




Experimental Study on Influence of Sway Radius and Cutting-tool Center Lifting on EDM Effect
-
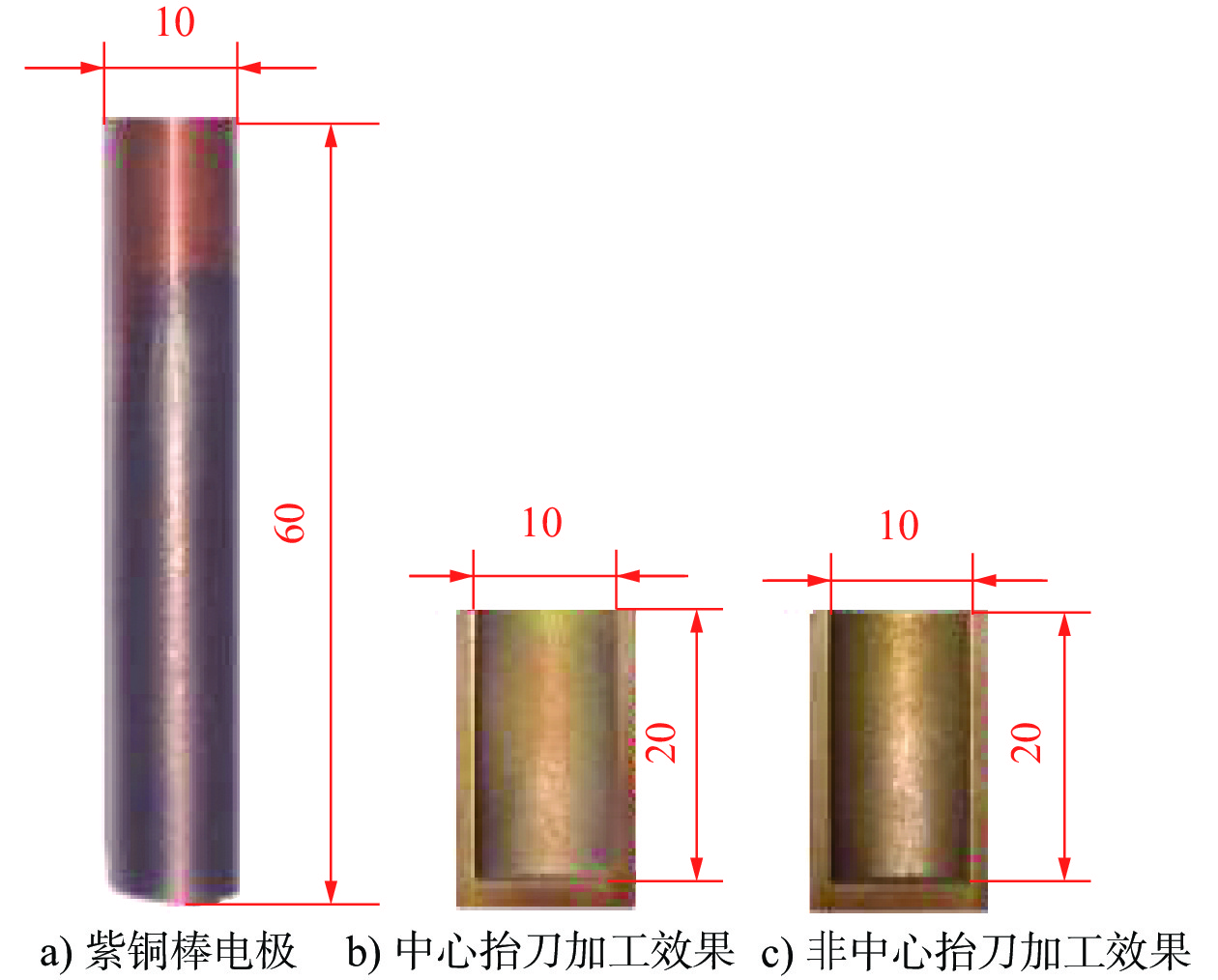
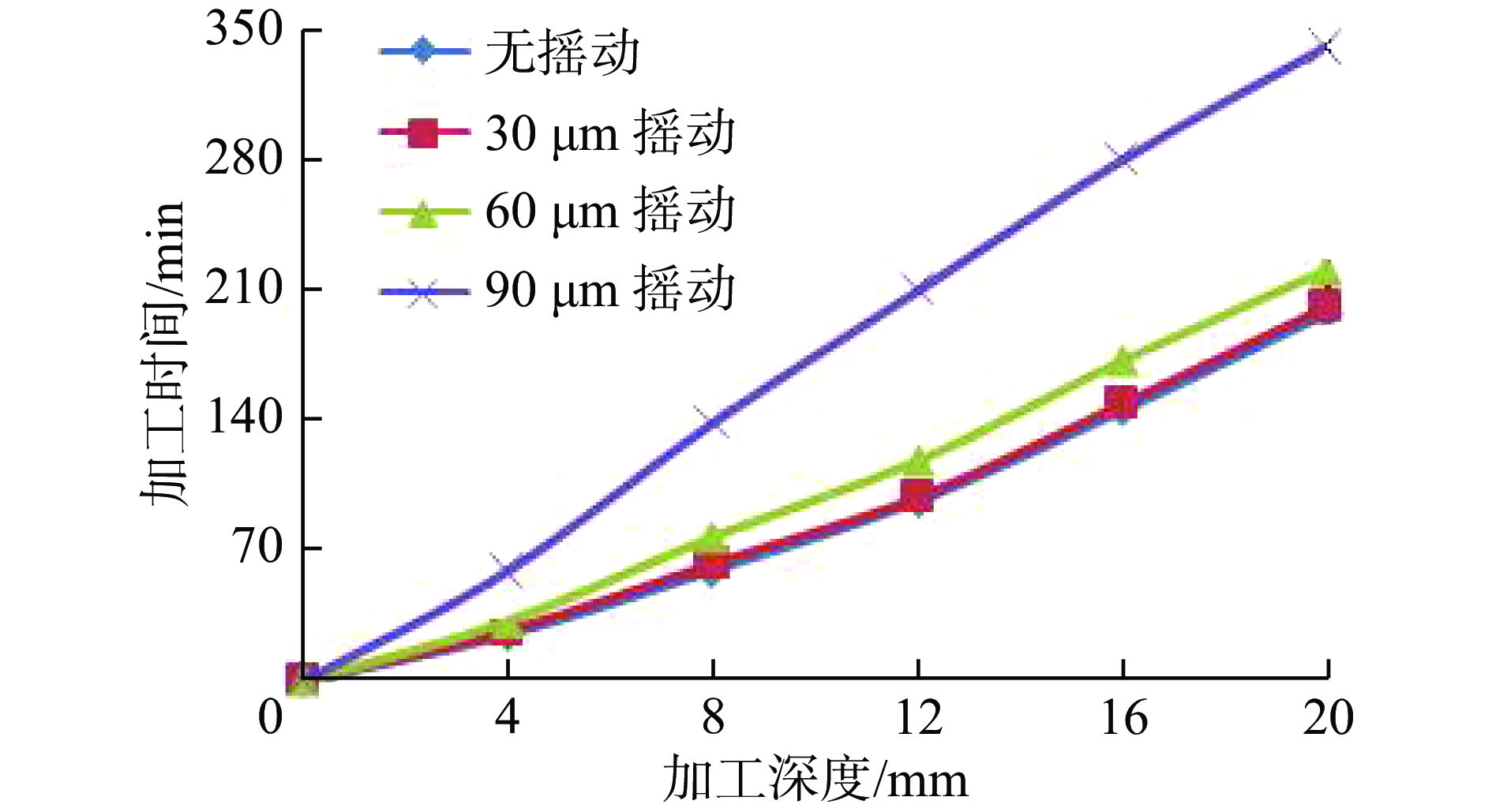
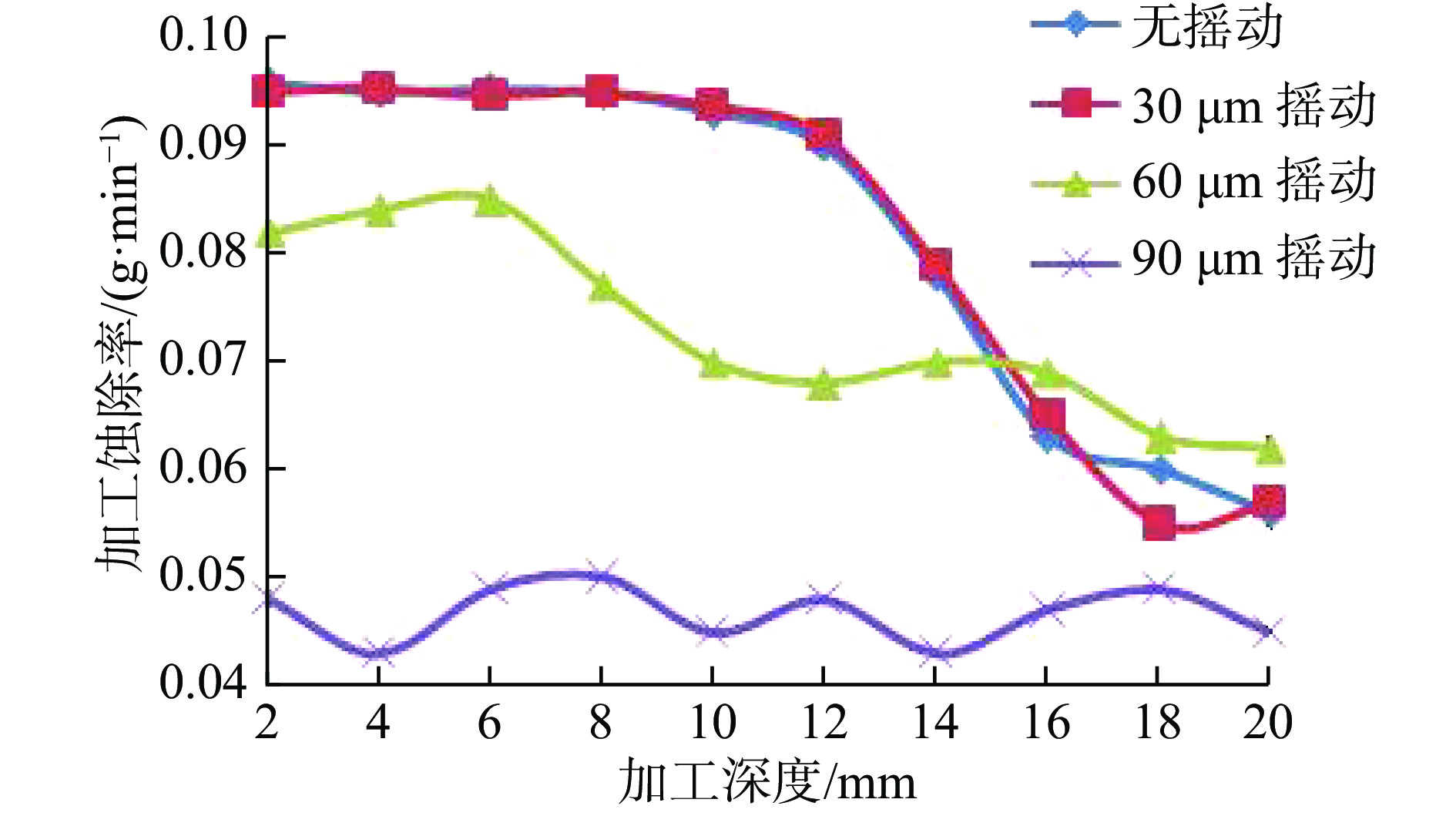
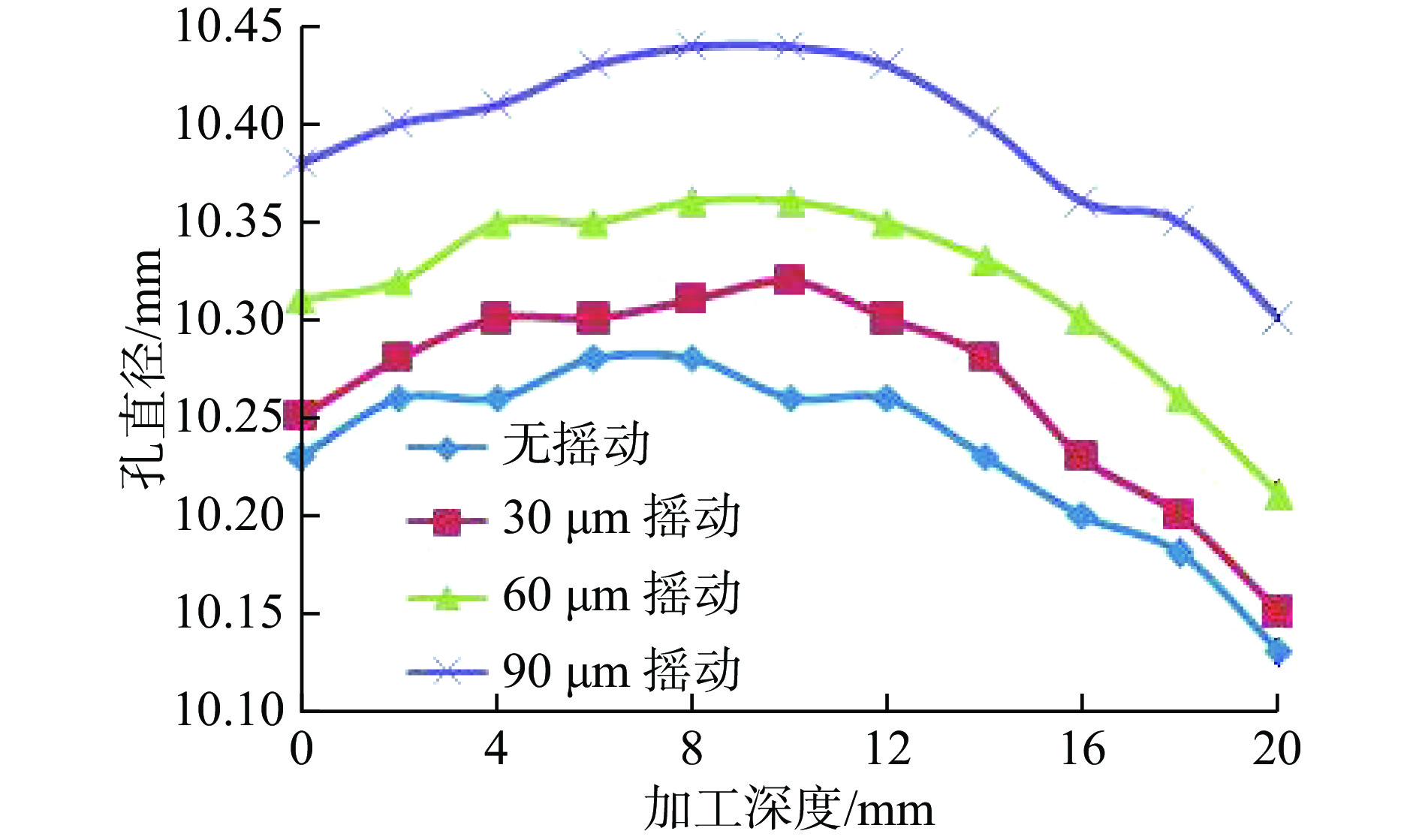
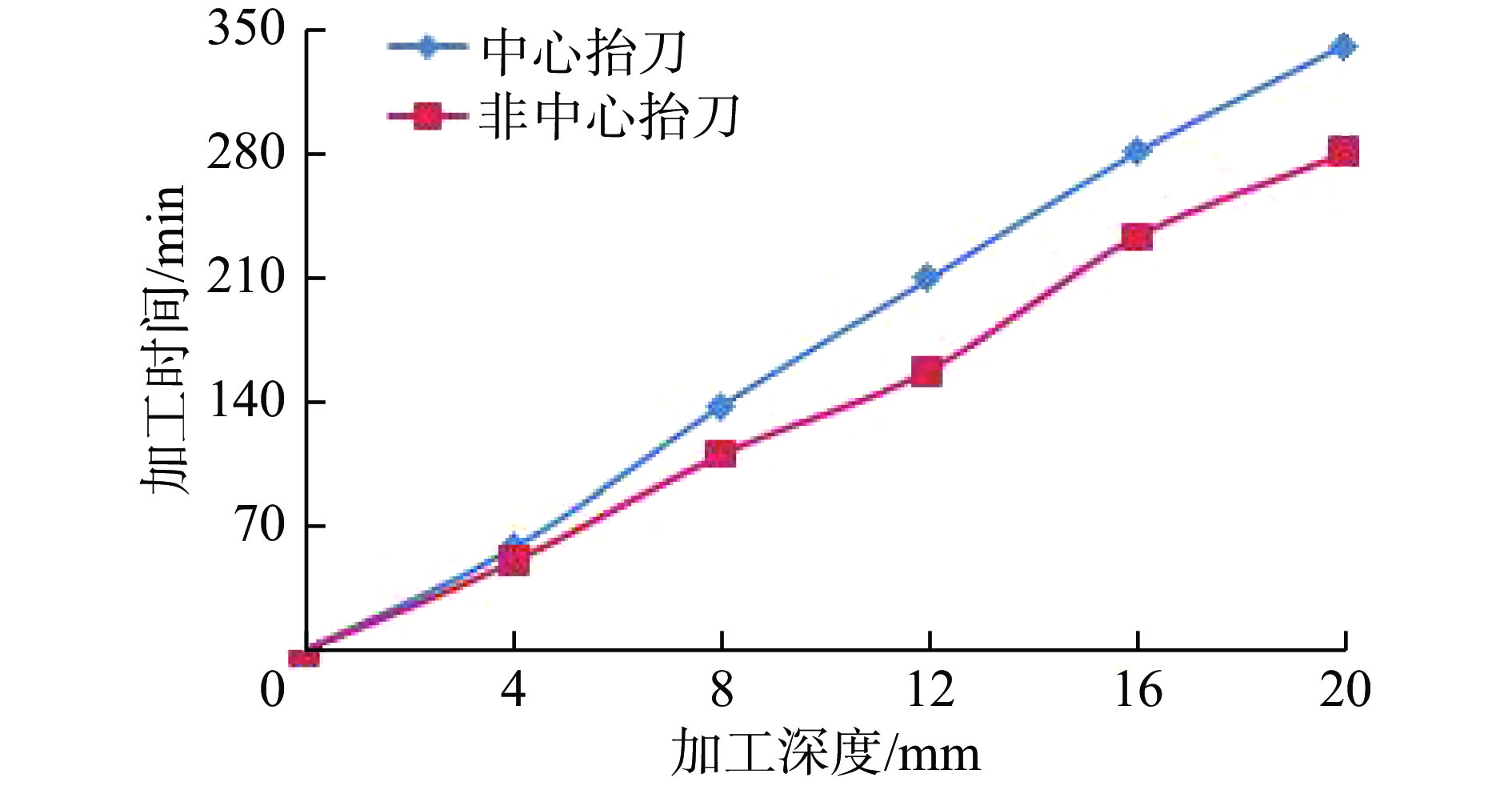
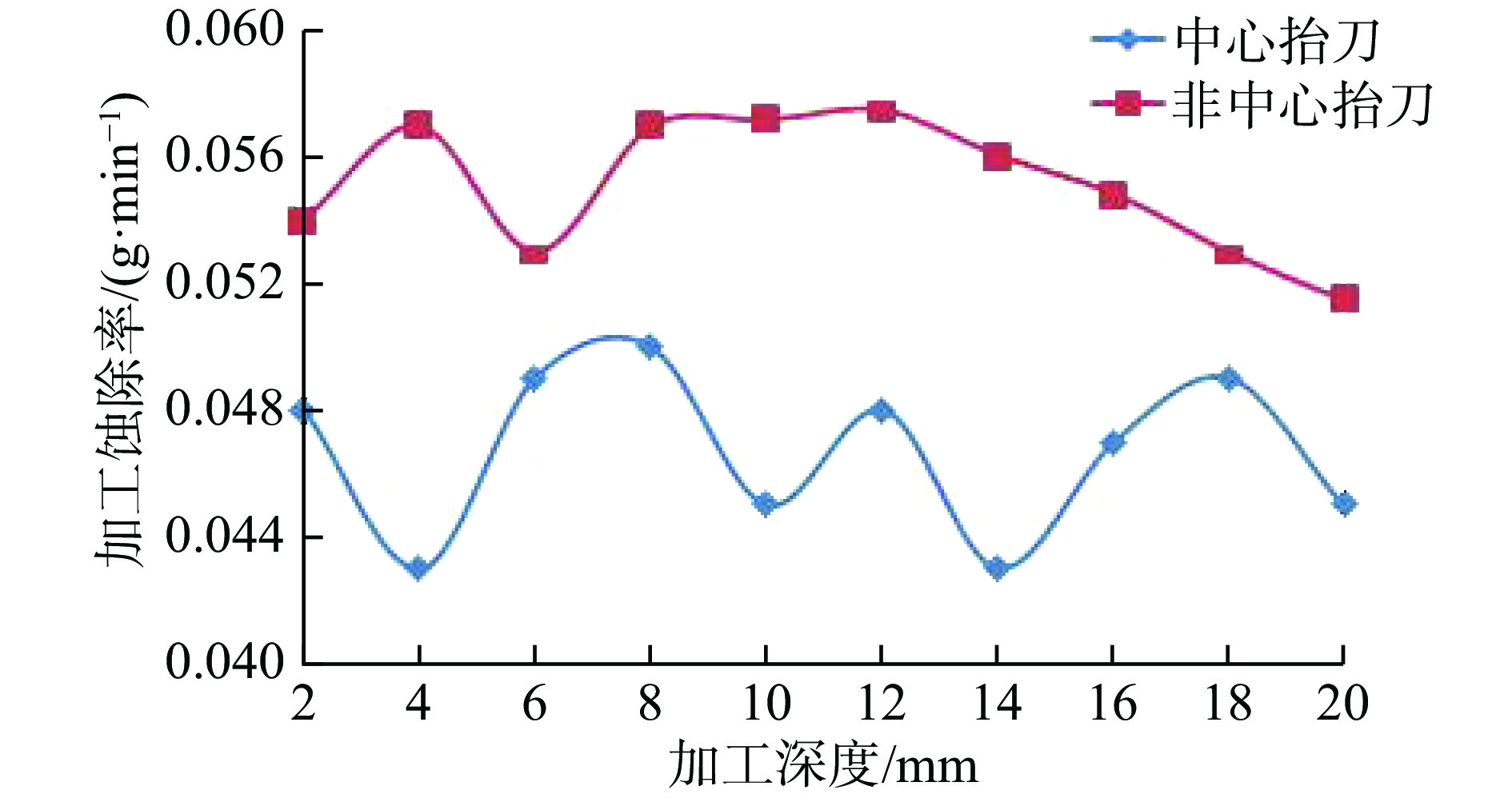
