;在有利压力范围内,静压压力越大,由Ⅱ区流向Ⅲ区的材料越多,厚向应变分布越均匀,制件成形性能越好。Abstract: Uneven thickness distribution and excessive thinning easily lead to sheet fractures and forming failures when forming thin-walled parts with complex shapes in a single pass by using single-point incremental forming process. Hydrostatic supporting was introduced into the single-point incremental forming, and a single-point incremental forming process with hydrostatic supporting was formed; the uniformity of the sheet thickness distribution was improved by promoting material flow and thickness strain distribution. The 1060 aluminum sheets with an initial thickness of 1mm were selected, and the hydrostatically supported single-point incremental forming conical parts were taken as the research objects, and the influence of the hydrostatic parameters on the thickness strain distribution and material flow laws were analyzed by using numerical simulation and experiments. The results show that hydrostatic supports of 0-0.18 MPa are favorable to the rapid forming in the transition deformation zone II and the thickness strain distribution in the main deformation zone III; within the favorable pressure range, the higher the hydrostatic pressure, the more material flows from zone II to zone III, the more uniform the thickness strain distribution and the better the forming performance of the parts.
-
Key words:
- incremental forming /
- hydrostatic support /
- thickness strain /
- material flow
-
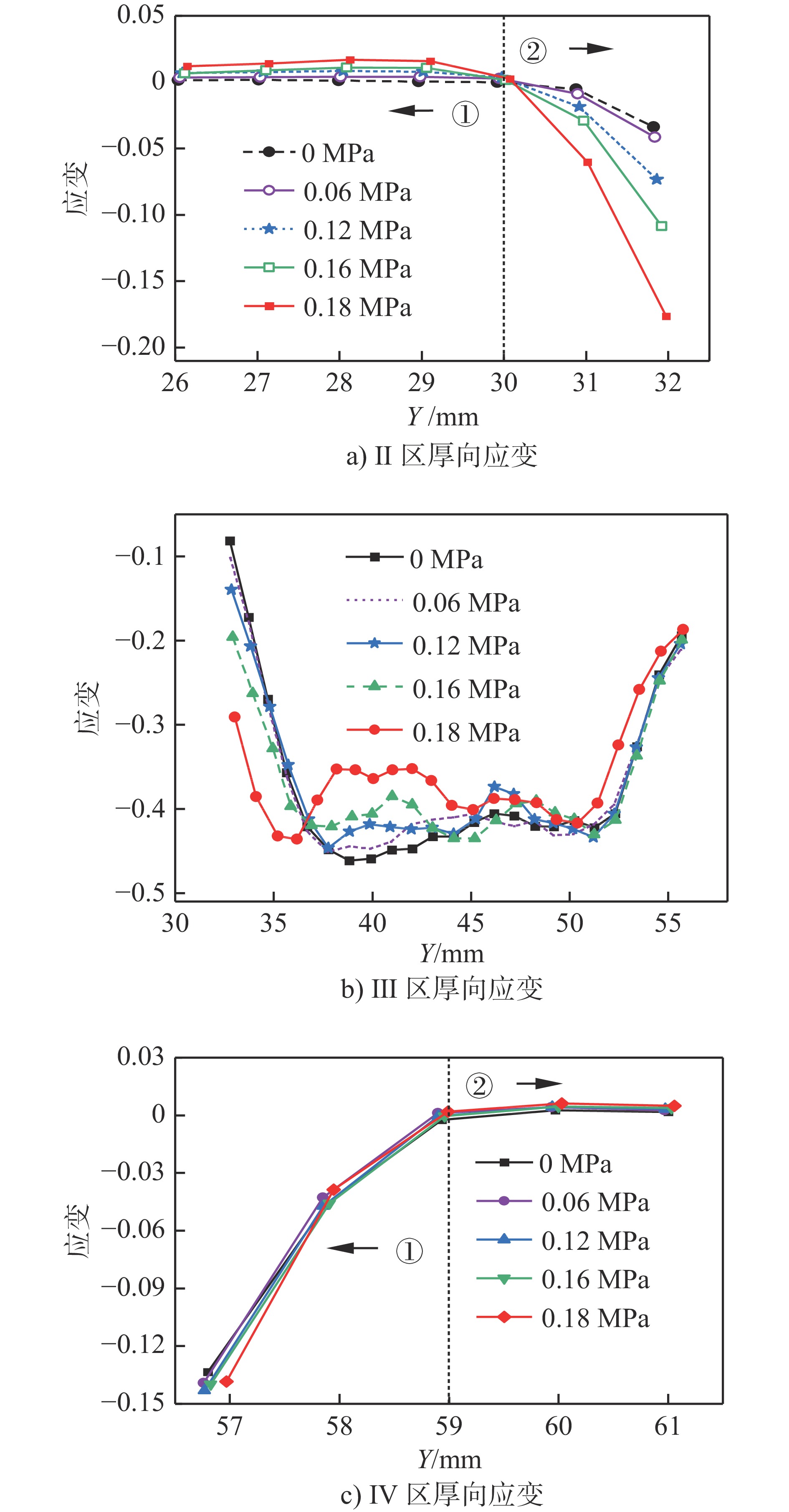
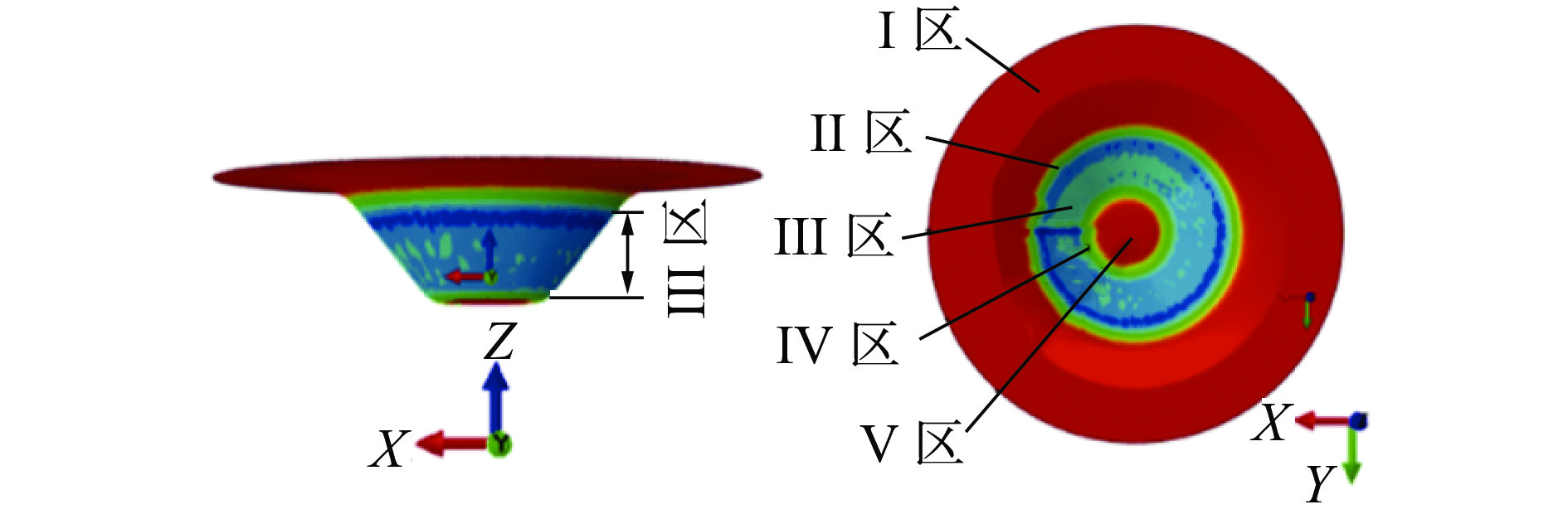
图 7 静压支撑对不同区域厚向应变的影响
Figure 7. Effect of hydrostatic support on thickness strain indifferent regions
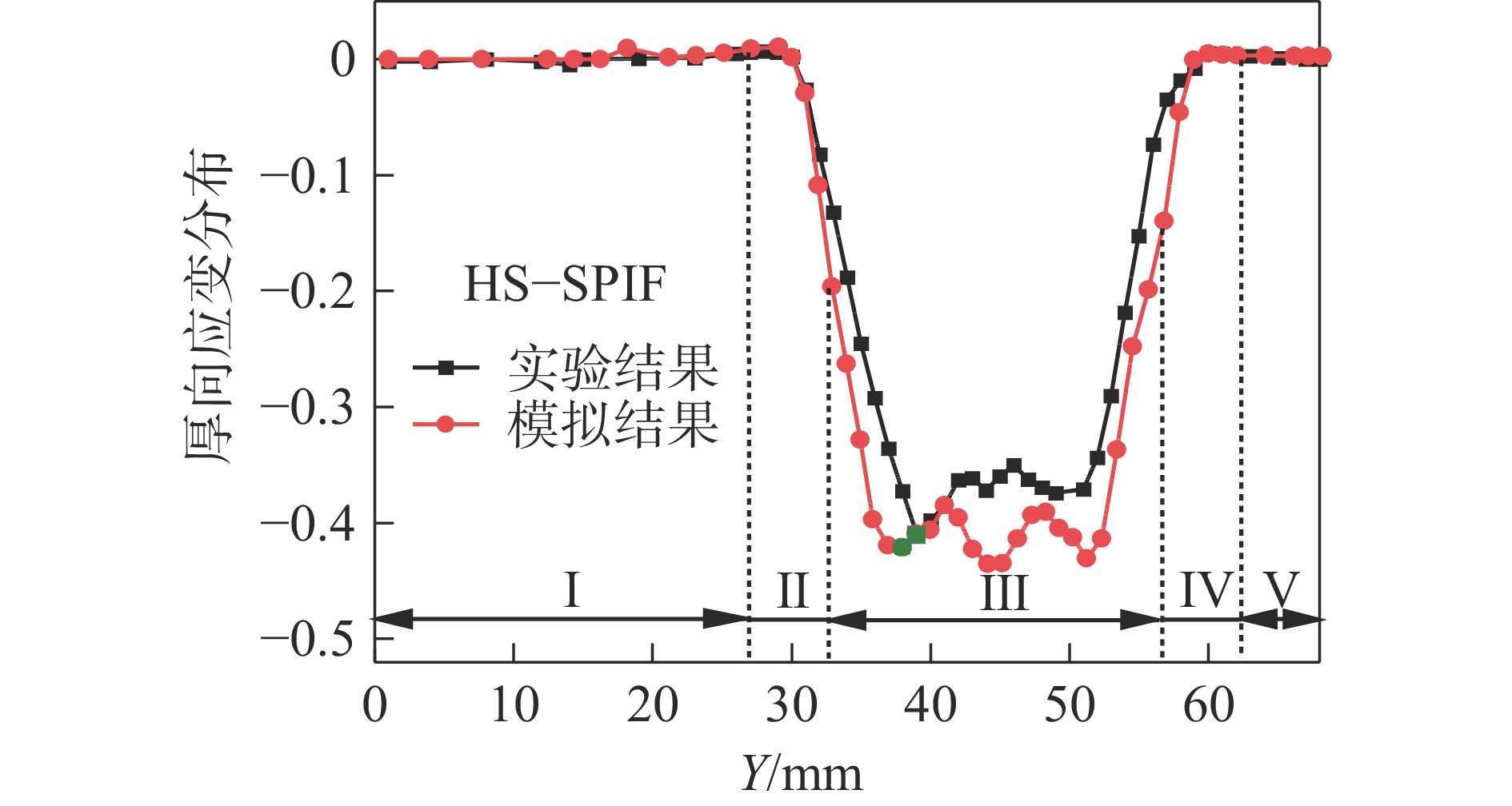
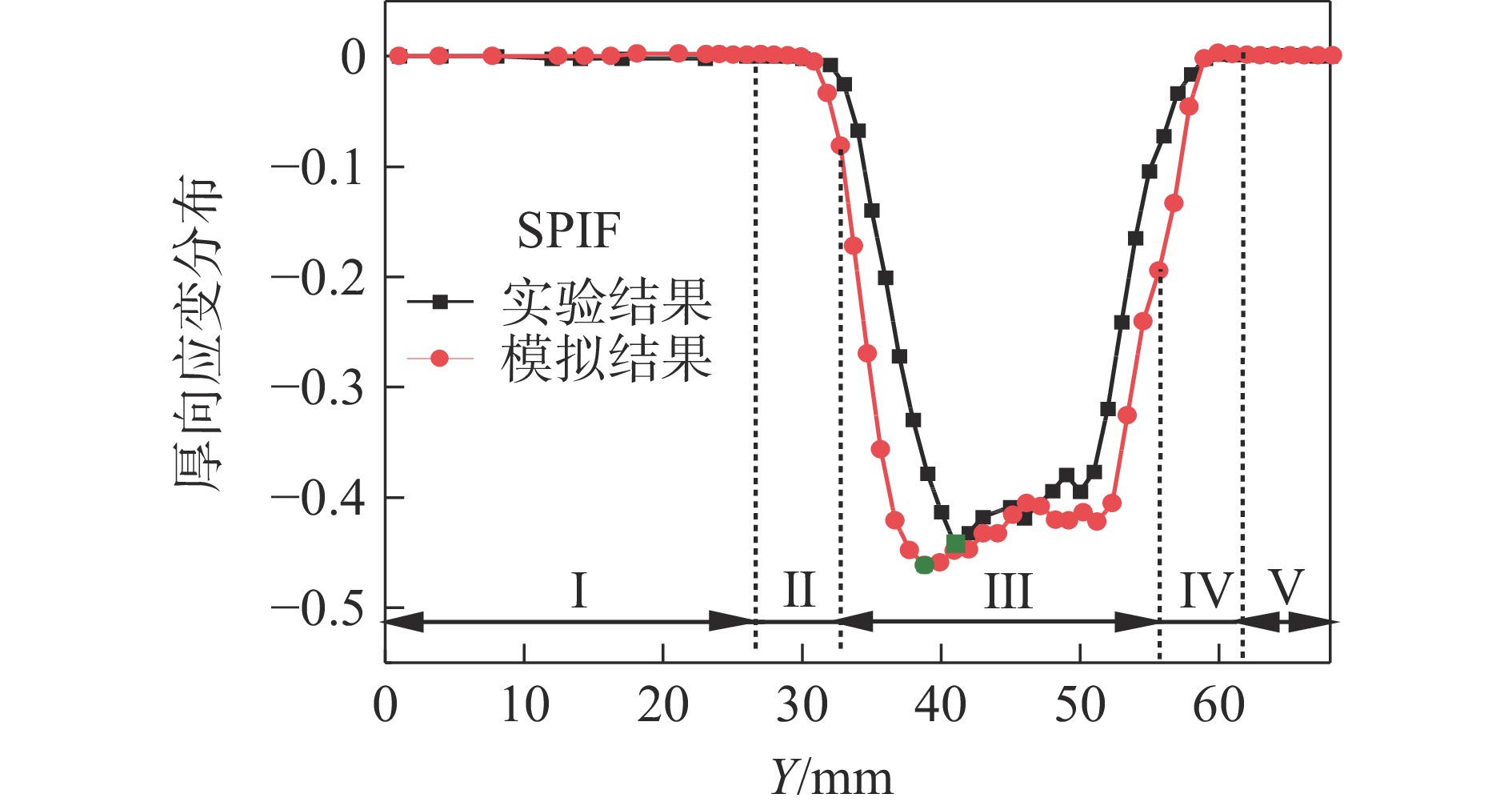
图 12 HS-SPIF厚向应变分布(0.16 MPa)
Figure 12. Thickness strain distribution of HS-SPIF (0.16 MPa)

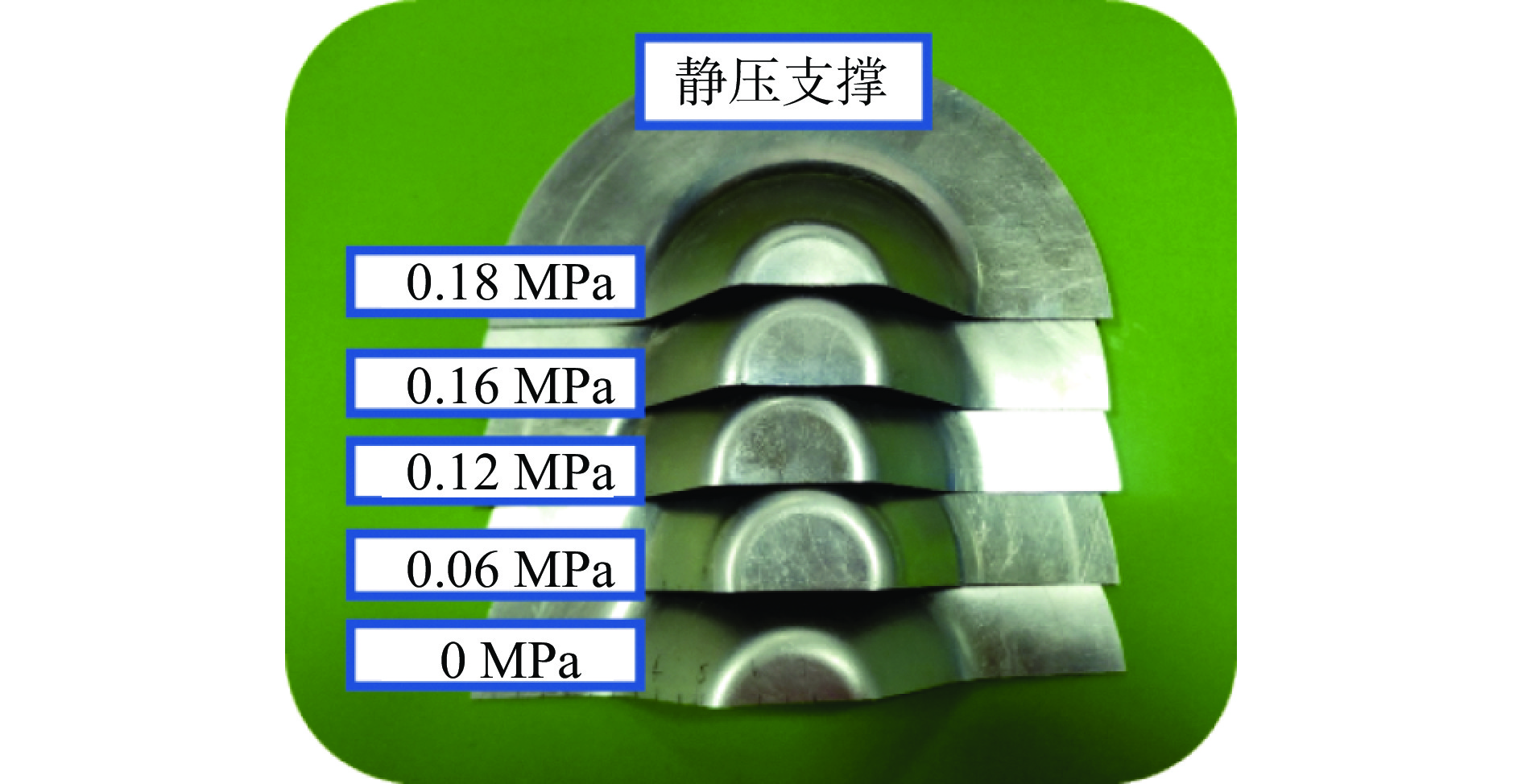
图 13 各压力下的实验厚向应变分布
