




Application of Multi-scale Convolutional Capsule Network in Tool Breakage Monitoring
-
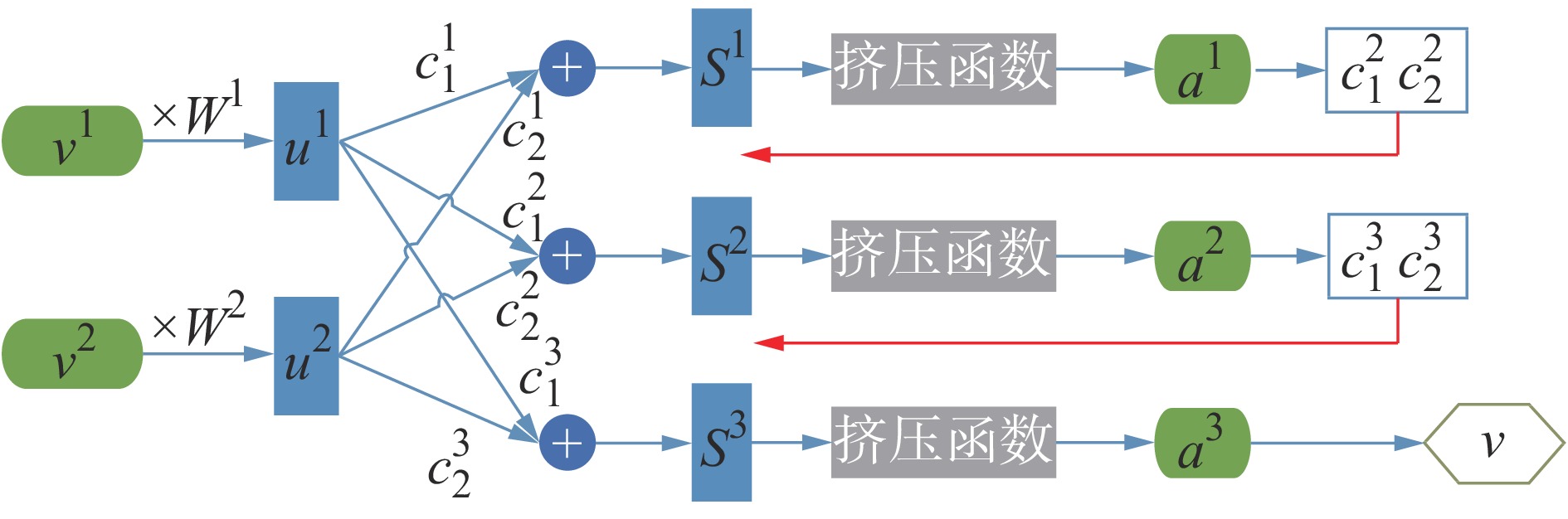
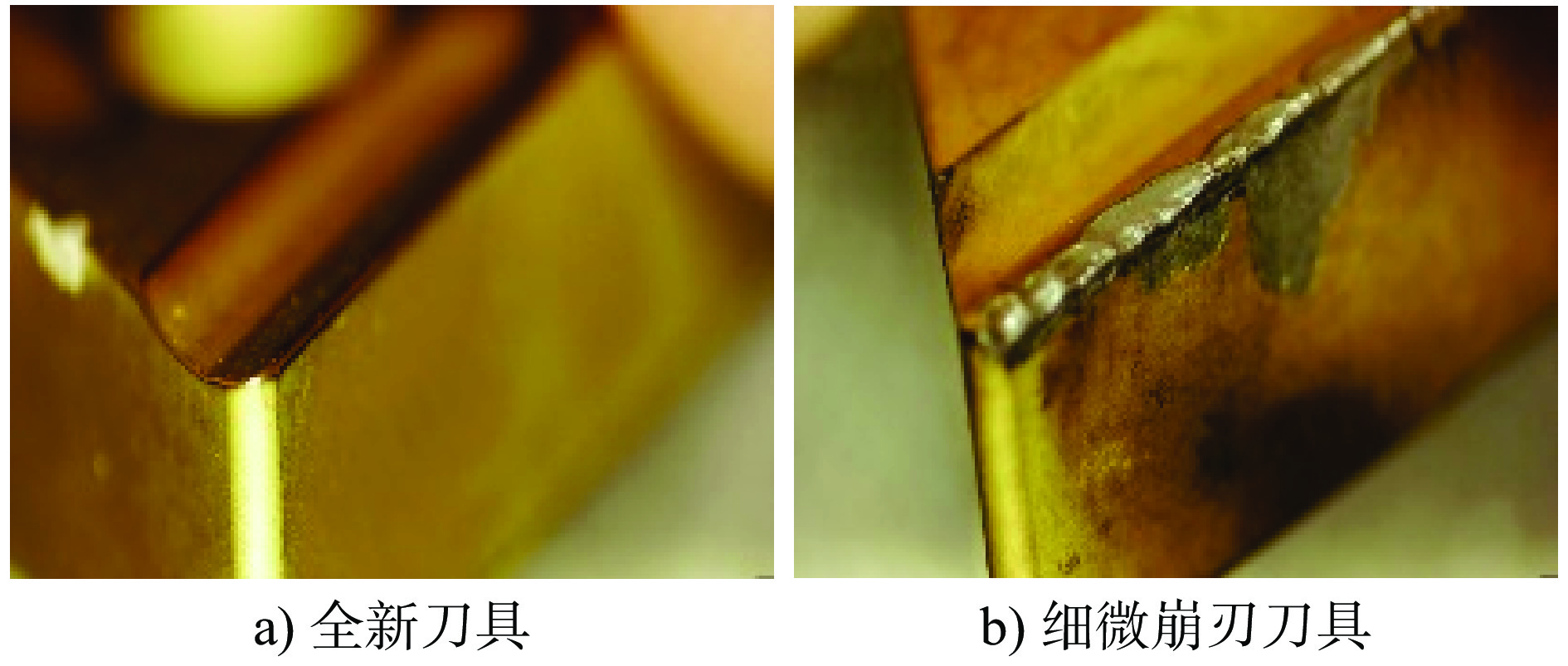
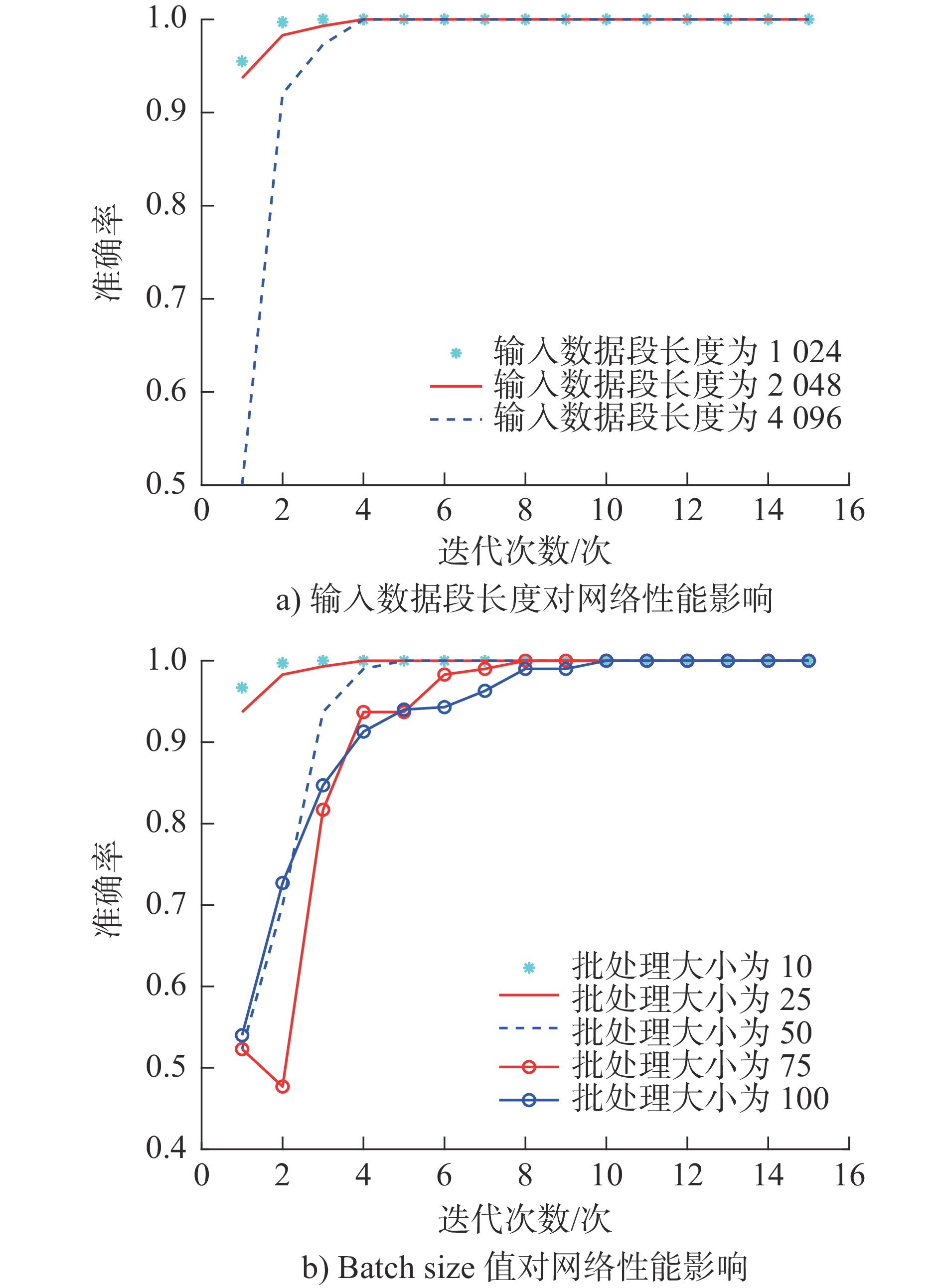
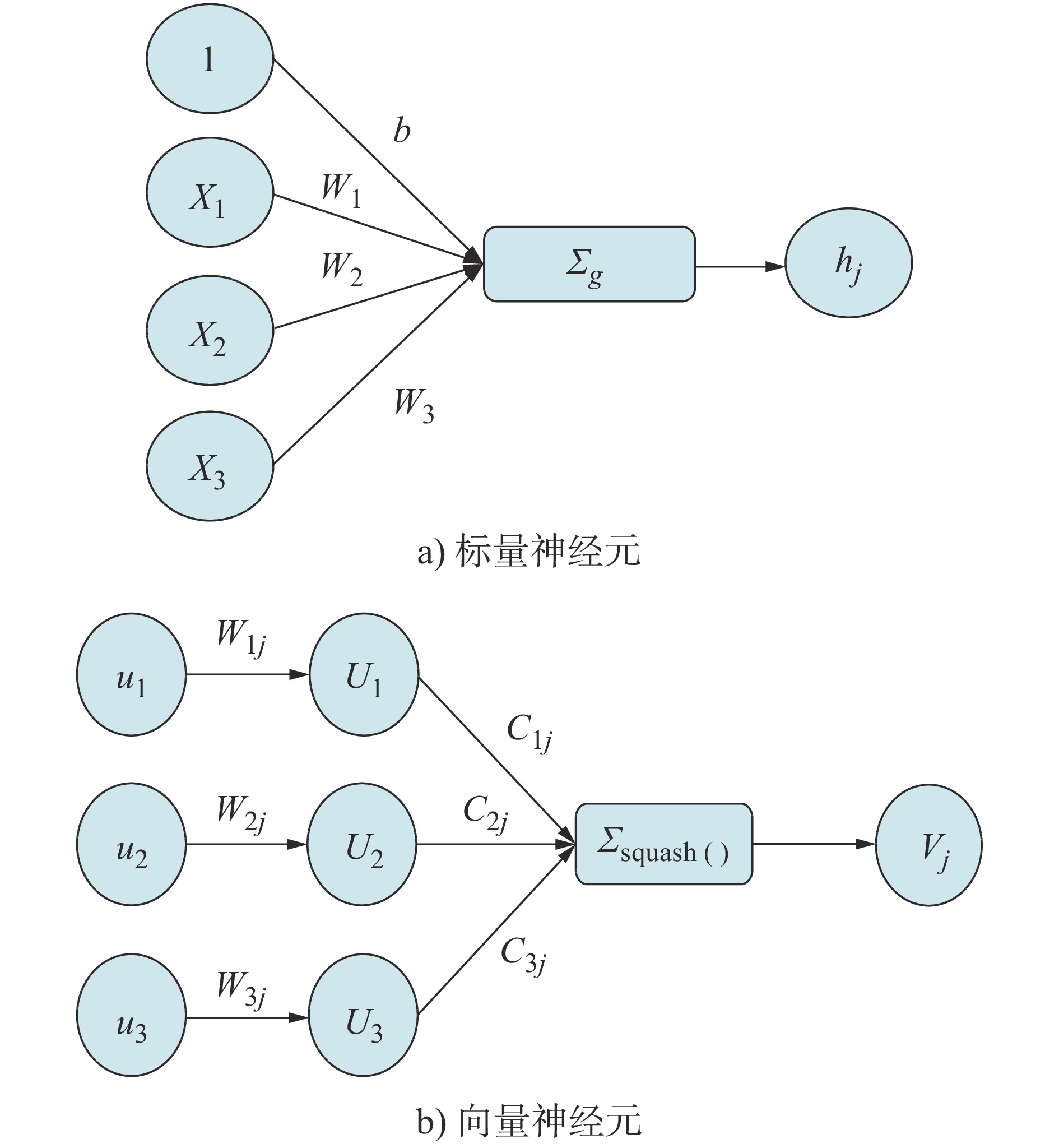
摘要: 刀具状态监测是实现加工过程智能化的关键技术之一,其状态直接影响到工件的表面质量和加工效率。在切削加工过程中刀具的细微崩刃不易察觉但却对工件表面质量影响较大,针对该问题提出了一种基于多尺度卷积胶囊网络的方法实现刀具破损状态监测。首先通过采集振动信号来表征刀具的状态,然后在模型中通过多尺度卷积层初步提取信号特征,随后将特征胶囊化输入胶囊层中进一步挖掘特征中的隐藏信息,最终通过分类层识别刀具在不同切削参数下是否发生细微崩刃。实验结果表明,该方法能够在噪声环境中准确识别不同切削参数下切削刃是否微崩,并且识别精度优于卷积神经网络(Convolutional neural network, CNN)和宽核卷积神经网络(Convolution neural network with wide first-layer kernels, WDCNN)。Abstract: Tool condition monitoring is one of the key technologies to improve the intelligent process of CNC machine tools. The status of the tool affects the surface quality and efficiency of the processing directly. During the machining process, the slightly tipping of tool is not easy to detect, but it has a greater impact on the surface quality of the workpiece. To solve this problem, a method based on a multi-scale convolutional capsule network is proposed to monitor whether the tool is slightly chipped. Firstly, the vibration signal is collected to characterize the state of the tool, and then the signal features are extracted in the model through a multi-scale convolutional layer initially, and then the features are encapsulated into the