




Welding Path Planning Design and Simulation Analysis of Arc Welding Robot for V-shaped Groove
-
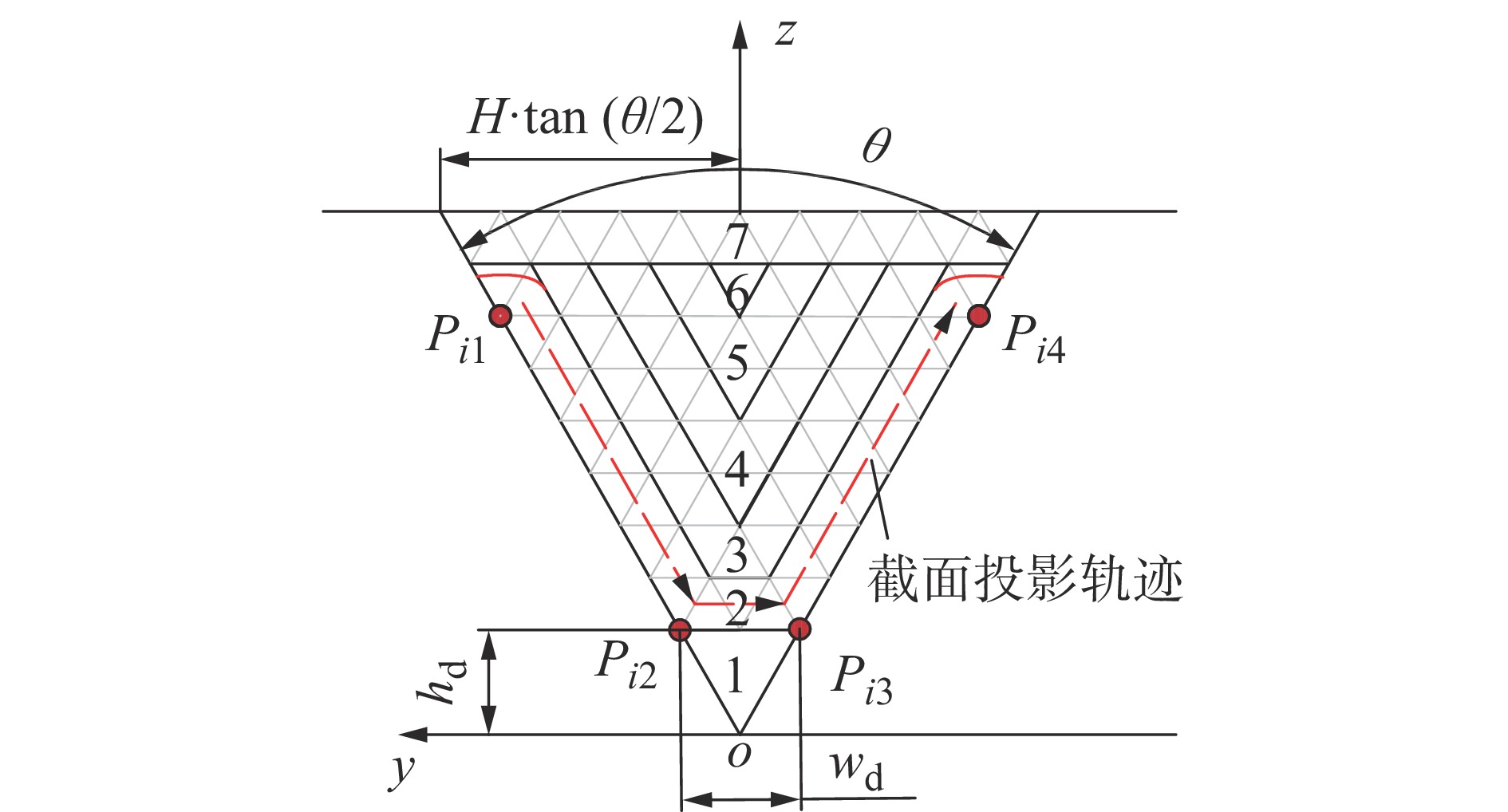
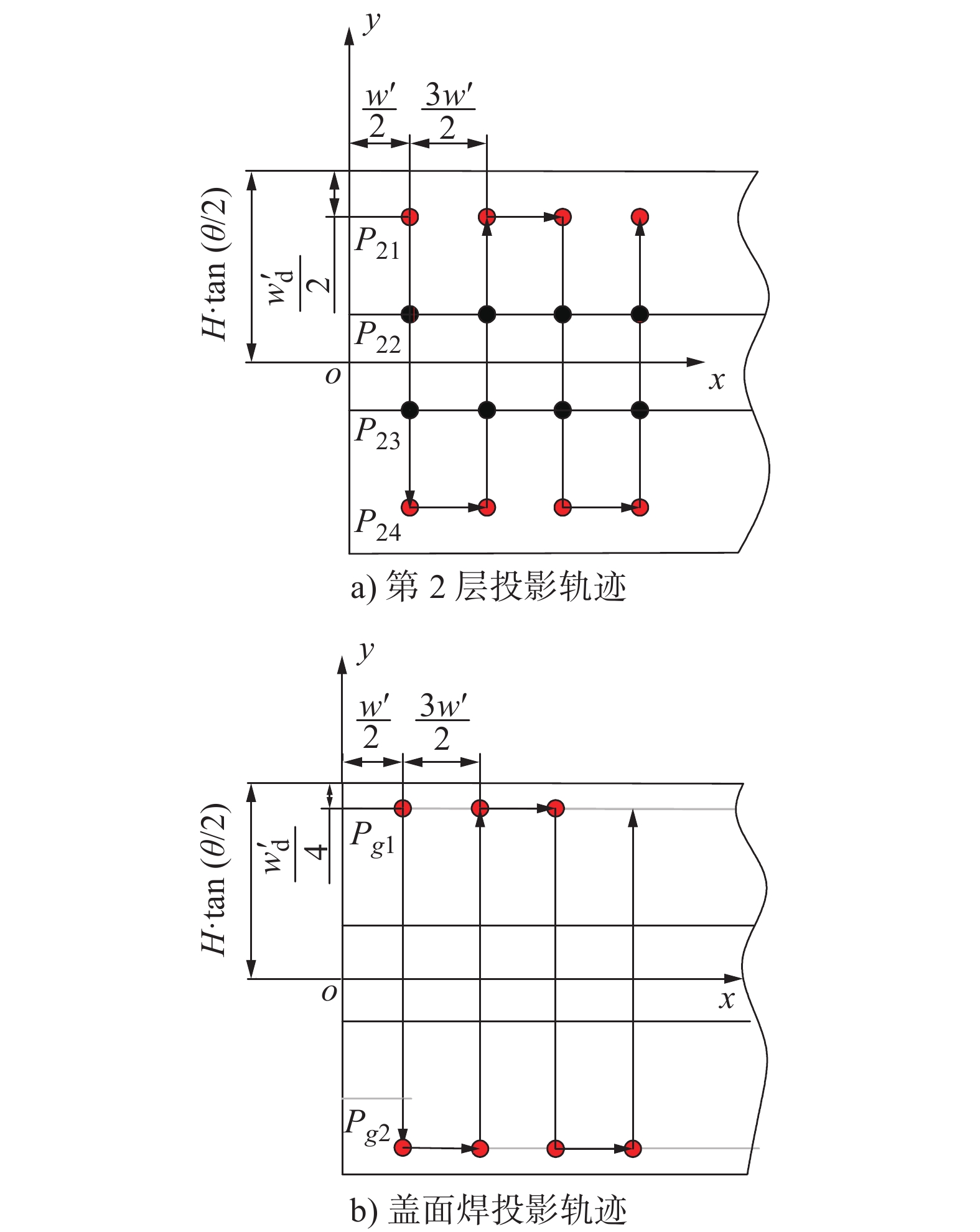
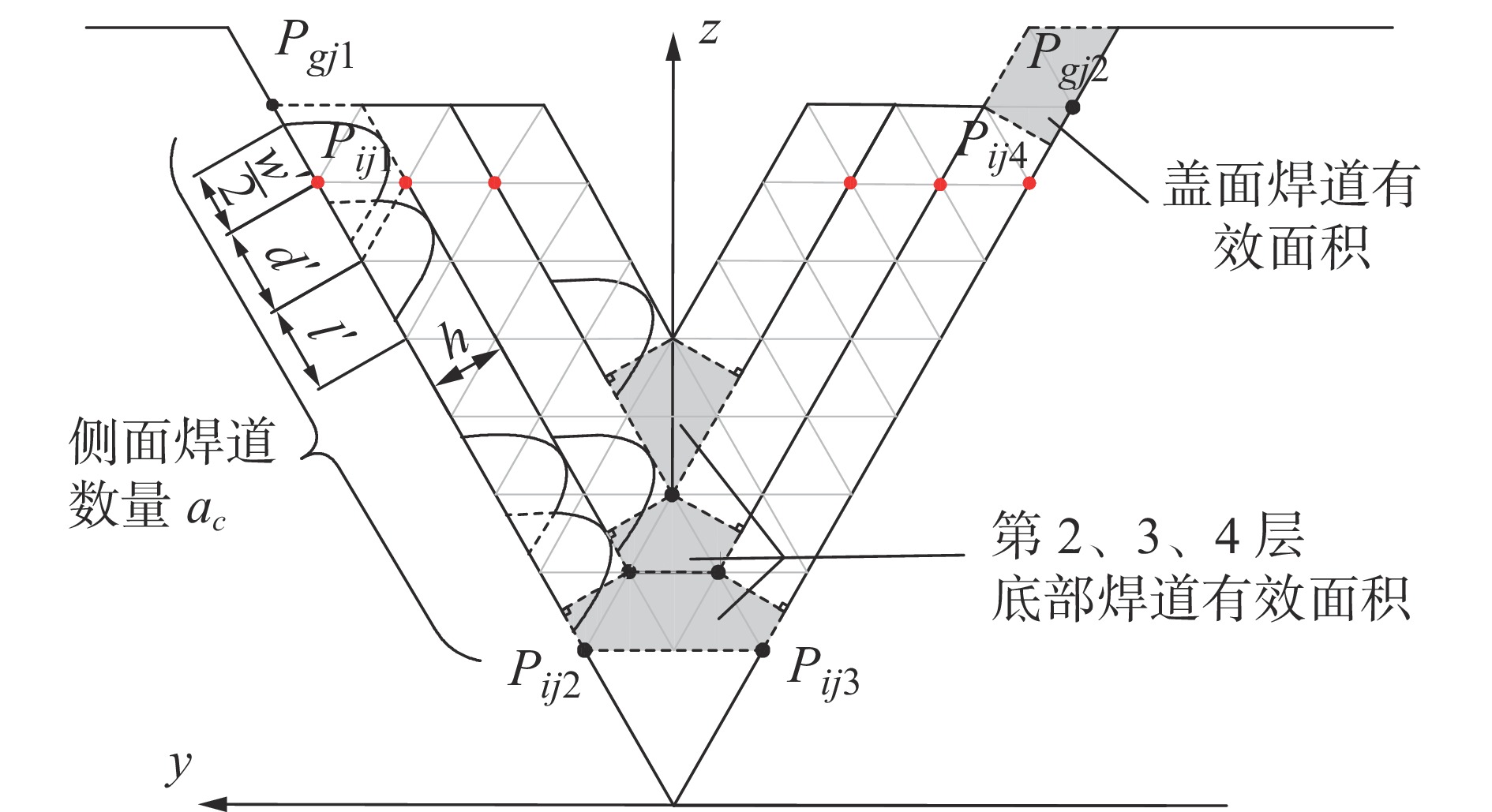
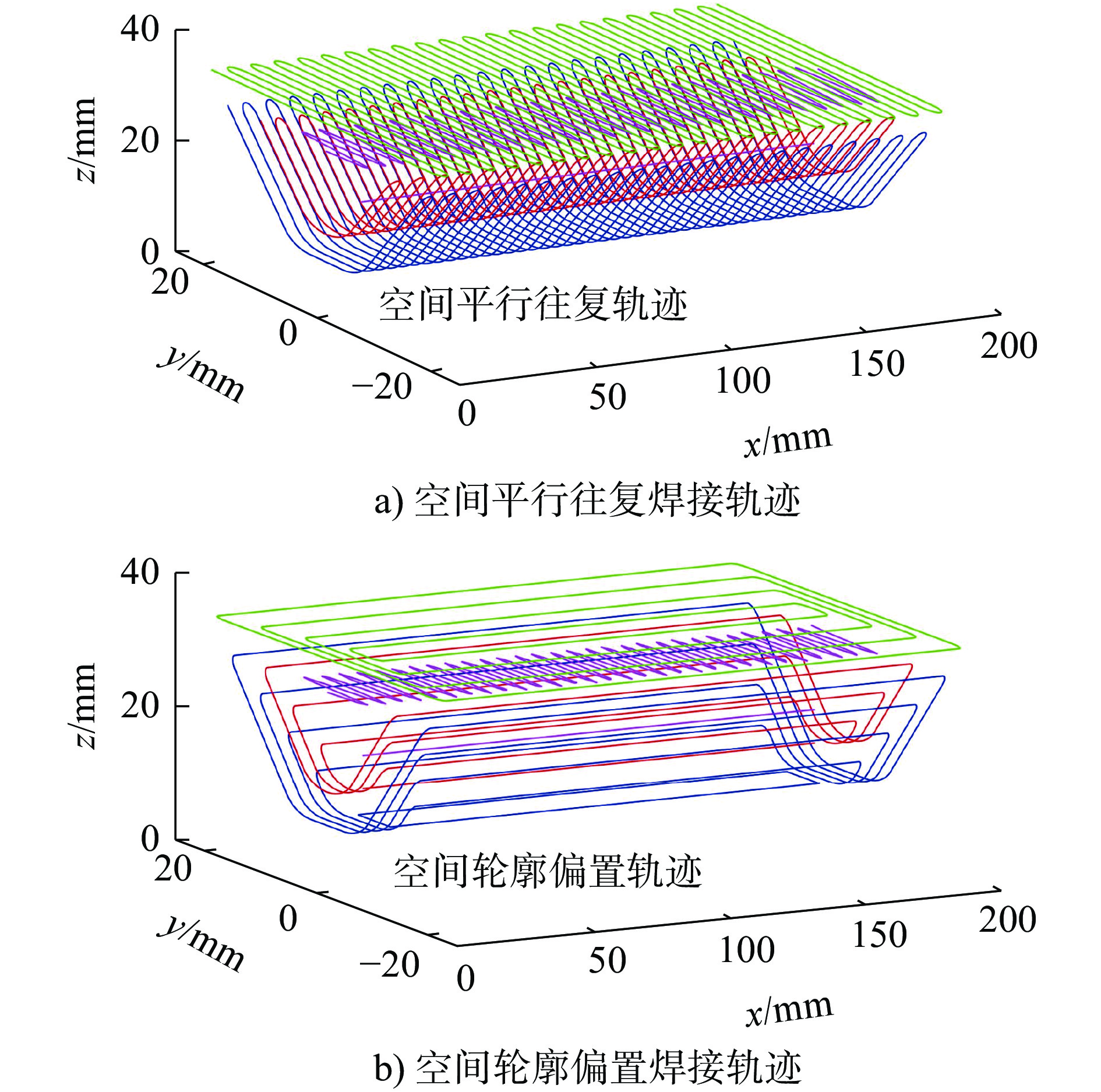
摘要: 为解决弧焊机器人面向中厚板V形坡口的焊接变形难题,通过分析传统逐层逐道堆积焊接容易引起热量聚集而导致焊接变形的特性,采用V形截面投影轨迹、空间平行往复轨迹及空间轮廓偏置轨迹相结合的方法建立V形焊层,实现焊接过程热量的快速散发。同时,在建立各轨迹方程解析式的基础上,应用Simufact Welding和MATLAB仿真软件对比分析了空间平行往复轨迹和空间轮廓偏置轨迹与传统逐层逐道焊的优缺点。为了进一步验证可行性,采用FANUC工业机器人进行试验。仿真和试验结果表明:以零件y、z轴方向的变形量为依据,空间平行往复轨迹和空间轮廓偏置轨迹都优于传统的逐层逐道焊接方法,且后者更优于前者。但空间平行往复轨迹在轨道变换过程中机器人末端执行器的空间位姿调整相对简单、引入误差少、控制精度高,更适合于坡口较窄、长度较短的情况;而空间轮廓偏置轨迹更适用于坡口较宽,长度较长的情况。Abstract: In order to solve the welding deformation problem of the arc welding robot facing the V-shaped groove of the medium and thick plate, by analyzing the characteristics of traditional layer-by-layer stacking welding, which is easy to cause heat accumulation