Figure 13. Experimental thickness strain distribution ofdifferent pressures
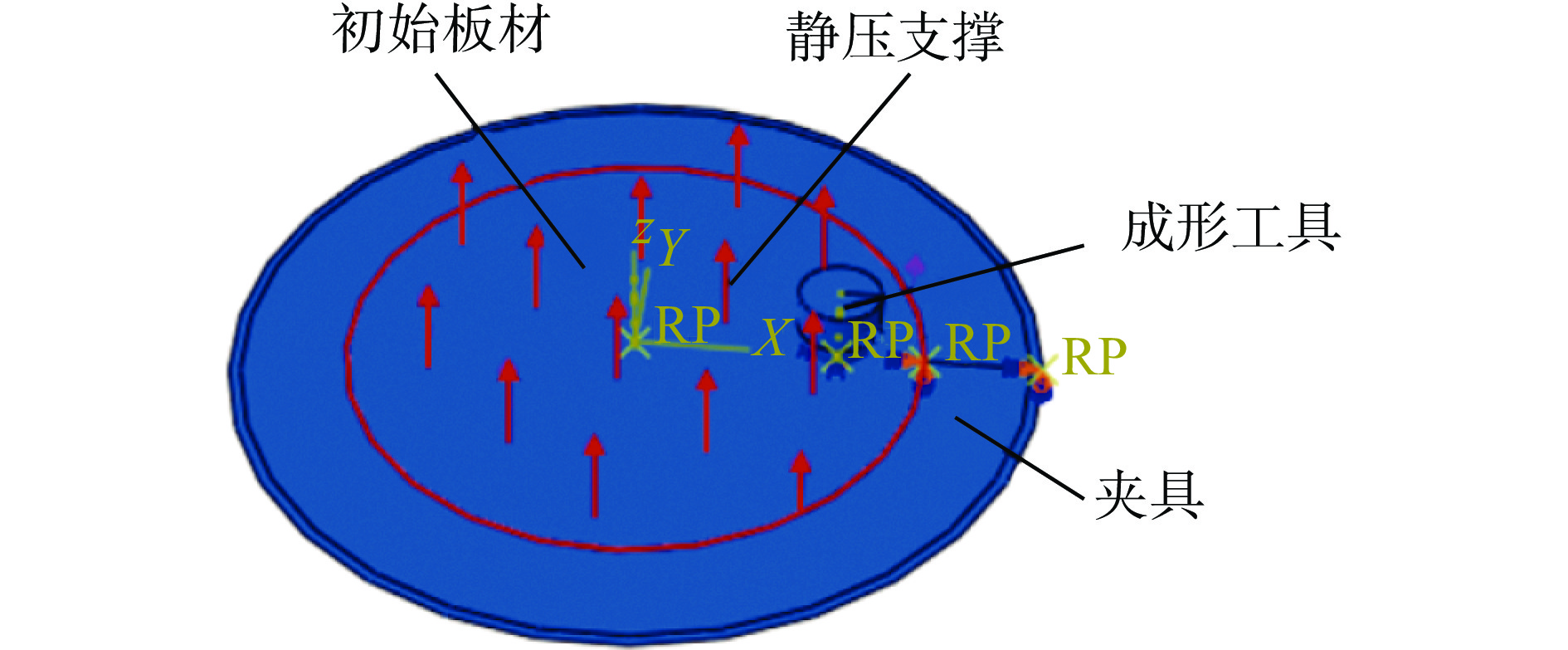
表 1 HS-SPIF有限元模型各参数
Table 1. Parameters of HS-SPIF finite element model
类别 板材 工具头 夹具 网格划分 网格类型:S4R单元
单元尺寸:1 mm × 1 mm
单元数量:7 606
节点个数:17 821解析性刚体 解析性钢体 模型 壳体金属塑性 解析性钢体 解析性钢体 材料 1060铝板(密度2.71 g/mm3,
弹性模量68 GPa,泊松比0.33,
屈服强度138 MPa,抗拉强度145 MPa)淬火高速钢 合金钢 接触条件 板材与工具头接触类型:面-面接触;板材与夹具接触类型:面-面接触 边界条件 X、Y、Z方向的转动被约束
板材边缘表面的6个自由度被约束X和Y方向的转动被约束
转速700 r/min6个自由度被约束  下载: 导出CSV
下载: 导出CSV
-
[1] ULLAH S, LI Y L, LI X Q, et al. A review on the deformation mechanism and formability enhancement strategies in incremental sheet forming[J]. Archives of Civil and Mechanical Engineering, 2022, 23(1): 55. doi: 10.1007/s43452-022-00585-4 [2] PENG W X, OU H A. Deformation mechanisms and fracture in tension under cyclic bending plus compression, single point and double-sided incremental sheet forming processes[J]. International Journal of Machine Tools and Manufacture, 2023, 184: 103980. doi: 10.1016/j.ijmachtools.2022.103980 [3] 柏朗, 李言, 杨明顺, 等. 