




Analysis of Cutting Slip-line Field Constructed by Using Matrix-operator Method
-
摘要: 刀具与切屑接触的摩擦因数呈不均匀分布增加了正交切削分析的难度,缺少一个完善的解析模型。针对于此,本文采用矩阵算子法构建了一种考虑在刀−屑接触面上变摩擦因数的滑移线场。通过Oxley的剪切切削理论找出工件表面材料塑性剪切变形的位置,为滑移线场的添加几何约束条件,从而求解滑移线参数。根据滑移线场,导出刀−屑接触长度,推算出切削力的解析式。模型计算结果与GH4169切削有限元仿真结果对比发现:刀−屑接触长度误差在9.8%内,两者的切削力在变化趋势上一致且数值上相近,验证了滑移线场的准确性。上述研究成果为变摩擦因数的正交切削分析刀−屑接触长度和切削力提供了理论方法。Abstract: The friction coefficient between the tool and the chip is unevenly distributed which increases the difficulty of orthogonal cutting analysis and lacks an analytical model. A slip-line field with variable friction coefficient on the tool-chip contact surface is constructed with matrix operator method. Geometric constraints, which obtain from the position of plastic shear deformation of workpiece surface found in terms of the Oxley's shear cutting theory, are added to the slip-line field to determine the parameters in the slip-line field. According to the above model, the tool-chip contact length is derived and the analytical formula of the cutting force is deduced. By comparing with the model and the finite element results in the cutting of GH4169, it is found that the error of tool-chip contact length is within 9.8%, the change in cutting force is slight, which verifies the accuracy of the model via slip line field method. The above results provide a theoretical method for orthogonal cutting with variable friction coefficient analysis of tool chip contact length and cutting force.
-
Key words:
- metal cutting /
- matrix-operator method /
- slip-line field /
- tool-chip contact length /
- cutting force
-
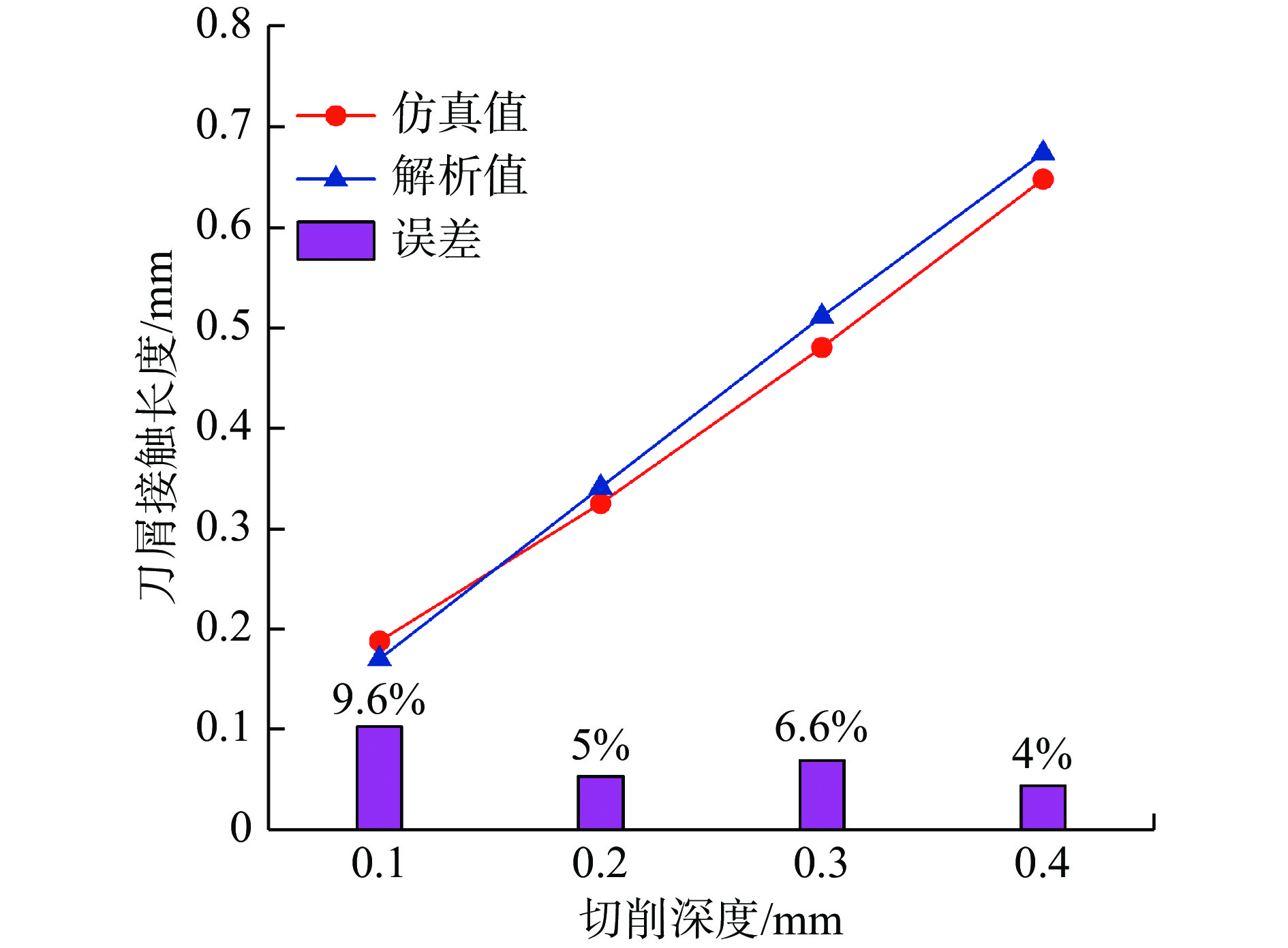
图 8 不同切削深度下刀−屑接触长度对比
Figure 8. Comparison of tool-chip contact length under different cutting depths
