




Simulation and Experimental Study on Axial Force Adaptive Control in CFRP Hole-making Process
-
摘要: 钻削轴向力的大小和碳纤维增强树脂基复合材料(Carbon fiberrein-forced plastic, CFRP)制孔质量的好坏密切相关,为合理调控轴向力来减少制孔缺陷,开展了CFRP制孔过程中轴向力的自适应控制仿真及实验研究。首先,开展CFRP钻削试验,对轴向力及制孔质量进行了定量研究。其次,根据CFRP钻入、稳定钻削及钻出阶段不同加工特性建立了轴向力三阶段模型。最后,基于模糊逻辑及所建模型进行了轴向力自适应控制仿真及实验研究。结果表明:利用模糊逻辑控制算法结合CFRP加工特性,对制孔过程中轴向力进行智能调控是可行的;此外,根据仿真信息调控轴向力可有效降低制孔缺陷、提升孔壁质量。该研究为大厚度碳纤维复合材料制孔过程中轴向力的智能调控提供了新的思路。Abstract: The axial force of drilling is closely related to the quality of CFRP hole-making. In order to reasonably control the axial force to reduce hole-making defects, the simulation and experimental study on the axial force adaptive control in CFRP hole-making process were carried out. Firstly, the axial force and hole-making quality were quantitatively studied through CFRP drilling experiments. Secondly, a three-stage axial force model was established by considering the different machining characteristics of CFRP in the drilling entry stage, steady drilling stage and drilling out stage. Finally, the simulation and experimental study on the axial force adaptive control was carried out based on the three-stage model and fuzzy logic. The results show that it is feasible to control the axial force intelligently by using the