超声振动-单点增量复合成形过程中成形力的分析与建模[J]. 机械工程学报, 2019, 55(2): 42-50. doi: 10.3901/JME.2019.02.042BAI L, LI Y, YANG M S, et al. Analytical model of ultrasonic vibration single point incremental forming force[J]. Journal of Mechanical Engineering, 2019, 55(2): 42-50. (in Chinese) doi: 10.3901/JME.2019.02.042 [4] 邱旭, 高新勤, 侯晓莉, 等. 金属管材变角度单点渐进翻边成形方法研究[J]. 机械科学与技术, 2022, 41(4): 566-572.QIU X, GAO X Q, HOU X L, et al. Research of Forming method of variable angle single point in incremental flanging of metal tube[J]. Mechanical Science and Technology for Aerospace Engineering, 2022, 41(4): 566-572. (in Chinese) [5] CAO T T, LU B, OU H G, et al. Investigation on a new hole-flanging approach by incremental sheet forming through a featured tool[J]. International Journal of Machine Tools and Manufacture, 2016, 110: 1-17. doi: 10.1016/j.ijmachtools.2016.08.003 [6] WU S, GENG P H, MA N S, et al. Contact-induced vibration tool in incremental sheet forming for formability improvement of aluminum sheets[J]. Journal of Materials Research and Technology, 2022, 17: 1363-1379. doi: 10.1016/j.jmrt.2022.01.103 [7] 周六如. 板料数控渐进成形变形区厚度变化规律的研究[J]. 机械工程学报, 2011, 47(18): 50-54. doi: 10.3901/JME.2011.18.050ZHOU L R. Research on the thickness change laws in numerical control incremental sheet forming[J]. Journal of Mechanical Engineering, 2011, 47(18): 50-54. (in Chinese) doi: 10.3901/JME.2011.18.050 [8] NIRALA H K, AGRAWAL A. Fractal geometry rooted incremental toolpath for incremental sheet forming[J]. Journal of Manufacturing Science and Engineering, 2018, 140(2): 021005. doi: 10.1115/1.4037237 [9] AZAOUZI M, LEBAAL N. Tool path optimization for single point incremental sheet forming using response surface method[J]. Simulation Modelling Practice and Theory, 2012, 24: 49-58. doi: 