capsule layer to explore the hidden information in the features, and finally the classification layer is used to identify the tool status whether micro chipping occurs under different cutting parameters. The experimental results show that the method can accurately identify the chipping of the cutting edge under different working conditions in a noisy environment, and the recognition accuracy is better than that of CNN (Convolutional neural network) and WDCNN(Convolution neural network with wide first-layer kernels).
-
Key words:
- tool condition monitoring /
- tool breakage /
- multi-scale convolution /
- capsule network
-
表 1 MCCN网络结构参数
Table 1. MCCN network structural parameters
结构层 核尺寸/步长 核数量 补零 输出形状 Conv1 64 × 1/8 × 1 16 No (249,16) Conv2 3 × 1/2 × 1 32 No (124,32) Conv3 3 × 1/2 × 1 32 No (61,32) Flatten − − No (1,1 952) Digit caps − − No (244,8) Caps2 predicted − − No (244,2,10,1) Caps2 output − − No (1,2,10,1) Dense1 − − No − Dense2 − − No − Decoder output − − No −  下载: 导出CSV
下载: 导出CSV
表 2 CNN网络结构参数
Table 2. CNN network structural parameters
结构层 核尺寸/步长 核数量 补零 输出形状 Conv1 5 × 5/1 32 No (36,21,32) Pool1 2 × 2/2 16 No (18,10,32) Conv2 5 × 5/2 64 No (7,3,64) Pool2 2 × 2/2 16 No (3,1,64) Dense 256 1 No − Dense 64 1 No − Softmax 2 1 No −
下载: 导出CSV
表 3 WDCNN网络结构参数
Table 3. WDCNN network structural parameters
