




Study on Influences of Manufacturing Process on Detail Fatigue Rating of Aluminum-lithium Alloy Structure
-
摘要: 研究制造工艺(铣圆转速、孔边倒角、干涉量等)对飞机铝锂合金结构细节疲劳性能DFR的影响。结果表明:在一定铣圆转速范围内,存在最优铣圆转速;孔边倒角可以有效减轻应力集中现象,提高疲劳性能;干涉配合铆接在孔壁引入残余压应力,对孔连接具有一定强化作用,通过增加干涉量可使连接达到与整体材料相当的疲劳寿命,不再是铆接件中最薄弱“环节”。Abstract: Research the effects of the milling speed on U-notch details, and chamfer and feed rate on the opening details, and interference details on DFR in aluminum-lithium alloy. The results show that in a certain range of milling speed, there is an optimal milling speed; the hole edge chamfer can effectively reduce the stress concentration and improve the fatigue performance; interference fit riveting introduces the residual compressive stress into the hole wall, which has a certain strengthening effect on the hole connection, By increasing the amount of interference, the connection can reach the fatigue life equivalent to that of the whole material, which is no longer the weakest link in riveting parts.
-
Key words:
- aluminum-lithium alloy /
- detail fatigue rating /
- milling speed /
- hole edge chamfer
-
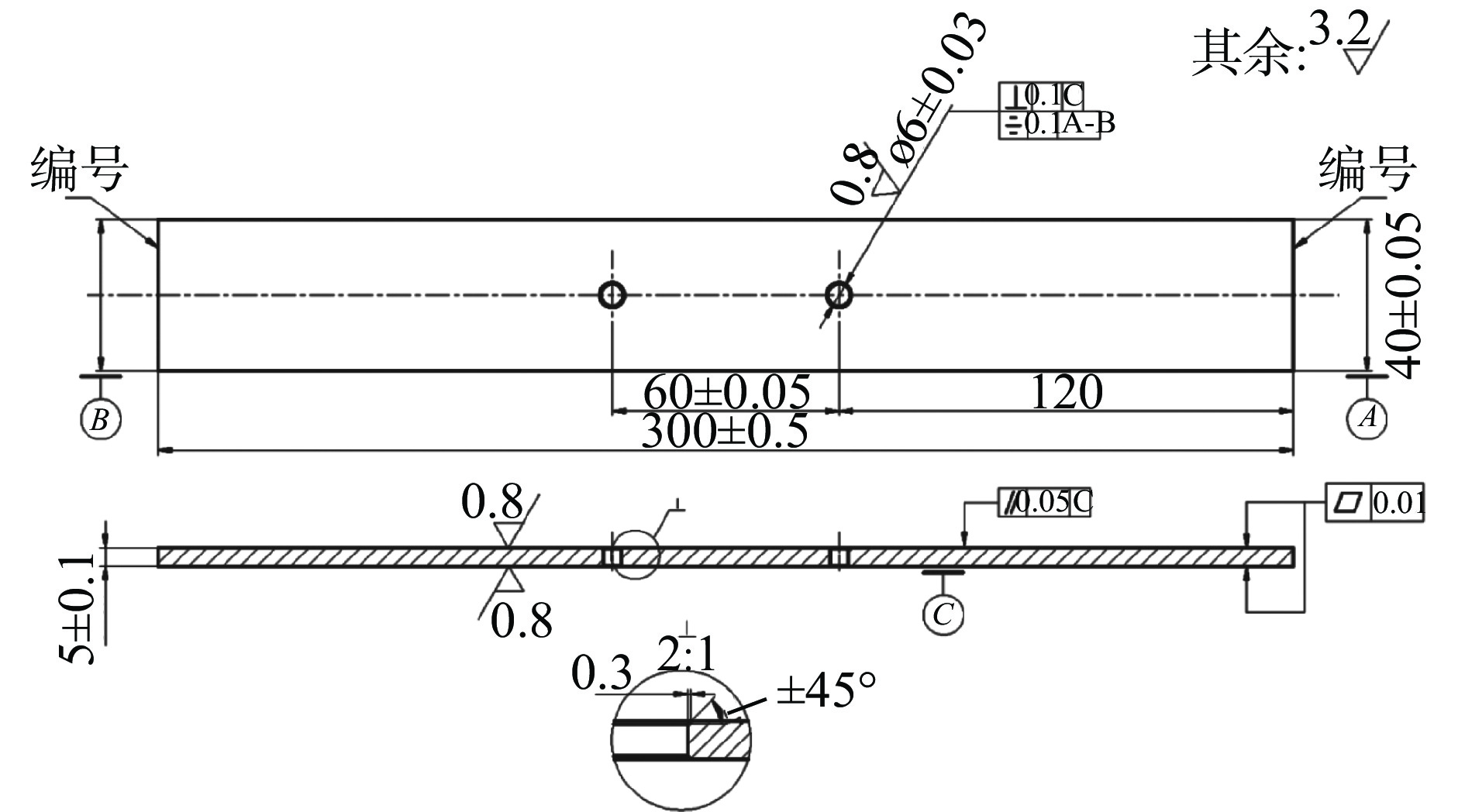
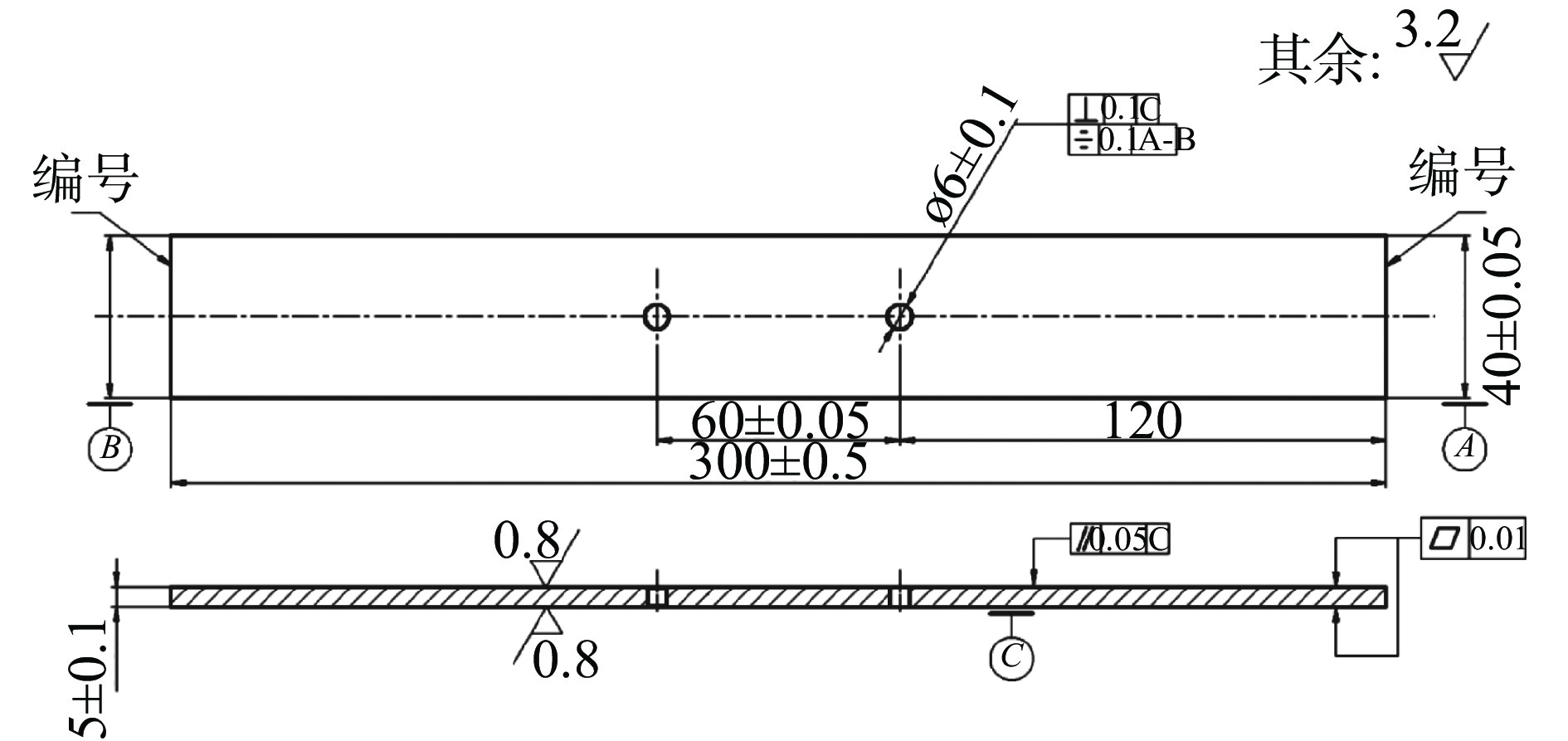