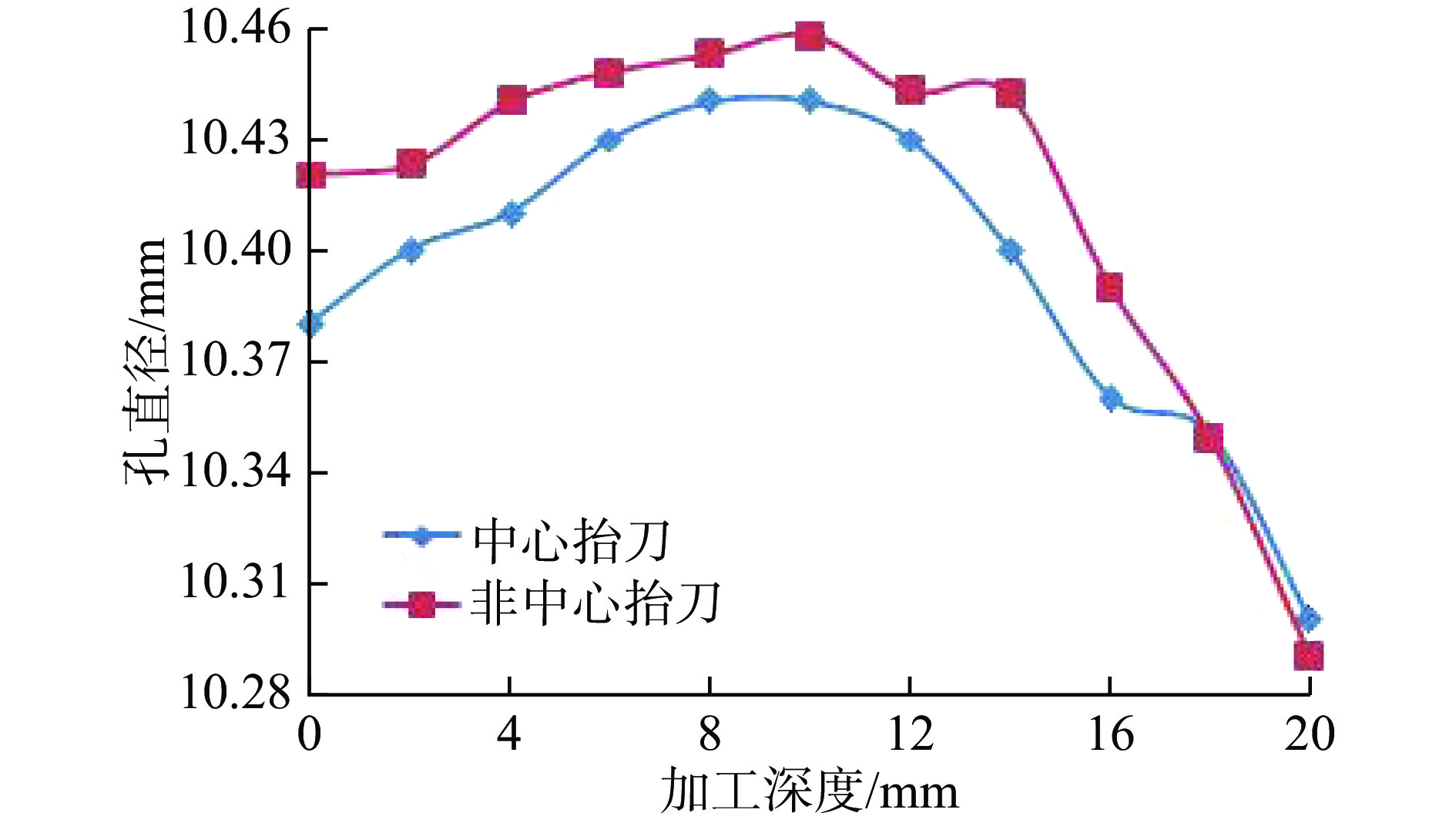
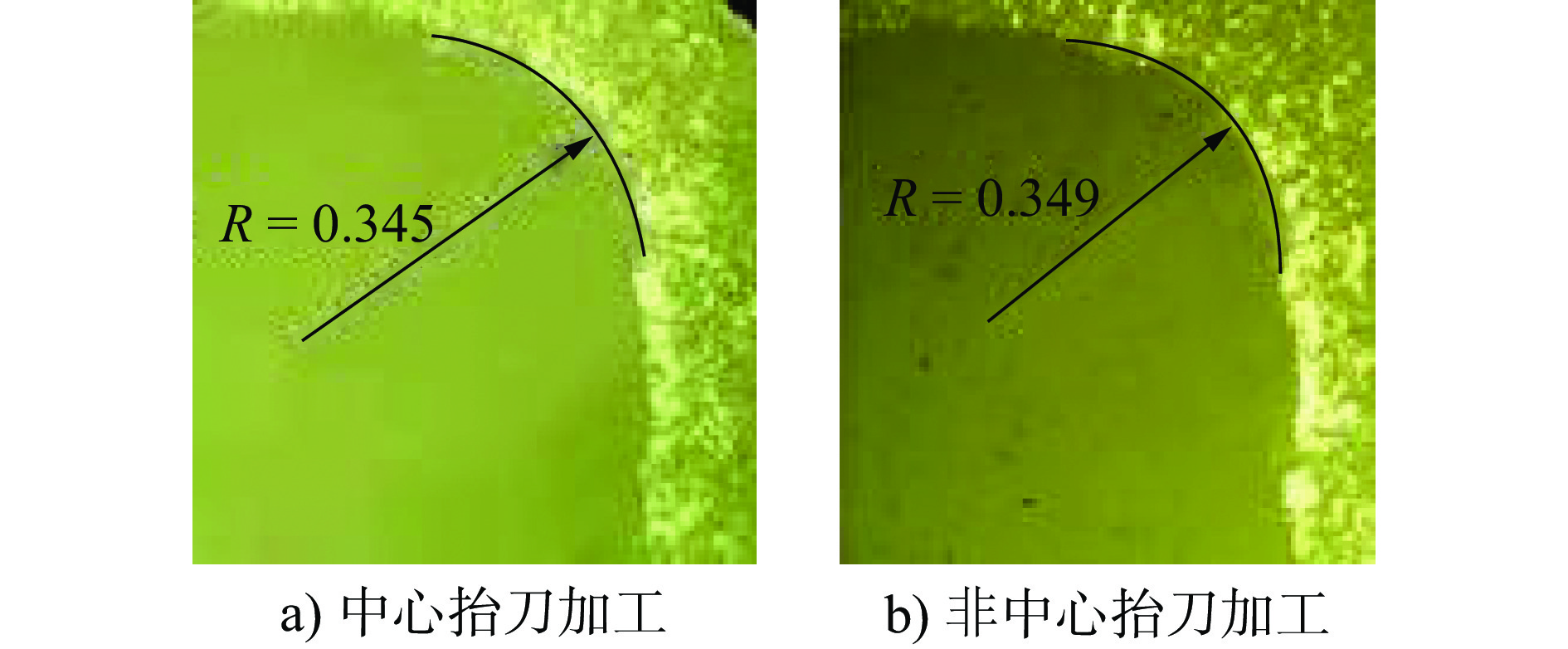
摘要: 为了提升电火花加工系统的性能,开发出基于PC平台、能够实现高速复杂抬刀、多轴联动摇动加工的电火花成形加工数控系统。在中心抬刀模式下,加入摇动半径分别为30 μm、60 μm、90 μm的摇动模式,对比了不同模式下的试验结果。在90 μm摇动模式下,对比了中心抬刀与非中心抬刀下的试验结果。结果表明:随着摇动半径的增大,加工时间变长、加工蚀除率下降、加工后孔的直径和深度变大但孔的直径偏差变小、底部圆角半径变小、电极损耗率下降,但表面粗糙度基本相同;中心抬刀会延长加工时间、降低加工蚀除率、减小孔直径并降低孔的直径误差、减小电极损耗率,对底部圆角直径、加工深度、表面粗糙度的影响不大。Abstract: In order to improve the performance of electrical discharge machining (EDM) system, numerical control system of EDM was developed via PC platform. The cutting tool can be raised with high speed, and the axises can be sway machined under linkage control. In this paper, the cutting tool was set under center lifting mode, and the sway radiuses were set at 30 μm, 60 μm, and 90 μm, respectively. Then, the experimental results under different modes were compared. Setting the sway radius at 90 μm, the experimental results with and without cutting-tool center lifting mode were compared. The sway radiuses results show that, with the increasing of sway radius, the processing time extends and the machining etching rate decreases. Deviation of diameters and radius of bottom fillet decreases, although diameter and depth of the holes increased after machining. Despite the changes in sway radius, the surface roughness was basically the same and electrode loss rate decreased with the increasing of sway radius. Under the cutting-tool center lifting mode, efficiently, machining etching rate, electrode loss rate, diameters and deviation of diameters decrease. Radius of bottom fillet, machining depth and surface roughness was basically the same.