fuzzy logic control algorithm and combining with CFRP processing characteristics. In addition, adjusting the axial force according to the simulation information can effectively reduce the hole-making defects and improve the hole wall quality. It provides a new idea for intelligent control of axial force in hole-making process of large thickness carbon fiber composites.
-
Key words:
- CFRP hole-making /
- delamination /
- simulation /
- fuzzy control
-

图 5 加工结果随参数变化关系图
Figure 5. Relationship between machining results and parameter variation
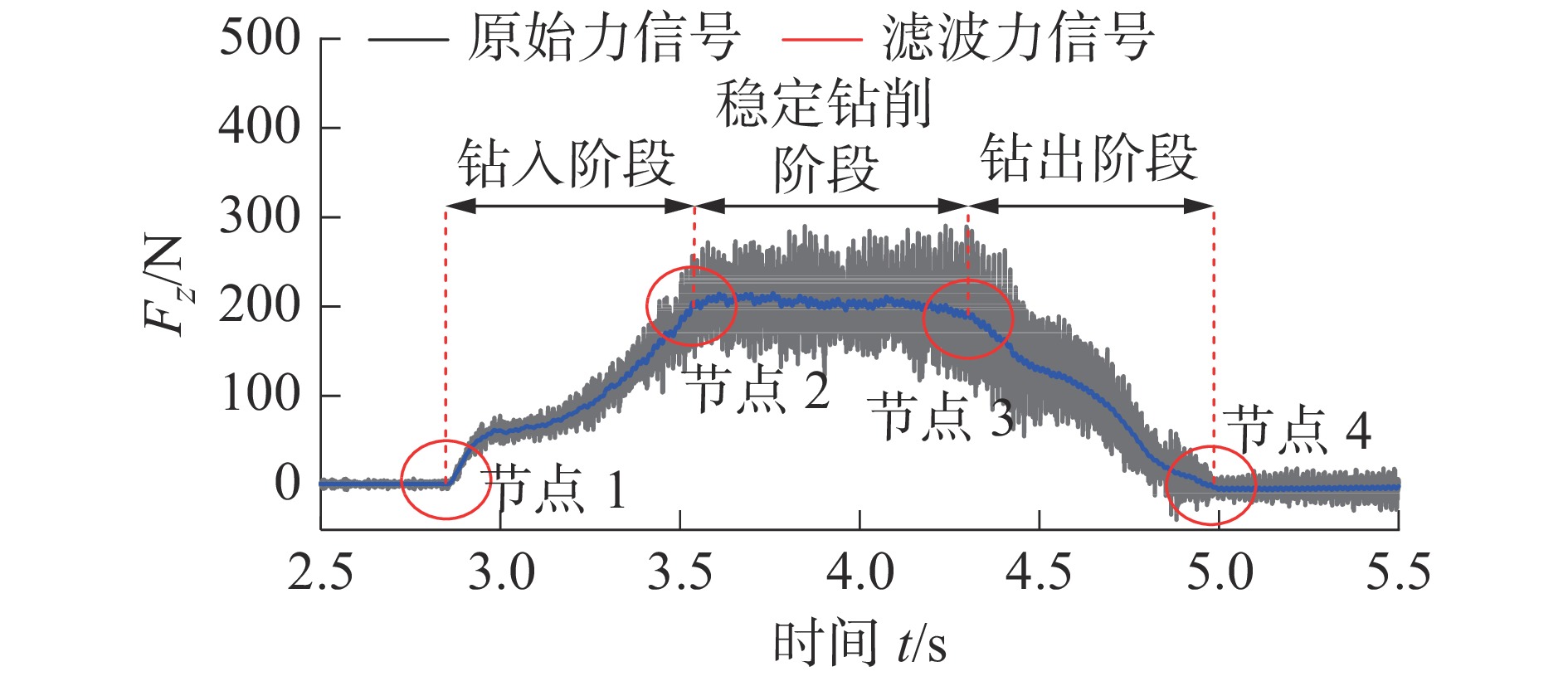
图 6 麻花钻钻削CFRP轴向力信号分段图
Figure 6. Sectional diagram of thrust force signal of CFRP drilling with twist drill

图 7 基于SIMULINK的CFRP钻削过程轴向力模型仿真框图
Figure 7. Simulation block diagram of thrust force model for CFRP drilling process based on SIMULINK
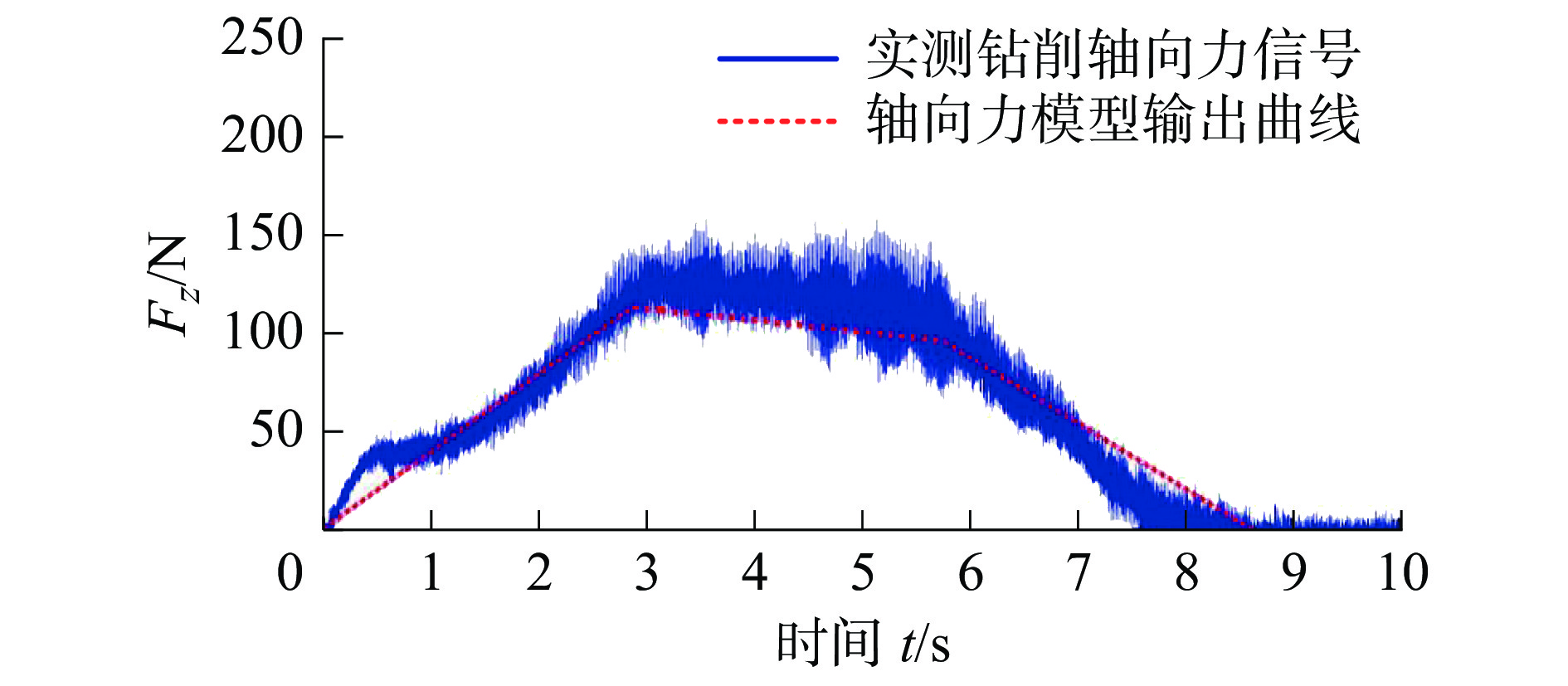
图 8 实测信号曲线与轴向力模型曲线对比
Figure 8. Comparison between measured signal curve and thrust force model curve

图 9 基于SIMULINK的CFRP钻削过程轴向力模糊控制仿真框图
Figure 9. Block diagram for fuzzy control simulation of thrust force in CFRP drilling process based on SIMULINK
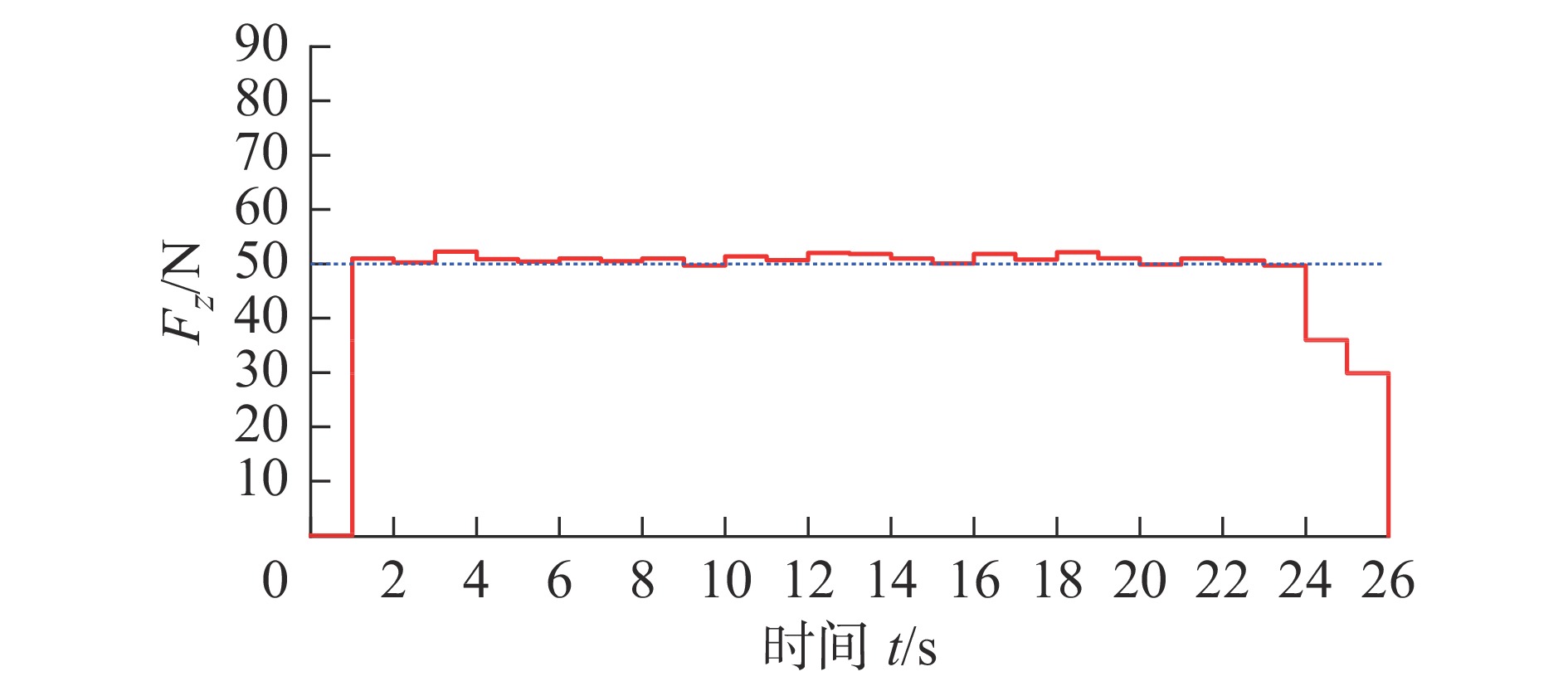
图 11 CFRP钻削过程轴向力模糊控制结果图
Figure 11. Fuzzy control results of thrust force in CFRP drilling process