10.1016/j.simpat.2012.01.008 [10] KHALIL U, AZIZ M H, QAMAR S, et al. Parametric optimization on single point incremental forming of aluminum alloy AA 2219-O using response surface methodology[J]. Arabian Journal for Science and Engineering, 2022, 48(3): 4025-4044. [11] LI X Q, HAN K, XU P, et al. Experimental and theoretical analysis of the thickness distribution in multistage two point incremental sheet forming[J]. The International Journal of Advanced Manufacturing Technology, 2020, 107(1-2): 191-203. doi: 10.1007/s00170-020-05037-y [12] 金志浩, 高锦张, 郑璐恺. 1060铝板圆台件凸模支撑渐进成形临界成形角的研究[J]. 锻压技术, 2022, 47(6): 99-106.JIN Z H, GAO J Z, ZHENG L K. Study on critical forming angle in progressive forming with punch support for 1060Al plate conical frustum parts[J]. Forging Stamping Technology, 2022, 47(6): 99-106. (in Chinese) [13] BEN KHALIFA N, THIERY S. Incremental sheet forming with active medium[J]. CIRP Annals, 2019, 68(1): 313-316. doi: 10.1016/j.cirp.2019.04.043 [14] KUMAR Y, KUMAR S. Experimental and analytical evaluation of incremental sheet hydro-forming strategies to produce high forming angle sheets[J]. Heliyon, 2019, 5(6): e01801. doi: 10.1016/j.heliyon.2019.e01801 [15] 姚志远, 杨明顺, 李言, 等. 等静压支撑单点增量成形力的研究[J]. 机械科学与技术, 2019, 38(6): 902-908. doi: 10.13433/j.cnki.1003-8728.20180264YAO Z Y, YANG M S, LI Y, et al. Research on single point incremental forming force under isostatic pressure support[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(6): 902-908. (in Chinese) doi: 10.13433/j.cnki.1003-8728.20180264 [16] LIU Z B, DANIEL W J T, LI Y L, et al. Multi-pass deformation design for incremental sheet forming: Analytical modeling, finite element analysis and experimental validation[J]. Journal of Materials Processing Technology, 2014, 214(3): 620-634. doi: 10.1016/j.jmatprotec.2013.11.010 -


 点击查看大图
点击查看大图
计量
- 文章访问数: 71
- HTML全文浏览量: 32
- PDF下载量: 8
- 被引次数: 0