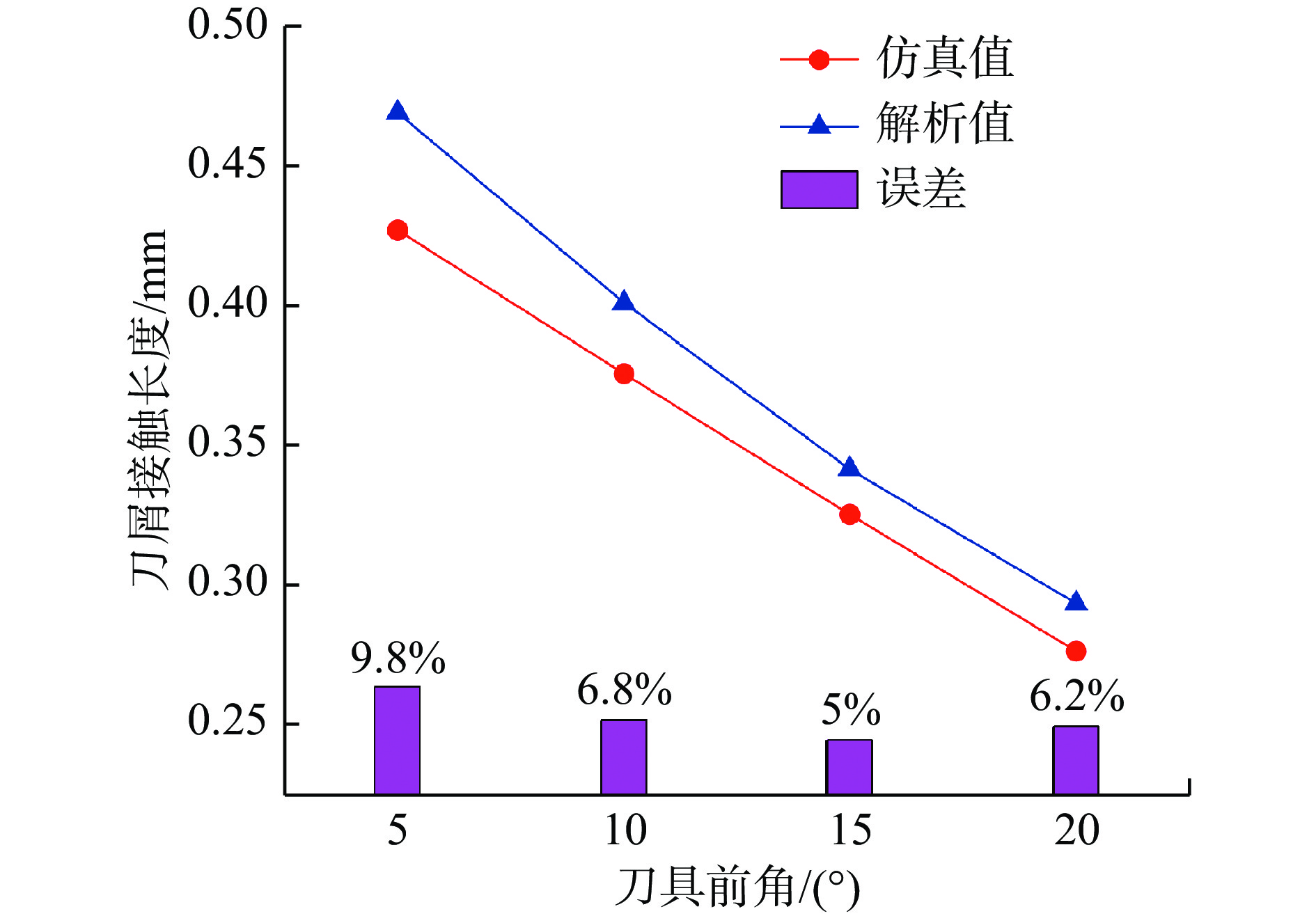
图 9 不同刀具前角下刀−屑接触长度对比
Figure 9. Comparison of tool-chip contact length under different tool rake angles
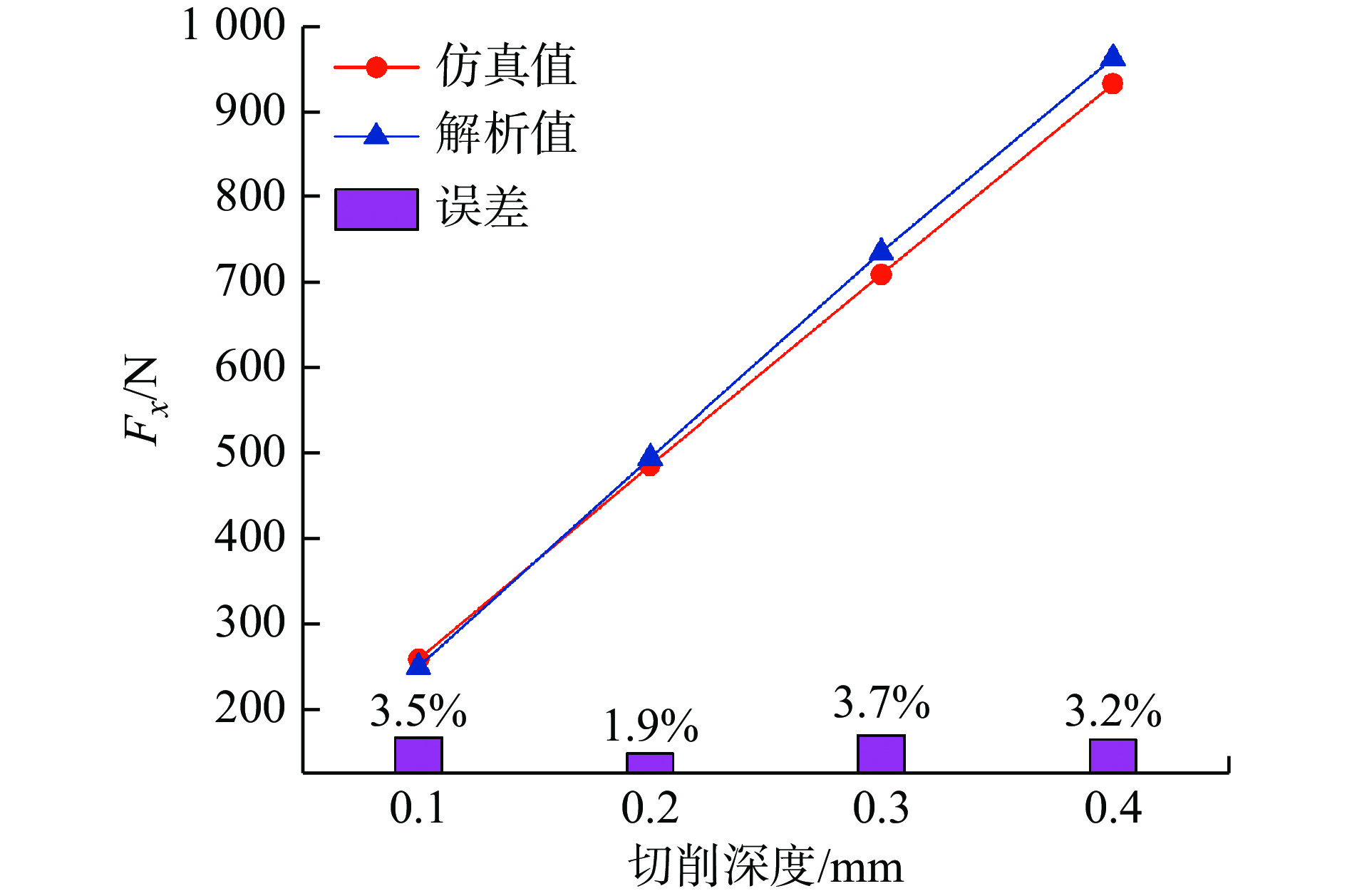
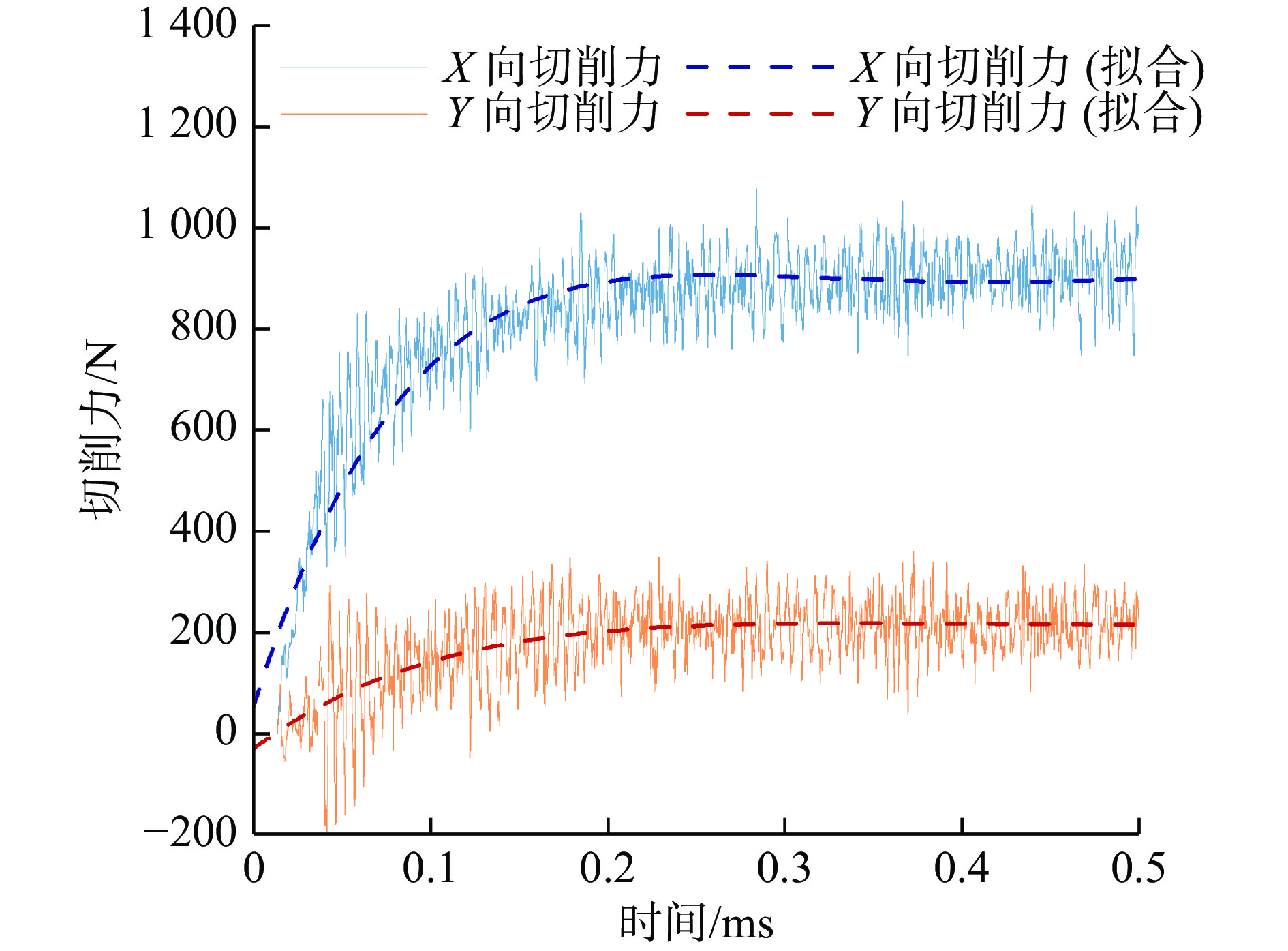
图 10 不同切削深度下X向切削力对比
Figure 10. Comparison of X-direction cutting forces at different cutting depths
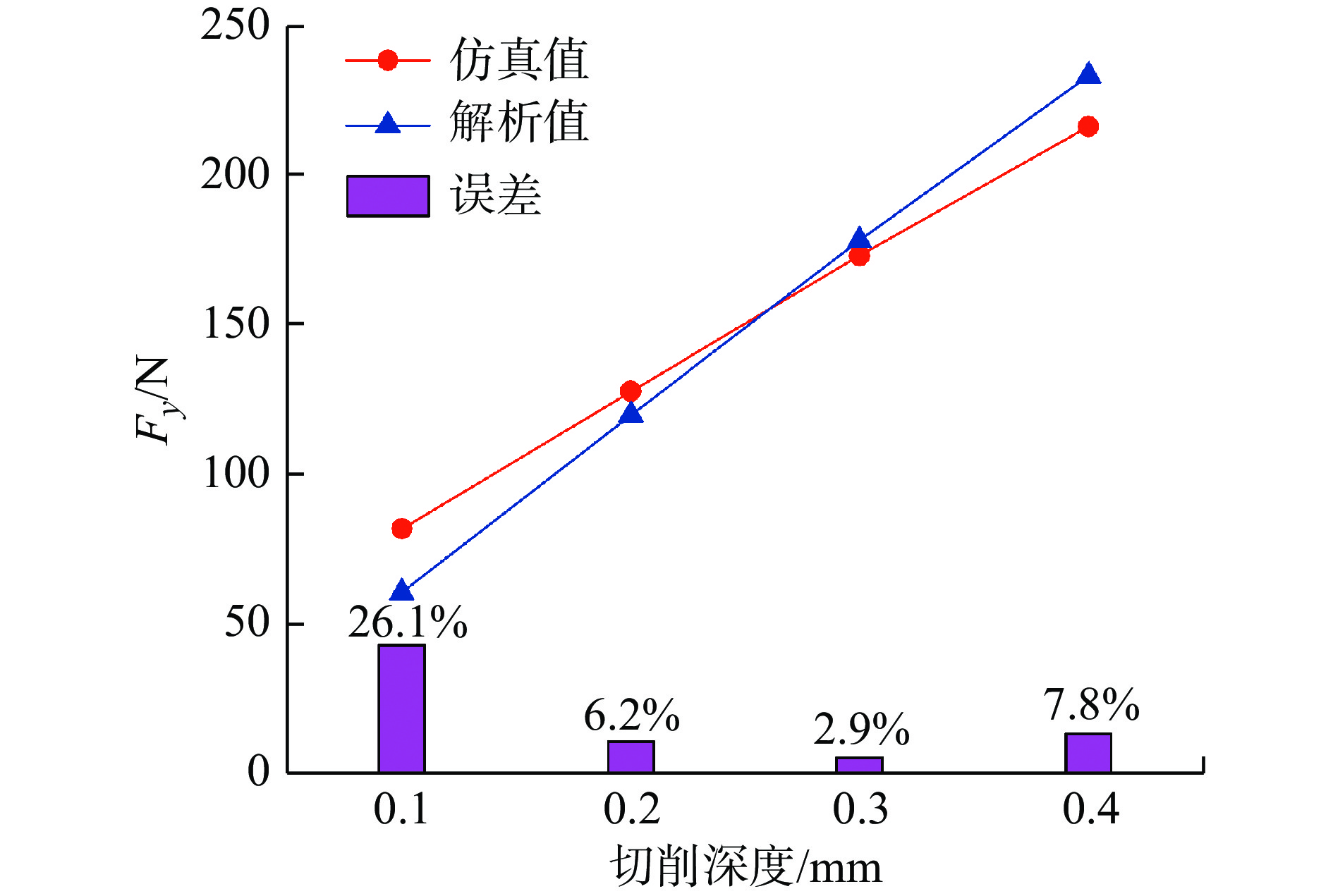
图 11 不同切削深度下Y向切削力对比
Figure 11. Comparison of Y-direction cutting forces at different cutting depths
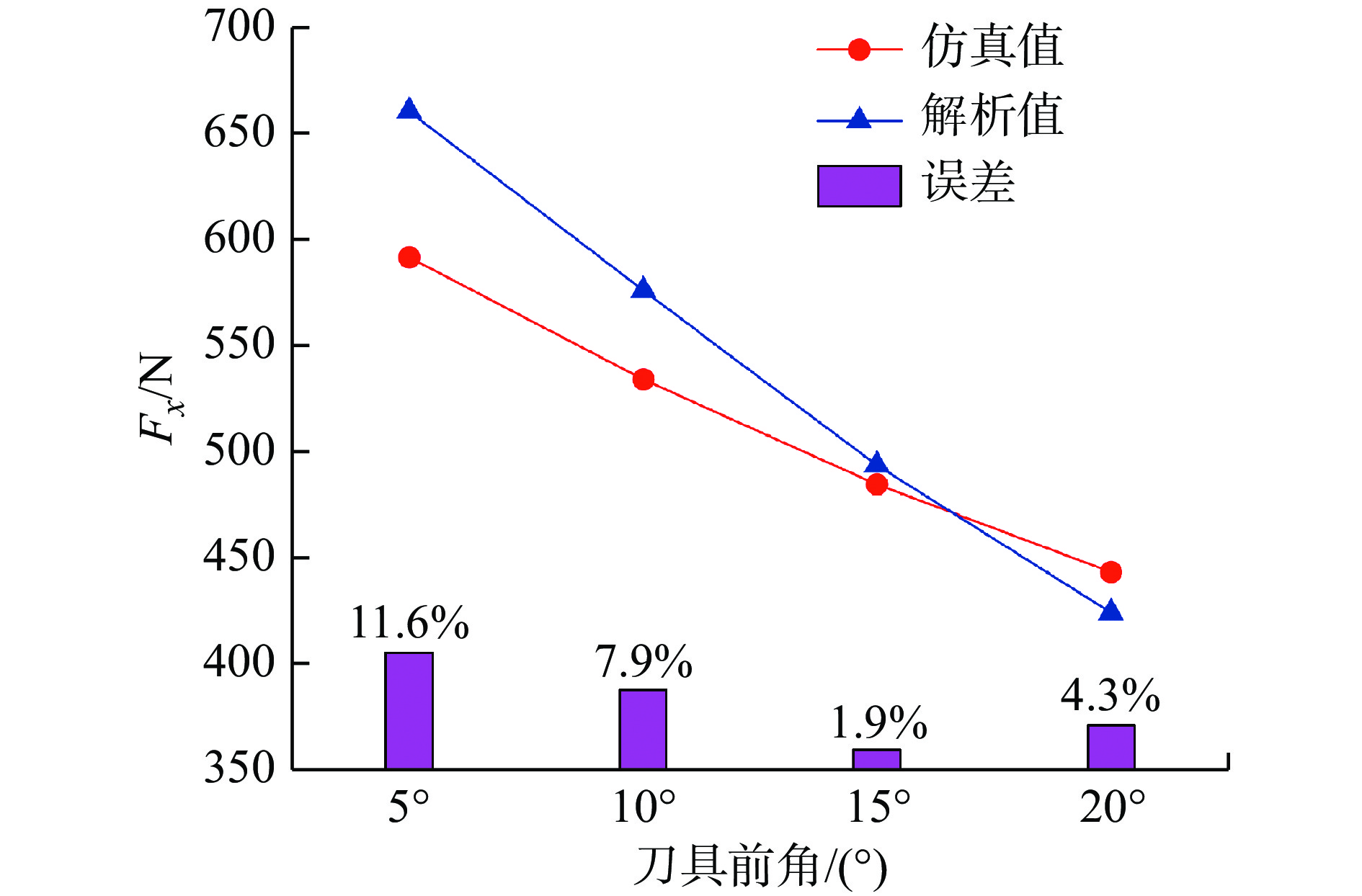
图 12 不同刀具前角下X向切削力对比
Figure 12. Comparison of X-direction cutting forces under different tool rake angles
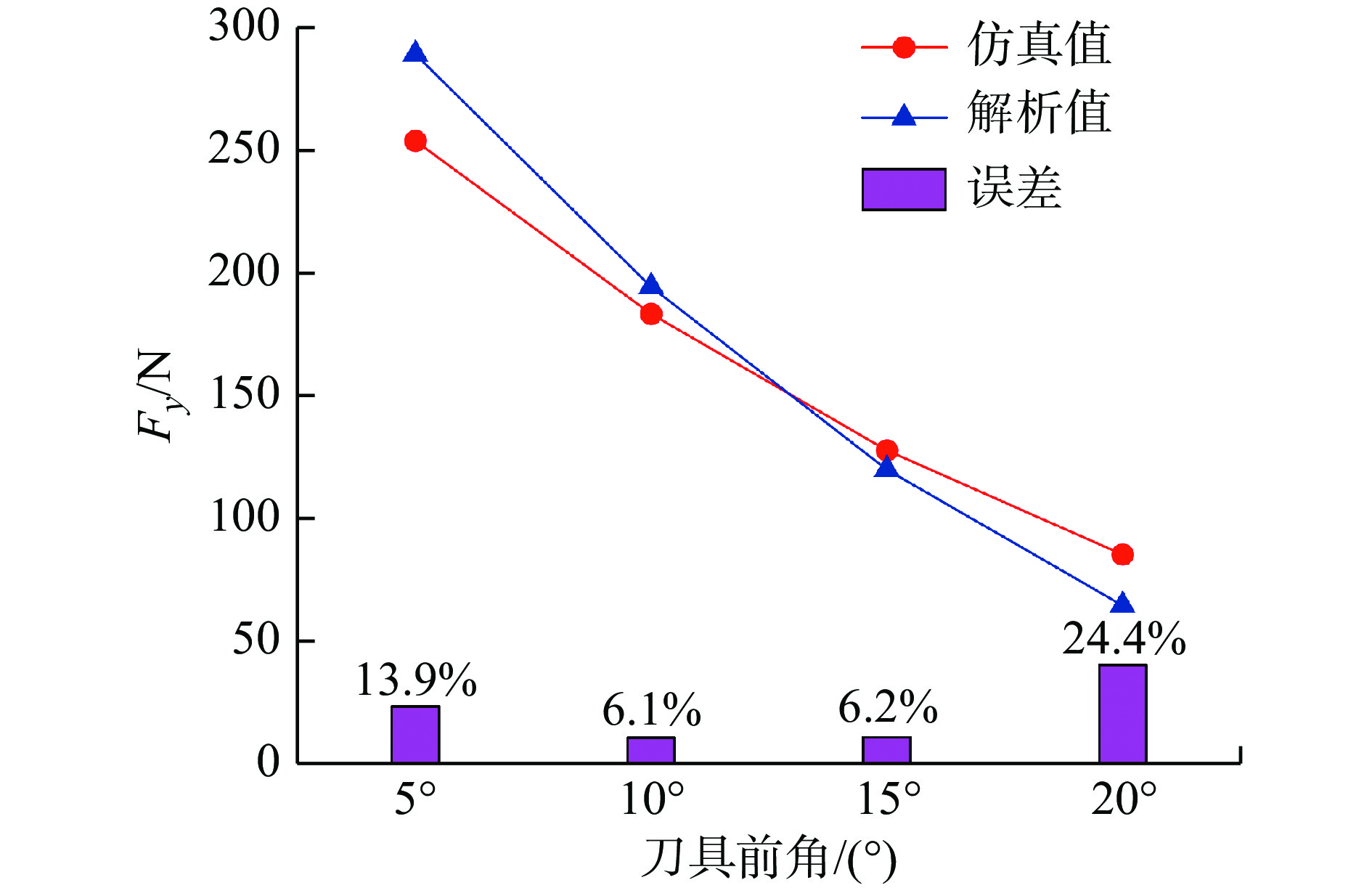
图 13 不同刀具前角下Y向切削力对比
Figure 13. Comparison of Y-direction cutting forces under different tool rake angles
表 1 GH4169J-C本构模型参数
Table 1. GH4169 J-C constitutive model parameters