图 4 钻孔 + 铰孔 + 倒角试验件
Figure 4. Drilling + reaming + chamfer opening experimental sample
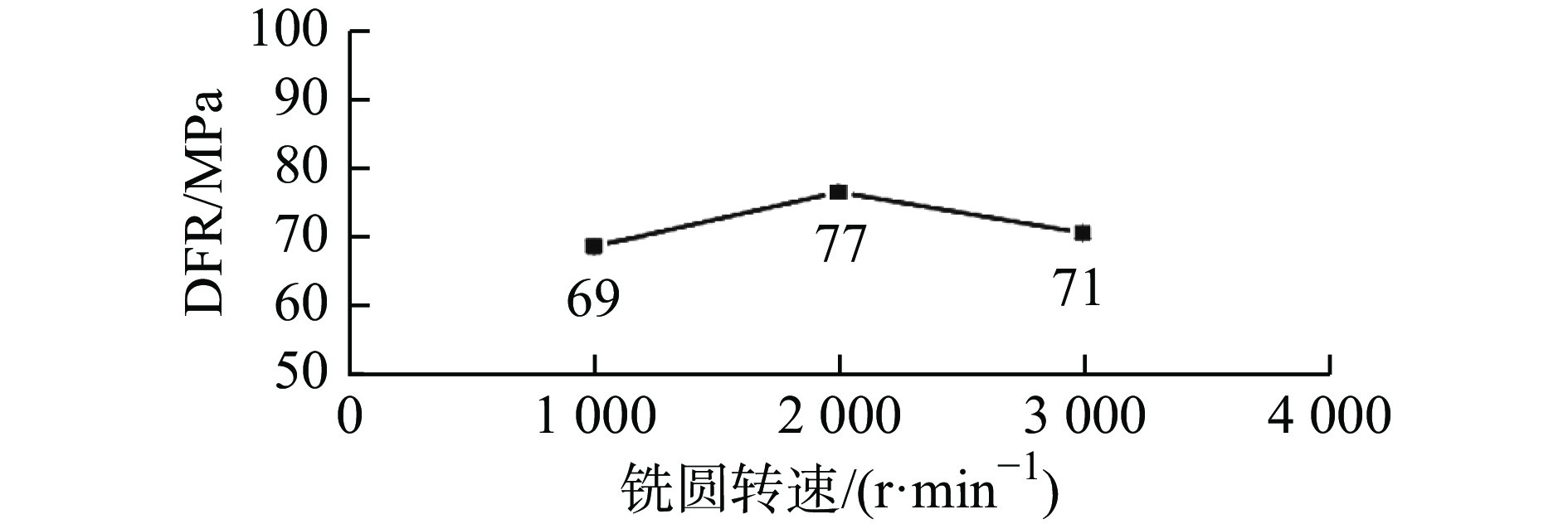
图 6 不同铣圆转速加工的U型缺口试验件DFR值
Figure 6. Effects of different milling speeds on U-notch details
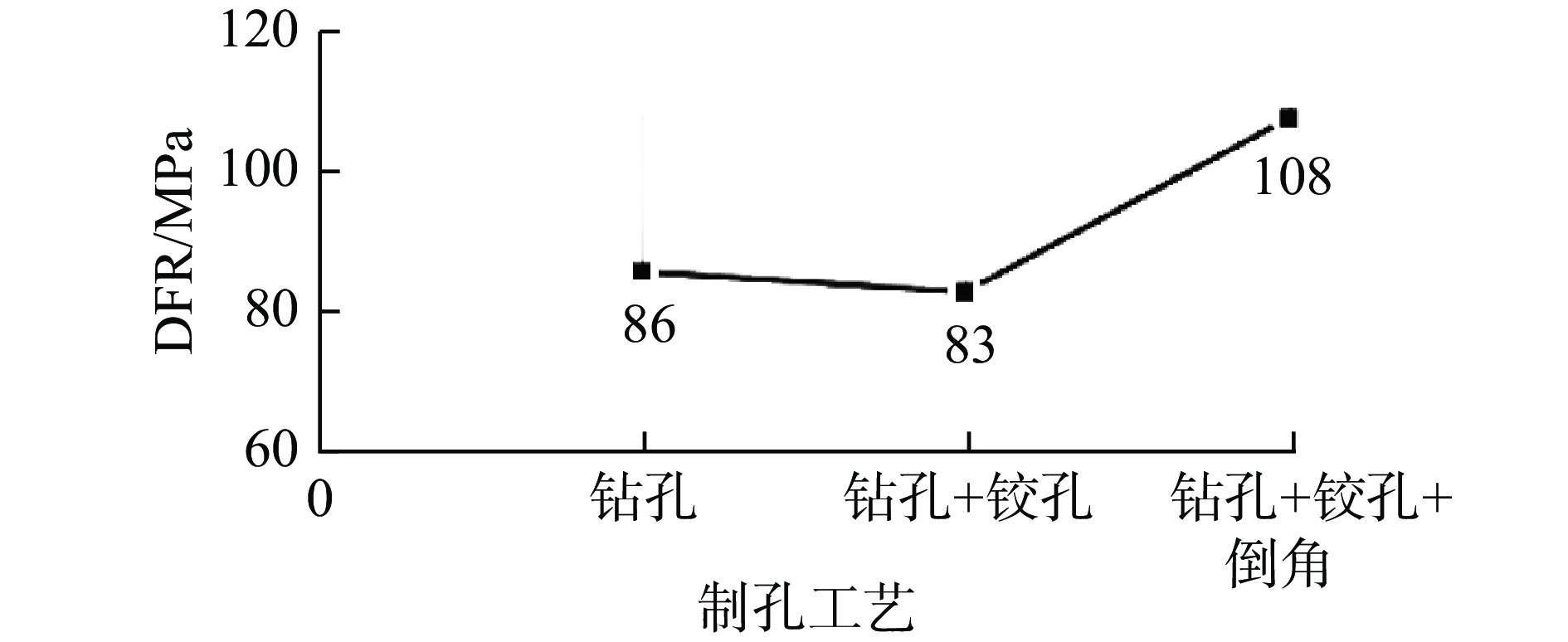
图 7 不同制孔工艺的开孔试验件DFR值
Figure 7. DFR values of different drilling technologies for opening samples

图 8 不同制孔工艺试验组典型宏观断口照片
Figure 8. Typical macro fracture photos of test groups with different drilling technologies

图 9 不同铰孔进给量下的开孔试验件 DFR 值
Figure 9. DFR values for opening samples at different feed rates

图 12 铆接件不同断裂位置的典型宏观断口照片
Figure 12. Typical macro fracture photos of riveting pieces at different fault positions
表 1 试验件加工要求和主要参数
Table 1. Different processing requirements and processing parameters of samples
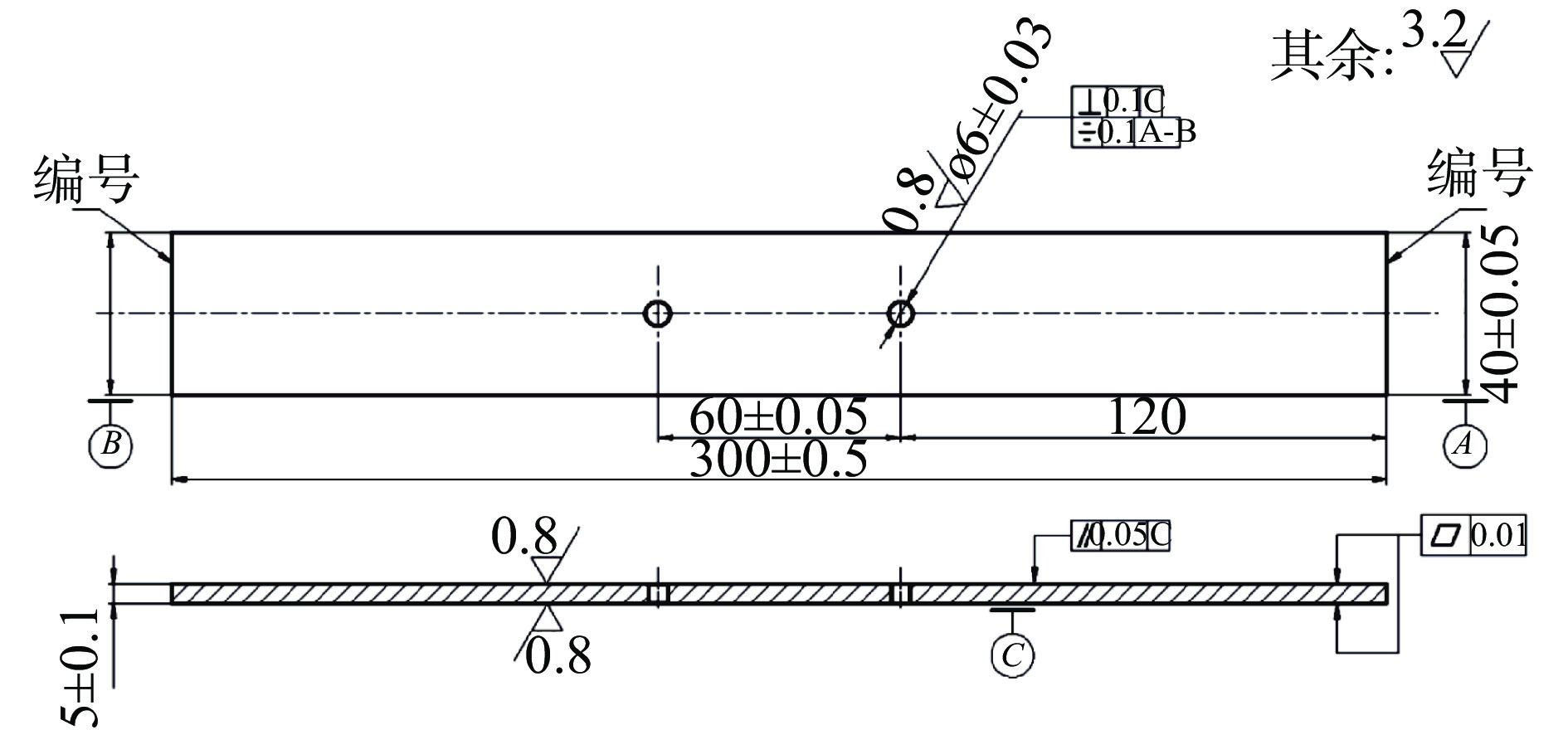
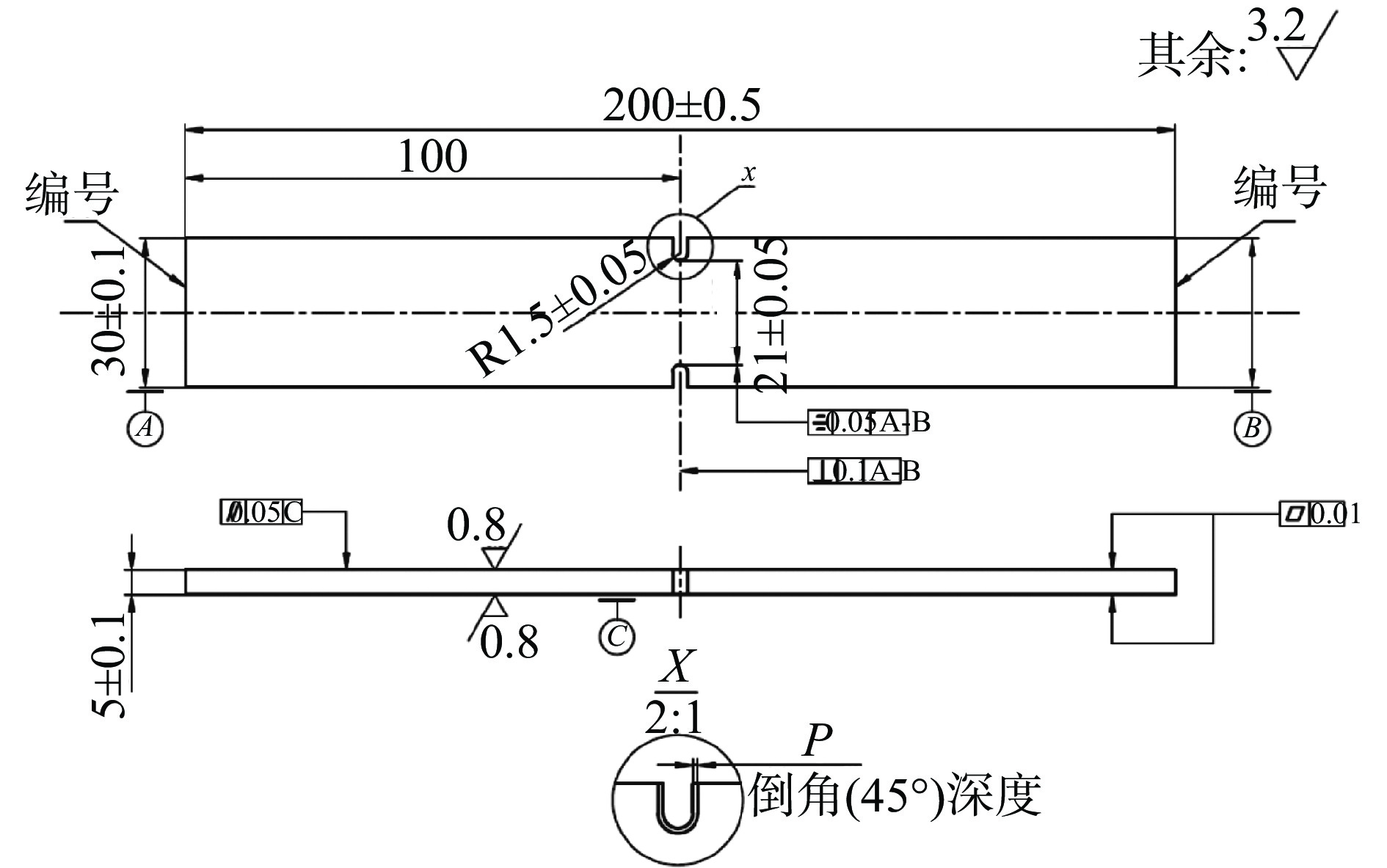
试验件 主要加工要求 加工参数 U形缺口 开缺口R1.5 ± 0.05 mm 进给量为40 mm/min,不同铣圆转速:1 000 r/min、2 000 r/min、
3 000 r/min钻孔 钻孔至 6 ± 0.1 mm 钻头转速≤1 000 r/min,进给量为20 mm/min 钻孔 + 绞孔 钻铰孔至 6 ± 0.03 mm 钻头转速≤1 000 r/min,铰刀转速≤500 r/min, 进给量为20 mm/min 钻孔 + 铰孔 + 倒角 钻铰孔至 6 ± 0.03 mm,倒角0.3 mm 钻头转速≤1 000 r/min,铰刀转速≤500 r/min,倒角刀为250 r/min,