结构层 核尺寸/步长 核数量 补零 输出形状 Conv1 64 × 1/16 × 1 16 Yes (125,16) Pool1 2 × 1/2 × 1 16 No (62,16) Conv2 3 × 1/2 × 1 32 Yes (60,32) Pool2 2 × 1/2 × 1 32 No (30,32) Conv3 3 × 1/2 × 1 64 Yes (28,64) Pool3 2 × 1/2 × 1 64 No (14,64) Conv4 3 × 1/2 × 1 64 Yes (12,64) Pool4 2 × 1/2 × 1 64 No (6,64) Conv5 3 × 1/2 × 1 64 No (4,64) Pool5 2 × 1/2 × 1 64 No (2,64) Dense 100 1 − − Softmax 2 1 − −
下载: 导出CSV
表 4 对比结果
Table 4. Comparison results
模型名称 MCCN CNN WDCNN 测试集准确度/% 99.97 50.18 98.97 损失值 0.0023 0.6931 0.1570
下载: 导出CSV
-
[1] 刘献礼, 李雪冰, 丁明娜, 等. 面向智能制造的刀具全生命周期智能管控技术[J]. 机械工程学报, 2021, 57(10): 196-219. doi: 10.3901/JME.2021.10.196LIU X L, LI X B, DING M N, et al. Intelligent management and control technology of cutting tool life-cycle for intelligent manufacturing[J]. Journal of Mechanical Engineering, 2021, 57(10): 196-219. (in Chinese) doi: 10.3901/JME.2021.10.196 [2] ZHOU Y Q, XUE W. Review of tool condition monitoring methods in milling processes[J]. The International Journal of Advanced Manufacturing Technology, 2018, 96(5-8): 2509-2523. doi: 10.1007/s00170-018-1768-5 [3] CHO S, ASFOUR S, ONAR A, et al. Tool breakage detection using support vector machine learning in a milling process[J]. International Journal of Machine Tools and Manufacture, 2004, 45(3): 241-249. [4] HUANG P B, MA C C, KUO C H. A PNN self-learning tool breakage detection system in end milling operations[J]. Applied Soft Computing, 2015, 37: 114-124. doi: 10.1016/j.asoc.2015.08.019 [5] RMILI W, OUAHABI A, SERRA R, et al. An automatic system based on vibratory analysis for cutting tool wear monitoring[J]. Measurement, 2016, 77: 117-123. doi: 10.1016/j.measurement.2015.09.010 [6] SUN S X, HU X F, CAI W L, et al. Tool breakage detection of milling cutter insert based on SVM[J]. IFAC-PapersOnLine, 2019, 52(13): 1549-1554. doi: 10.1016/j.ifacol.2019.11.420 [7] HEINEMANN R, HINDUJA S. A new strategy for tool condition monitoring of small diameter twist drills in deep-hole drilling[J]. International Journal of Machine Tools and Manufacture, 2011, 52(1): 69-76. [8] AKBARI A, DANESH M, KHALILI K. A method based on spindle motor current harmonic distortion measurements for tool wear monitoring[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2017, 39(12): 5049-5055. doi: 10.1007/s40430-017-0762-4 [9] XU G D, ZHOU H C, CHEN J H. CNC internal data based incremental cost-sensitive support vector machine method for tool breakage monitoring in end milling[J]. Engineering Applications of Artificial Intelligence, 2018, 74: 90-103. doi: 10.1016/j.engappai.2018.05.007 [10] LI G, YANG X, CHEN D B, et al. Tool breakage detection using deep learning[C]//2018 IEEE International Conference on Big Data, Cloud Computing, Data Science & Engineering (BCD). Yonago: IEEE, 2018: 37-42 [11] LI X L. Detection of tool flute breakage in end milling using