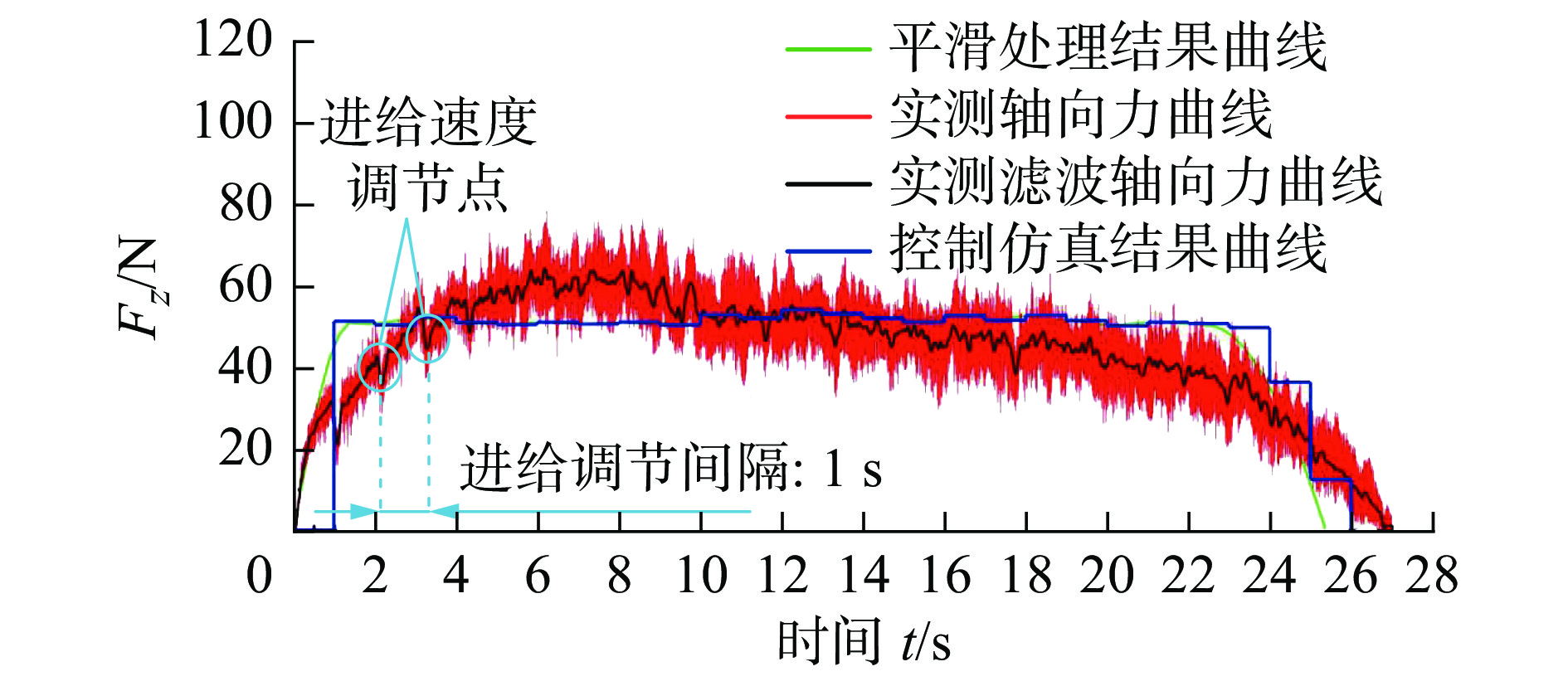
图 12 基于表2信息的实测轴向力信号与仿真结果对比图
Figure 12. Comparison between measured thrust force signals and simulation results based on the information in table 2

图 13 CFRP常规加工与调控轴向力加工制孔质量对比
Figure 13. Comparison of hole quality between conventional machining and thrust force control machining of CFRP
表 1 T700碳纤维基本力学性能
Table 1. Fundamental mechanical properties of T700 carbon fiber
参数 数值 纤维体积含量Vf 60 纤维束 Ø7 μm/丝,12 000根/束 碳纤维泊松比vf 0.307 碳纤维弹性模量Ef /GPa 2.9 × 1011 碳纤维剪切强度τf /MPa 1.25 × 108 基体抗压强度Pb /MPa 7.47 × 107 CFRP单层板 XT/MPa 5.49 × 106 XC/MPa 3 × 106 YT/MPa 8.4 × 107 YC/MPa 2.5 × 108 S/MPa 6 × 107  下载: 导出CSV
下载: 导出CSV
表 2 目标轴向力控制下的CFRP钻削刀具路径规划表
Table 2. Planning table for CFRP drilling tool path under target thrust force control
时间/
s进给速度/
(mm·min−1)位置信息/
mm时间/
s进给速度/
(mm·min−1)位置信息/
mm时间/
s进给速度/
(mm·min−1)位置信息/
mm0 60.00 0 9 7.50 2.6042 18 12.50 4.1459 1 60.00 1.0000 10 8.750 2.7500 19 12.50 4.3542 2 25.00 1.4167 11 8.750 2.8958 20 12.50 4.5625 3 17.50 1.7084 12 10.00 3.0625 21 13.75 4.7917 4 12.50 1.9167 13 10.00 3.2292 22 17.50 5.0833 5 10.00 2.0834 14 10.00 3.3959 23 27.50 5.5416 6 8.75 2.2292 15 10.00 3.5626 24 35.00 6.1249 7 7.50 2.3542 16 11.25 3.7501 25 45.00 6.8749 8 7.50 2.4792 17 11.25 3.9376 26 50.00 7.200 注:位置信息表示当前时刻麻花钻钻尖顶部距CFRP层合板上表面距离。