A/MPa B/MPa C m n 963 937 0.022 1.3 0.333  下载: 导出CSV
下载: 导出CSV
表 2 仿真加工参数表
Table 2. Processing parameters for simulation
组数 切削深度tu/mm 刀具前角φ/(°) 切削速度v/(m·min−1) 1 0.1 15 100 2 0.2 15 100 3 0.3 15 100 4 0.4 15 100 5 0.2 5 100 6 0.2 10 100 7 0.2 20 100
下载: 导出CSV
-
[1] 史红艳, 赵先锋, 姜雪婷. 滑移线场理论在正交切削过程中的研究现状[J]. 华南理工大学学报(自然科学版), 2019, 47(1): 14-31.SHI Y H, ZHAO X F, JIANG X T. Current research on the application of slip line field theory in the orthogonal cutting process[J]. Journal of South China University of Technology (Natural Science Edition), 2019, 47(1): 14-31. (in Chinese) [2] HU C, ZHUANG K, WENG J, et al. Cutting temperature prediction in negative-rake-angle machining with chamfered insert based on a modified slip-line field model[J]. International Journal of Mechanical Sciences, 2020, 167: 105273. doi: 10.1016/j.ijmecsci.2019.105273 [3] HU C, ZHUANG K J, TANG Y W, et