and leads to welding deformation, a combination of V-shaped cross-section projection trajectory, spatial parallel reciprocating trajectory (SPRT) and spatial contour offset trajectory (SCOT) are combined to establish V-shaped welding layer to achieve rapid heat dissipation during welding process. At the same time, on the basis of establishing the analytical expressions of the trajectory equations, the advantages and disadvantages of the SPRT and the SCOT and the traditional layer-by-pass welding are compared and analyzed by Simufact Welding and MATLAB simulation software. To further verify the feasibility, the FANUC industrial robot was used for experiments. The simulation and test results show that based on the deformation of the parts in the y and z axis directions, the SPRT and SCOT are better than the traditional layer-by-layer welding method, and the SCOT is better than the SPRT. However, in the SPRT, the spatial pose adjustment of the robot end effector is relatively simple, the introduction error is small, and the control precision is high during the orbit transformation process, which is more suitable for narrow and short V-grooves; and the SCOT is more suitable for the wider and longer V-grooves.
-
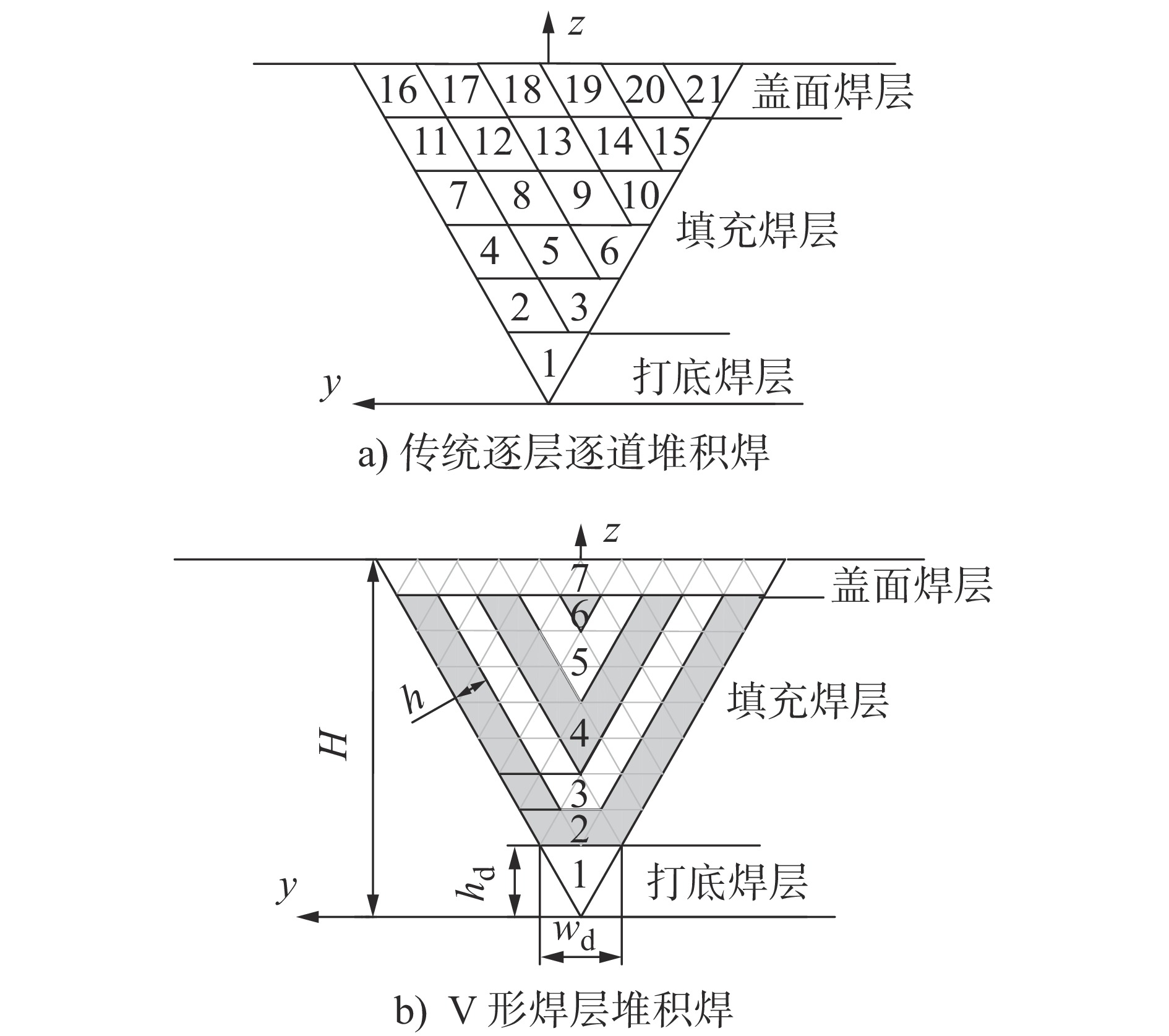
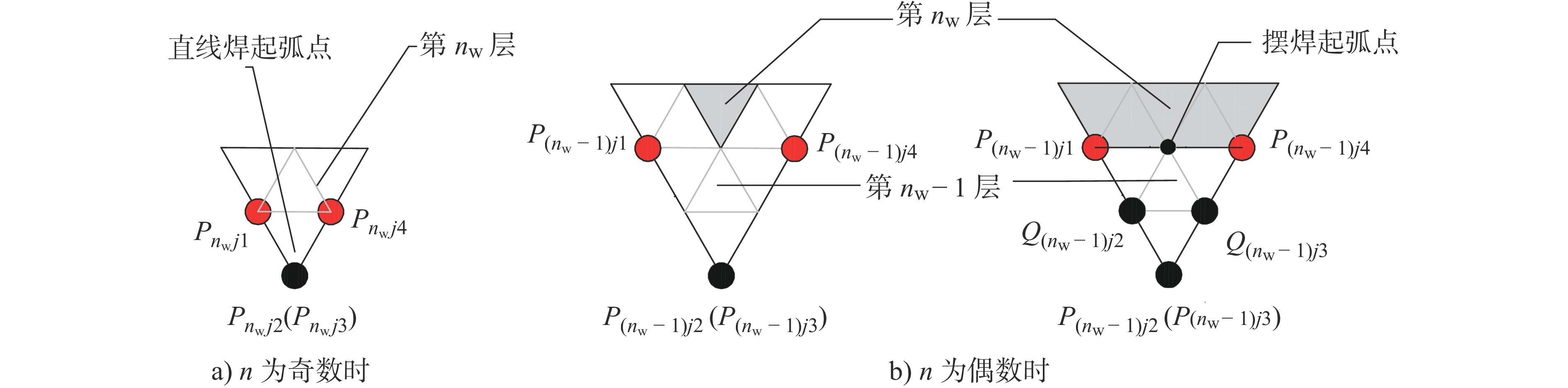
图 1 传统焊层与V形焊层堆积对比
Figure 1. Comparison between traditional welding layer stacking and V-shaped welding layer stacking
表 1 热源模型参数及焊接参数的选择
Table 1. Selection of parameters for the heat source model and welding parameters
焊道类型 热源参数 焊接参数 前段/
mm后段/
mm宽度/
mm深度/
mm电流/
A电压/
V焊接速度/
(cm·min−1)打底焊道 4 7 5 7 340 28 28.000 填充焊道 4 5 364 46.344 盖面焊道 4 5 364 37.075  下载: 导出CSV
下载: 导出CSV
表 2 各方案焊接仿真变形量
Table 2. Deformation of welding simulation for each scheme
方案 最大变形量 y/ mm z/mm 1 4.82 7.49 2 2.87 6.27 3 7.32 12.97
下载: 导出CSV