进给量为20 mm/min不同进给量 钻铰孔至 6 ± 0.03 mm,倒角0.3 mm 钻头转速≤1 000 r/min,铰刀转速≤500 r/min,倒角刀为250 r/min,
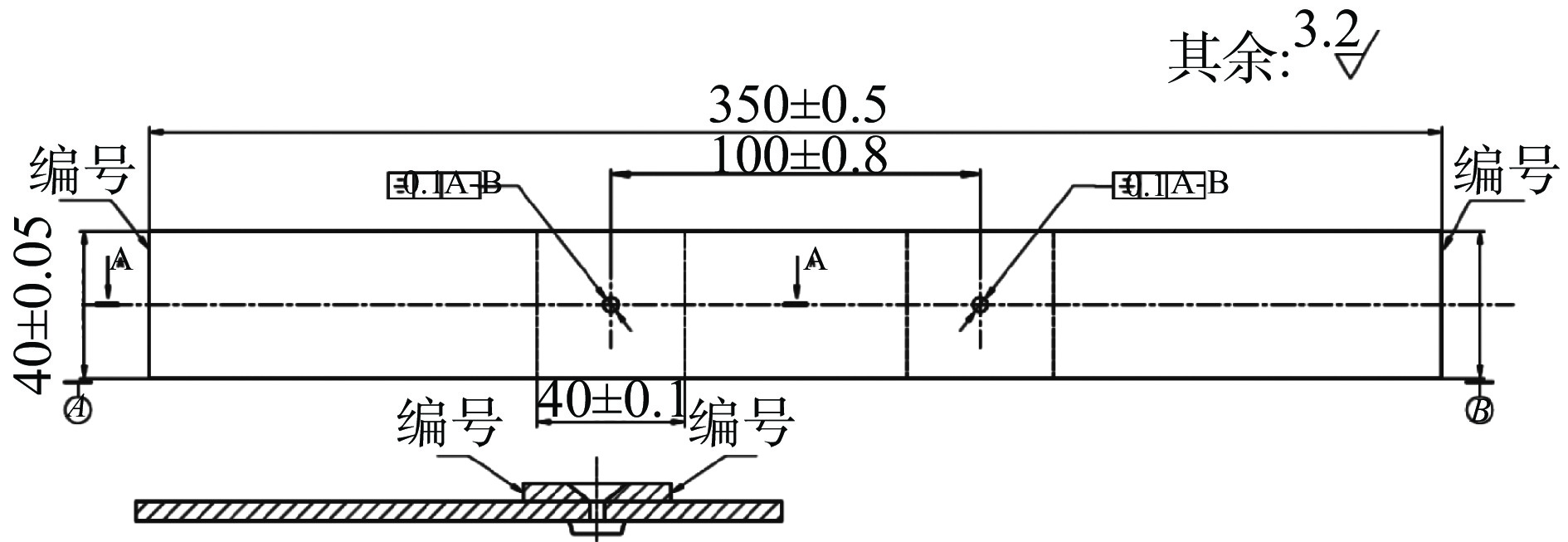
铰刀进给速度:10 mm/min、20 mm/min、 30 mm/min、50 mm/min铆接 钻孔至 4.8mm 紧固件类型:NAS1097AD6  下载: 导出CSV
下载: 导出CSV
表 2 不同铣圆转速加工的U型缺口试验件结果
Table 2. U-notch samples processed at different milling speeds
铣圆转速/
(r·min−1)N/cycle 最大应力/
MPa循环次数/cycle DFR/
MPa1 000 33 613 130 94 094, 94 816, 92 247, 105 608, 119 542, 99 650, 98 113, 11 960 69 2 000 51 770 130 122 300, 105 390, 101 063, 217 947, 15 099, 177 385, 178 971, 103 119,
159 165, 1 211 036, 162 25777 3 000 37 868 130 93 449, 130 165, 95 322, 128 788, 129 045, 108 719, 105 240, 107 750, 122 063 71
下载: 导出CSV
表 3 不同制孔工艺的开孔试验件结果
Table 3. Results on opening samples with different drilling technologies
钻孔工艺 N/cycle 最大应力/
MPa循环次数/cycle DFR/MPa 钻孔 59099 140 230 994, 227 668, 111 684, 158 250, 137 925, 142 633,
158 250, 130 237, 217 932, 124 246, 147 958, 201 091, 168 52386 钻孔 + 铰孔 51 774 140 142 596, 129 971, 210 612, 171 312, 168 396, 129 450,
160 107, 120 511, 131 428, 186 543, 128 628, 163 130, 117 79783 钻孔 + 铰孔 +
倒角(0.3 mm)87 983 160 139 636, 103 158, 89 448, 144 330, 324 000, 299 047,
254 793, 92 152, 86 703, 416 511, 237 178108