下载: 导出CSV
表 3 n = 2500 r/min下两种加工方式孔壁表面加工质量对比
Table 3. Comparison of hole wall surface machining quality between two machining methods at n = 2 500 r/min
评定标准 制孔方式 传统制孔 调控轴向力制孔 轮廓算术平均偏差Ra/μm 3.540 0.808 微观轮廓波峰波谷之和Rz/μm 18.632 4.615
下载: 导出CSV
-
[1] 张厚江, 陈五一, 陈鼎昌. 碳纤维复合材料钻削孔分层缺陷的研究[J]. 中国机械工程, 2003, 14(22): 1978-1980.ZHANG H J, CHEN W Y, CHEN D C. Investigation on delamination defect of hole drilling of CFRP[J]. China Mechanical Engineering, 2003, 14(22): 1978-1980. (in Chinese) [2] YAŞAR N, GÜNAY M. Experimental investigation on novel drilling strategy of CFRP laminates using variable feed rate[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2019, 41(3): 150. doi: 10.1007/s40430-019-1658-2 [3] GENG D X, LIU Y H, SHAO Z Y, et al. Delamination formation, evaluation and suppression during drilling of composite laminates: a review[J]. Composite Structures, 2019, 216: 168-186. doi: 10.1016/j.compstruct.2019.02.099 [4] 王涛, 王盛, 张立峰. CFRP高速铣削渐进损伤切削力模型研究[J]. 机械科学与技术, 2020, 39(5): 736-742. doi: 10.13433/j.cnki.1003-8728.20190148WANG T, WANG S, ZHANG L F. Research of cutting force model for progressive damage in high speed milling of CFRP[J]. Mechanical Science and Technology for Aerospace Engineering, 2020, 39(5): 736-742. (in Chinese) doi: 