-
Key words:
- EDM /
- sway mode /
- center lifting /
- electrode loss /
- machining accuracy
-
表 1 直径偏差统计
Table 1. Statistics of diameter deviation
加工模式 直径偏差/mm 无摇动 0.079 30 μm摇动 0.080 60 μm摇动 0.062 90 μm摇动 0.055  下载: 导出CSV
下载: 导出CSV
表 2 加工深度对比
Table 2. Comparison of processing depth
加工模式 加工深度/mm 无摇动 19.952 30 μm摇动 19.989 60 μm摇动 20.028 90 μm摇动 20.021
下载: 导出CSV
表 3 表面粗糙度对比
Table 3. Comparison of surface roughness
加工模式 表面粗糙度/μm 无摇动 3.063 30 μm摇动 3.047 60 μm摇动 2.965 90 μm摇动 3.014
下载: 导出CSV
表 4 电极损耗对比
Table 4. Comparison of electrode loss
参数 无摇动 30 μm
摇动60 μm
摇动90 μm
摇动电极加工前质量/g 35.346 33.726 32.832 34.552 电极加工后质量/g 35.262 33.647 32.754 34.481 电极损耗质量/g 0.084 0.079 0.078 0.071 工件去除质量/g 12.77 12.919 13.084 13.216 电极损耗率/% 0.658 0.611 0.596 0.537
下载: 导出CSV
表 5 电极损耗结果
Table 5. Electrode loss results
参数 中心抬刀 非中心抬刀 电极加工前质量/g 34.552 33.766 电极加工后质量/g 34.481 33.684 电极损耗质量/g 0.071 0.082 工件蚀除质量/g 13.216 12.923 电极损耗率/% 0.537 0.634
下载: 导出CSV
-
[1] 栾晓声, 孟建兵, 胡益忠, 等. SiC磨粒辅助钛合金EDM和ECM并行加工的工艺参数优化[J]. 机械科学与技术, 2021, 40(10): 1549-1554. doi: 10.13433/j.cnki.1003-8728.20200243LUAN X S, MENG J B, HU Y Z, et al. Parameters optimization of SiC abrasive assisted simultaneous EDM and ECM machining of Titanium alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2021, 40(10): 1549-1554. (in Chinese) doi: 10.13433/j.cnki.1003-8728.20200243 [2] WANG X Z, LI C J, GUO H, et al. Alternating energy electrical discharge machining of Titanium alloy using a WC-PCD electrode[J]. Journal of Manufacturing Processes, 2020, 60: 37-47. doi: 10.1016/j.jmapro.2020.10.034 [3] EGASHIRA K, MATSUGASAKO A, TSUCHIYA H, et al. Electrical discharge machining with ultralow discharge energy[J]. Precision Engineering, 2006, 30(4): 414-420. doi: 10.1016/j.precisioneng.2006.01.004 [4] 候少杰, 白基成, 刘晓萌, 等. 电火花加工放电状态特性试验研究[J]. 航空制造技术, 2021, 64(10): 80-85. doi: 10.16080/j.issn1671-833x.2021.10.080HOU S J, BAI J C, LIU X M, et al. Experimental investigation on discharge states characteristics of EDM[J]. Aeronautical Manufacturing Technology, 2021, 64(10): 80-85. (in Chinese) doi: 10.16080/j.issn1671-833x.2021.10.080 [5] LIU J L, DENG F M, LU X J, et al. A study on structural evolution of metamorphic layer on the surface of PCD in electrical discharge machining[J]. Diamond and Related Materials, 2019, 91: 46-53. doi: 10.1016/j.diamond.2018.11.006 [6] 杨盼盼, 王燕青, 马虎亮, 等. 慢走丝电火花线切割加工钨钢刀具实验研究[J]. 机械科学与技术, 2021, 40(8): 1240-1246. doi: 10.13433/j.cnki.1003-8728.20200202YANG P P, WANG Y Q, MA H L, et al. Experimental study on cutting tool of Tungsten steel in wire EDM[J]. Mechanical Science and Technology for Aerospace Engineering, 2021, 40(8): 1240-1246. (in Chinese) doi: 10.13433/j.cnki.1003-8728.20200202 [7] YUE X M, YANG X D, TIAN J, et al. Thermal, mechanical and chemical material removal mechanism of carbon fiber reinforced polymers in electrical discharge machining[J]. International Journal of Machine Tools and Manufacture, 2018, 133: 4-17. doi: 10.1016/j.ijmachtools.2018.05.004 [8] 徐庆泽, 蔡晋, 孟庆勋, 等. 喷丸强化对电火花加工表面影响的研究进展[J]. 