下载: 导出CSV
表 4 不同铰孔进给量下的开孔试验件结果
Table 4. Results on opening samples at different feed rates
进给量/
(mm·min−1)N/cycle 最大应力/
MPa循环次数/cycle DFR/
MPa10 70 029 170 267 421, 303 717, 86 281, 234 046, 168 627, 136 981, 176 925,
247 762, 245 609, 103 394, 106 293, 122 694, 158 463109 20 87 983 160 139 636, 103 158, 89 448, 144 330, 32 400, 299 047, 254 793,
92 152, 86703, 416 511, 237 178108 30 121 553 155 102 421, 101 186, 486 271, 386 117, 359 295, 454 109,
118 742, 428 806, 113 807112 50 76 827 170 292 177, 234 694, 121 634, 245 885, 85 119, 210 252,
151 860, 124 662, 286 863, 108 583, 335 084, 82 257112
下载: 导出CSV
表 5 不同镦头直径的铆接试验件结果
Table 5. Results on riveting samples at different diameters of upset heads
墩头直径/
mmN/cycle 最大应力/
MPa循环次数/cycle DFR/MPa 8 58 223 190 27 364, 170 069, 151 974, 159 822, 64 368, 80 387, 86 656, 202 099, 86 909,
159 285, 205 879, 85 248, 168 923, 57 424, 205 801170 7.5 74 803 170 108 197, 226 699, 310 787, 254 812, 237 920, 100 820, 184 802, 194 545,
245 580, 206 898, 178 319, 280 212, 162 609160 7 56 870 160 213 395, 124 873, 157 075, 119 187, 176 245, 122 126, 241 080, 122 702,
158 755, 154 348, 148 538, 96 411, 216 331141 6.5 60 332 150 158 479, 170 255, 252 147, 147 282, 193 721, 196 149, 172 147, 96 777,