10.13433/j.cnki.1003-8728.20190148 [5] PHAPALE K, SINGH R, SINGH R K P. Comparative assessment of delamination control techniques in conventional drilling of CFRP[J]. Procedia Manufacturing, 2020, 48: 123-130. doi: 10.1016/j.promfg.2020.05.028 [6] CHEN W C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates[J]. International Journal of Machine Tools and Manufacture, 1997, 37(8): 1097-1108. doi: 10.1016/S0890-6955(96)00095-8 [7] LAZAR M B, XIROUCHAKIS P. Experimental analysis of drilling fiber reinforced composites[J]. International Journal of Machine Tools and Manufacture, 2011, 51(2): 937-946. [8] HEISEL U, PFEIFROTH T. Influence of point angle on drill hole quality and machining forces when drilling CFRP[J]. Procedia CIRP, 2012, 1: 471-476. doi: 10.1016/j.procir.2012.04.084 [9] LI P N, QIU X Y, LI C P, et al. Hole exit damage and tool wear during the drilling of CFRP with a double-point angle drill[J]. Journal of Mechanical Science and Technology, 2019, 33(5): 2363-2370. doi: 10.1007/s12206-019-0436-5 [10] GAITONDE V N, KARNIK S R, RUBIO J C, et al. Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites[J]. Journal of Materials Processing Technology, 2008, 203(1-3): 431-438. doi: 10.1016/j.jmatprotec.2007.10.050 [11] KAWAJI S, ARAO M, CHEN Y. Thrust