航空精密制造技术, 2020, 56(5): 1-5. doi: 10.3969/j.issn.1003-5451.2020.05.001XU Q Z, CAI J, MENG Q X, et al. Research progress of effect of shot peening on surface by EDM[J]. Aviation Precision Manufacturing Technology, 2020, 56(5): 1-5. (in Chinese) doi: 10.3969/j.issn.1003-5451.2020.05.001 [9] WERNER A. Method for enhanced accuracy in machining curvilinear profiles on wire-cut electrical discharge machines[J]. Precision Engineering, 2016, 44: 75-80. doi: 10.1016/j.precisioneng.2015.10.004 [10] 苏国康, 李海成, 林莉, 等. 多工位同步加工电火花线切割机床研制[J]. 航空制造技术, 2020, 63(17): 98-101. doi: 10.16080/j.issn1671-833x.2020.17.098SU G K, LI H C, LIN L, et al. Development of multi-station synchronous wire cut electrical discharge machining (WEDM) machine[J]. Aeronautical Manufacturing Technology, 2020, 63(17): 98-101. (in Chinese) doi: 10.16080/j.issn1671-833x.2020.17.098 [11] SHI W T, LIU Z D, QIU M B, et al. Simulation and experimental study of wire tension in high-speed wire electrical discharge machining[J]. Journal of Materials Processing Technology, 2016, 229: 722-728. doi: 10.1016/j.jmatprotec.2015.11.001 [12] FLAÑO O, AYESTA I, IZQUIERDO B, et al. Improvement of EDM performance in high-aspect ratio slot machining using multi-holed electrodes[J]. Precision Engineering, 2018, 51: 223-231. doi: 10.1016/j.precisioneng.2017.08.014 [13] 李淋, 张健, 吴江, 等. 电火花深小孔加工抬刀过程中超疏水表面电极对工作液置换的影响[J]. 电加工与模具, 2020(6): 11-15. doi: 10.3969/j.issn.1009-279X.2020.06.002LI L, ZHANG J, WU J, et al. The effect of the electrode with superhydrophobic surface on the working fluid displacement during the electrode lifting process of EDM deep micro-hole machining[J]. Electromachining & Mould, 2020(6): 11-15. (in Chinese) doi: 10.3969/j.issn.1009-279X.2020.06.002 [14] CHU X Y, ZHUANG W H, XUE W D, et al. Electrolytic removal of recast layers on micro-EDM microstructure surfaces[J]. The International Journal of Advanced Manufacturing Technology, 2020, 108(3): 867-879. doi: 10.1007/s00170-020-05410-x [15] 刘洋, 杜云龙, 郭永丰, 等. 电火花摇动加工高弹性合金双孔挠性薄壁的变形仿真分析[J]. 电加工与模具, 2021(6): 11-18. doi: 10.3969/j.issn.1009-279X.2021.06.002LIU Y, DU Y L, GUO Y F, et al. Simulation analysis of deformation in double-hole flexible thin-wall with EDM orbital machining[J]. Electromachining & Mould, 2021(6): 11-18. (in Chinese) doi: 10.3969/j.issn.1009-279X.2021.06.002 [16] YU Z Y, ZHANG Y, LI J, et al. High aspect ratio micro-hole drilling aided with ultrasonic vibration and planetary movement of electrode by micro-EDM[J]. CIRP Annals, 2009, 58(1): 213-216. doi: 10.1016/j.cirp.2009.03.111 [17] SHEN Y, LIU Y H, DONG H, et al. Surface integrity of Inconel 718 in high-speed electrical discharge machining milling using air dielectric[J]. The International Journal of Advanced Manufacturing Technology, 2017, 90(1-4): 691-698. doi: 10.1007/s00170-016-9332-7 [18] ASSARZADEH S, GHOREISHI M. Prediction of root mean square surface roughness in low discharge energy die-sinking EDM process considering the effects of successive discharges and plasma flushing efficiency[J]. Journal of Manufacturing Processes, 2017, 30: 502-515. doi: 10.1016/j.jmapro.2017.10.012 -


 点击查看大图
点击查看大图

计量
- 文章访问数: 37
- HTML全文浏览量: 16
- PDF下载量: 10
- 被引次数: 0