187 148, 151 701, 213961, 119 792134
下载: 导出CSV
表 6 不同镦头高度的铆接试验件结果
Table 6. Results on riveting samples at different heights of upset heads
墩头高度/
mmN/cycle 最大应力/
MPa循环次数/cycle DFR/MPa 2 68 531 190 121 977, 265 087, 211 566, 115 636, 210 328, 254 620, 79 720, 273 247,
128070, 250 009, 167 966, 204 544, 158 319, 151 236176 2.4 68 877 170 12 430, 133 727, 80 929, 173 516, 123 133, 91 956, 171 913, 339 986,
169 332, 279 710, 75 235, 155 270157 2.8 64 902 160 182 029, 161 668, 202 324, 120 924, 127 919, 194 978, 249 501, 193 869,
171 520, 133 539, 157 979, 286 776, 174 115145 3.2 58 663 150 155 110, 220 348, 153 109, 138 846, 216 837, 195 566, 124 110, 167 228,
215 571, 151 799, 199 225, 127 225, 139 430133
下载: 导出CSV
-
[1] 李飘, 姚卫星. 铝锂合金材料发展及综合性能评述[J]. 航空工程进展, 2019, 10(1): 12-20.LI P, YAO W X. Review on the development and performance of aluminum-lithium alloys[J]. Advances in Aeronautical Science and Engineering, 2019, 10(1): 12-20. (in Chinese) [2] 李红萍, 叶凌英, 邓运来, 等. 航空铝锂合金研究进展[J]. 中国材料进展, 2016, 35(11): 856-862.LI H P, YE L Y, DENG Y L, et al. Progress of aerocraft al-li alloys[J]. Materials China, 2016, 35(11): 856-862. (in Chinese) [3] 郝敏, 王亮, 陈军洲, 等. 2060-T8E30铝锂合金平面各向异性和断裂破坏机制研究[J]. 