表 3 试验焊接参数
Table 3. Parameters for test welding
焊道类型 焊接参数 电流/A 电压/V 焊接速度/(cm·min−1) 打底焊道 245 25.8 35 填充焊道 185 30 盖面焊道 185 24
下载: 导出CSV
表 4 各方案焊接试验变形量
Table 4. Deformation for each welding test scheme
方案 最大变形量 y/mm z/mm 1 3.8 4.2 2 2.1 3.4 3 4.2 6.7
下载: 导出CSV
-
[1] XU F J, XIAO R Q, HOU Z, et al. Multi-layer multi-pass welding of medium thickness plate: technologies, advances and future prospects[M]//CHEN S B, ZHANG Y M, FENG Z L. Transactions on Intelligent Welding Manufacturing. Singapore: Springer, 2021: 3-33. [2] ZHANG H B, LU H, WANG S J, et al. Welding path planning algorithm for medium-thick plate based on process parameters[C]//Proceedings of the 2021 IEEE 5th Advanced Information Technology, Electronic and Automation Control Conference. Chongqing: IEEE, 2021: 1142-1146. [3] 成利强, 王天琪, 侯仰强, 等. 中厚板V形坡口多层多道焊机器人焊接技术研究[J]. 焊接, 2018(2): 10-13.CHENG L Q, WANG T Q, HOU Y Q, et al. Robot welding technology of V groove for heavy plate based on multi layer and multi pass welding[J]. Welding & Joining, 2018(2): 10-13. (in Chinese) [4] ZHANG H J, LU H Z, CAI C B, et al. Robot path planning in multi-pass weaving welding for thick plates[M]//TARN T J, CHEN S B, FANG G. Robotic Welding, Intelligence and Automation. Berlin: Springer, 2011: 351-359. [5] 张华军. 大厚板高强钢双面双弧焊新工艺及机器人自动化焊接技术[D]. 哈尔滨: 哈尔滨工业大学, 2009.ZHANG H J. New technology of double-shded double arc welding and robot automatic welding for large thick plates of high strength steel[D]. Harbin: Harbin Institute of Technology, 2009. (in Chinese) [6] 郑银湖, 宋永胜, 邓静. 基于simufact. welding的中厚板多层多道焊数值模拟分析[J]. 电子世界, 2021(5): 95-97.ZHENG Y H, SONG Y S, DENG J. Numerical simulation analysis of multi-layer and multi pass welding of medium and heavy plate based on simulact. welding[J]. Electronics World, 2021(5): 95-97. (in Chinese) [7] 杨光远. 多层多道焊路径自动规划及双机器人协调研究[D]. 