force control of drilling system using neural network[C]// Proceedings of 2001 IEEE/ASME International Conference on Advanced Intelligent Mechatronics. Como, Italy: IEEE, 2001: 476-481. [12] ROMOLI L, LUTEY A H A. Quality monitoring and control for drilling of CFRP laminates[J]. Journal of Manufacturing Processes, 2019, 40: 16-26. doi: 10.1016/j.jmapro.2019.02.028 [13] HO-CHENG H, DHARAN C K H. Delamination during drilling in composite laminates[J]. Journal of Engineering for Industry, 1990, 112(3): 236-239. doi: 10.1115/1.2899580 [14] 郭璧玺, 王伟, 陶小松, 等. 考虑驾驶员特性的智能车辆纵向车速跟随控制策略[J]. 机械科学与技术, 2021, 40(5): 694-700. doi: 10.13433/j.cnki.1003-8728.20200125GUO B X, WANG W, TAO X S, et al. An intelligent vehicle longitudinal speed following control strategy with driver characteristics considered[J]. Mechanical Science and Technology for Aerospace Engineering, 2021, 40(5): 694-700. (in Chinese) doi: 10.13433/j.cnki.1003-8728.20200125 [15] 赵伟, 王志远, 周志立. 载重汽车连续下坡弯道路段制动稳定性仿真研究[J]. 中国机械工程, 2010, 21(16): 2010-2015.ZHAO W, WANG Z Y, ZHOU Z L. Simulation research on truck braking stability on turn of an continuous downgrade[J]. China Mechanical Engineering, 2010, 21(16): 2010-2015. (in Chinese) -


 点击查看大图
点击查看大图

计量
- 文章访问数: 29
- HTML全文浏览量: 8
- PDF下载量: 0
- 被引次数: 0