稀有金属, 2021, 45(6): 641-649.HAO M, WANG L, CHEN J Z, et al. In-plane anisotropy and tensile failure mechanism of 2060-T8E30 Al-Li alloy sheet[J]. Chinese Journal of Rare Metals, 2021, 45(6): 641-649. (in Chinese) [4] 陈铮. 铝锂合金的发展趋势、关键技术及应用[J]. 材料导报, 1999, 13(2): 1-3.CHEN Z. Developmental tendency, key technologies and applications of aluminum-lithium alloys[J]. Materials Review, 1999, 13(2): 1-3. (in Chinese) [5] 陈铮. 铝锂合金疲劳行为及机理[J]. 航空学报, 1991, 12(11): A629-A634.CHEN Z. Behavior and mechanisms of fatigue for Al-Li alloys[J]. Acta Aeronautica et Astronautica Sinica, 1991, 12(11): A629-A634. (in Chinese) [6] 赵要武, 孙秦, 杨庆雄. 铝锂合金疲劳裂纹的微观实验观察[J]. 西北工业大学学报, 1998, 16(4): 616-621.ZHAO Y W, SUN Q, YANG Q X. On micro crack and short crack in Al-Li alloy fatigue[J]. Journal of Northwestern Polytechnical University, 1998, 16(4): 616-621. (in Chinese) [7] 张兴振, 李小强, 李东升, 等. 新型铝锂合金2060T8板材铣削试验研究[J]. 航空制造技术, 2015(3): 47-51. doi: 10.16080/j.issn1671-833x.2015.03.046ZHANG X Z, LI X Q, LI D S, et al. Experimental study on milling of new Al-Li alloy 2060T8 sheet[J]. Aeronautical Manufacturing Technology, 2015(3): 47-51. (in Chinese) doi: 10.16080/j.issn1671-833x.2015.03.046 [8] 马世玲, 董长双. 