哈尔滨: 哈尔滨工业大学, 2008.YANG G Y. Automatic path planning of multi-pass welding and research on double-robotic coordination[D]. Harbin: Harbin Institute of Technology, 2008. (in Chinese) [8] FENG G J, WANG Y F, LUO W Z, et al. Comparison of welding residual stress and deformation induced by local vacuum electron beam welding and metal active gas arc welding in a stainless steel thick-plate joint[J]. Journal of Materials Research and Technology, 2021, 13: 1967-1979. doi: 10.1016/j.jmrt.2021.05.105 [9] 杨广臣, 薛忠明, 张彦华. 厚板多层多道焊角变形分析方法[J]. 焊接学报, 2004, 25(1): 115-118. doi: 10.3321/j.issn:0253-360X.2004.01.030YANG G C, XUE Z M, ZHANG Y H. Prediction of angular distortion in thick plate multi-pass weld[J]. Journal of Welding, 2004, 25(1): 115-118. (in Chinese) doi: 10.3321/j.issn:0253-360X.2004.01.030 [10] 胡啸, 崔川, 陈纬, 等. 厚板大坡口多层多道焊接轨迹规划算法[J]. 热加工工艺, 2022, 51(15): 102-106. doi: 10.14158/j.cnki.1001-3814.20202219HU X, CUI C, CHEN W, et al. Trajectory planning algorithm for thick plate multi-layer multi-pass welding with large groove[J]. Hot Working Technology, 2022, 51(15): 102-106. (in Chinese) doi: 10.14158/j.cnki.1001-3814.20202219 [11] SHAHABI M, GHARIBLU H, BESCHI M, et al. Path planning methodology for multi-layer welding of intersecting pipes considering collision avoidance[J]. Robotica, 2021, 39(6): 945-958. doi: 10.1017/S026357472000082X [12] 温永策. 厚板机器人多层多道焊接路径规划研究[D]. 济南: 山东大学, 2019.WEN Y C. Study on path planning of multi-layer and multi-pass Robotic Welding for thick plate[D]. Ji′nan: Shandong University, 2019. (in Chinese) [13] 柏久阳, 王计辉, 林三宝, 等. 电弧増材制造厚壁结构焊道间距计算策略[J]. 机械工程学报, 2016, 52(10): 97-102. doi: 10.3901/JME.2016.10.097BAI J Y, WANG J H, LIN S B, et al. Model for multi-beads overlapping calculation in GTA-additive manufacturing[J]. Journal of Mechanical Engineering, 2016, 52(10): 97-102. (in Chinese) doi: 10.3901/JME.2016.10.097 [14] SURYAKUMAR S, KARUNAKARAN K P, BERNARD A, et al. Weld bead modeling and process optimization in hybrid layered manufacturing[J]. Computer-Aided Design, 2011, 43(4): 331-344. doi: 10.1016/j.cad.2011.01.006 [15] SUN S J, LIN H, ZHENG L M, et al. A real-time and look-ahead interpolation methodology with dynamic B-spline transition scheme for CNC machining of short line segments[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(5): 1359-1370. [16] 陈洁, 王玉华, 朱振新, 等. 厚板Invar合金多层多道焊反变形数值模拟[J]. 焊接学报, 2019, 40(4): 84-89. doi: 10.12073/j.hjxb.2019400105CHEN J, WANG Y H, ZHU Z X, et al. Numerical simulation of multi-layer and multi-passes welding anti-deformation for thick plate Invar alloy[J]. Transactions of the China Welding Institution, 2019, 40(4): 84-89. (in Chinese) doi: 10.12073/j.hjxb.2019400105 -





 点击查看大图
点击查看大图
计量
- 文章访问数: 40
- HTML全文浏览量: 6
- PDF下载量: 1
- 被引次数: 0