al. Three-dimensional temperature prediction in cylindrical turning with large-chamfer insert based on a modified slip-line field approach[J]. Chinese Journal of Aeronautics, 2021, 34(10): 265-281. doi: 10.1016/j.cja.2020.06.011 [4] UYSAL A, JAWAHIR I S. A slip-line model for serrated chip formation in machining of stainless steel and validation[J]. The International Journal of Advanced Manufacturing Technology, 2019, 101(9): 2449-2464. [5] UYSAL A, JAWAHIR I S. Validation of the slip-line model for serrated chip formation in orthogonal turning under dry and MQL conditions[J]. Procedia CIRP, 2019, 82: 124-129. doi: 10.1016/j.procir.2019.04.006 [6] HAO M H, XU D C, WEI F Q, et al. Quantitative analysis of frictional behavior of cupronickel B10 at the tool-chip interface during dry cutting[J]. Tribology International, 2018, 118: 163-169. doi: 10.1016/j.triboint.2017.09.033 [7] DENGUIR L A, OUTEIRO J C, RECH J, et al. Friction model for tool/work material contact applied to surface integrity prediction in orthogonal cutting simulation[J]. Procedia CIRP, 2017, 58: 578-583. doi: 10.1016/j.procir.2017.03.229 [8] MANE S, JOSHI S S, KARAGADDE S, et al. Modeling of variable friction and heat partition ratio at the chip-tool interface during orthogonal cutting of Ti-6Al-4V[J]. Journal of Manufacturing Processes, 2020, 55: 254-267. doi: 10.1016/j.jmapro.2020.03.035 [9] 谢娜, 岳彩旭, 李晓晨, 等. 考虑接触应力和温度的刀-屑摩擦因数建模[J]. 机械科学与技术, 2022, 41(6): 821-826. doi: 10.13433/j.cnki.1003-8728.20200396XIE N, YUE C X, LI X C, et al. Tool-chip friction coefficient modeling by considering contact stress and temperature[J]. Mechanical Science and Technology for Aerospace Engineering, 2022, 41(6): 821-826. (in Chinese) doi: 10.13433/j.cnki.1003-8728.20200396 [10] FANG N, JAWAHIR I S, OXLEY P L B. A universal slip-line model with non-unique solutions for machining with curled chip formation and a restricted contact tool[J]. International Journal of Mechanical Sciences, 2001, 43(2): 557-580. doi: 10.1016/S0020-7403(99)00117-4 [11] GREEN A P. On the use of hodographs in problems of plane plastic strain[J]. Journal of the Mechanics and Physics of Solids, 1954, 2(2): 73-80. doi: 10.1016/0022-5096(54)90001-0 [12] DEWHURST P, COLLINS I F. A matrix technique for constructing slip‐line field solutions to a class of plane strain plasticity problems[J]. International Journal for Numerical Methods in Engineering, 1973, 7(3): 357-378. doi: 10.1002/nme.1620070312 [13] 章顺虎. 塑性成型力学原理[M]. 北京: 冶金工业出版社, 2016.ZHANG S H. Mechanical principle of plastic forming[M]. Beijing: Metallurgical Industry Press, 2016. (in Chinese) [14] DEWHURST P. A general matrix operator for linear boundary value problems in slip‐line field theory[J]. International Journal for Numerical Methods in Engineering, 1985, 21(1): 169-182. doi: 10.1002/nme.1620210114 [15] BOWDEN F P, TABOR D. The friction and lubrication of solids[M]. Oxford: Clarendon Press, 1986. [16] ATKINS T. Prediction of sticking and sliding lengths on the rake faces of tools using cutting forces[J]. International Journal of Mechanical Sciences, 2015, 91: 33-45. doi: 10.1016/j.ijmecsci.2014.06.004 [17] WANG X Y, HUANG C Z, ZOU B, et al. Dynamic behavior and a modified Johnson-cook constitutive model of Inconel 718 at high strain rate and elevated temperature[J]. Materials Science and Engineering:A, 2013, 580: 385-390. doi: 10.1016/j.msea.2013.05.062 -


 点击查看大图
点击查看大图
计量
- 文章访问数: 74
- HTML全文浏览量: 17
- PDF下载量: 9
- 被引次数: 0