微铣削高温合金GH4169表面残余应力分析与预测优化[J]. 工具技术, 2018, 52(4): 79-82.MA S L, DONG C S. Analysis prediction and optimization of surface residual stress in micro-milling superalloy GH4169[J]. Tool Engineering, 2018, 52(4): 79-82. (in Chinese) [9] 田冬凤, 韦红余, 陈文亮, 等. 铆接结构抗疲劳性的工艺影响分析[J]. 机械科学与技术, 2013, 32(9): 1332-1336.TIAN D F, WEI H Y, CHEN W L, et al. Effect of riveting process on fatigue resistance for riveted structure[J]. Mechanical Science and Technology for Aerospace Engineering, 2013, 32(9): 1332-1336. (in Chinese) [10] 苏国胜, 刘战强, 万熠, 等. 高速切削中切削速度对工件材料力学性能和切屑形态的影响机理[J]. 中国科学:技术科学, 2012, 42(11): 1305-1317. doi: 10.1360/092011-533SU G S, LIU Z Q, WAN Y, et al. The mechanism of the influence of cutting speed on the mechanical properties of the workpiece material and the chip morphology in high-speed cutting[J]. Scientia Sinica (Technologica), 2012, 42(11): 1305-1317. (in Chinese) doi: 10.1360/092011-533 [11] 刘战强, 万熠, 艾兴. 高速铣削过程中表面粗糙度变化规律的试验研究[J]. 现代制造工程, 2002(3): 8-10. doi: 10.3969/j.issn.1671-3133.2002.03.002LIU Z Q, WAN Y, AI X. Experimental investigation of surface roughness in high-speed milling[J]. Modern Manufacturing Engineering, 2002(3): 8-10. (in Chinese) doi: 10.3969/j.issn.1671-3133.2002.03.002 [12] American Society for Testing Materials. Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials:ASTM E466-07[S]. American:American Society for Testing Materials,2015. [13] 郑晓玲. 民机结构耐久性与损伤容限设计手册(上册)[M]. 北京: 航空工业出版社, 2003: 330-335.ZHENG X L. Civil aircraft structural durability and damage tolerance design manual (Volume 1)[M]. Beijing: Aviation Industry Press, 2003: 330-335. (in Chinese) [14] 中华人民共和国航空工业标准. 《金属材料细节疲劳额定强度截止值(DFRcutoff)试验方法》:HB7110-94[S].北京:中国航空工业总公司,1995.Aviation Industry Standards of the People's Republic of China. 《Metal material detail fatigue rated strength cut-off (DFRcutoff) test method》:HB7110-94[S]. Beijing: China Aviation Industry General Company,1995. (in Chinese) [15] 杨悦, 余路, 蒋红宇, 等. 铆接干涉量对疲劳寿命的影响分析[J]. 机械制造与自动化, 2021, 50(2): 87-90. doi: 10.19344/j.cnki.issn1671-5276.2021.02.023YANG Y, YU L, JIANG H Y, et al. The effects of interference-fit level on fatigue[J]. Machine Building & Automation, 2021, 50(2): 87-90. (in Chinese) doi: 10.19344/j.cnki.issn1671-5276.2021.02.023 -



 点击查看大图
点击查看大图
计量
- 文章访问数: 34
- HTML全文浏览量: 13
- PDF下载量: 0
- 被引次数: 0