feed-motor current signatures[J]. IEEE/ASME Transactions on Mechatronics, 2001, 6(4): 491-498. doi: 10.1109/3516.974863 [12] XU G D, CHEN J H, ZHOU H C. A tool breakage monitoring method for end milling based on the indirect electric data of CNC system[J]. The International Journal of Advanced Manufacturing Technology, 2019, 101(1): 419-434. [13] 王向阳, 何岭松, 王平江, 等. 基于VMD的铣刀破损检测[J]. 振动与冲击, 2020, 39(16): 135-140. doi: 10.13465/j.cnki.jvs.2020.16.019WANG X Y, HE L S, WANG P J, et al. Milling cutter breakage detection based on VMD[J]. Journal of Vibration and Shock, 2020, 39(16): 135-140. (in Chinese) doi: 10.13465/j.cnki.jvs.2020.16.019 [14] RATAVA J, LOHTANDER M, VARIS J. Tool condition monitoring in interrupted cutting with acceleration sensors[J]. Robotics and Computer-Integrated Manufacturing, 2017, 47: 70-75. doi: 10.1016/j.rcim.2016.11.008 [15] SERIN G, SENER B, OZBAYOGLU A M, et al. Review of tool condition monitoring in machining and opportunities for deep learning[J]. The International Journal of Advanced Manufacturing Technology, 2020, 109(3): 953-974. [16] DURO J A, PADGET J A, BOWEN C R, et al. Multi-sensor data fusion framework for CNC machining monitoring[J]. Mechanical Systems and Signal Processing, 2016, 66-67: 505-520. doi: 10.1016/j.ymssp.2015.04.019 [17] AMBADEKAR P K, CHOUDHARI C M. CNN based tool monitoring system to predict life of cutting tool[J]. SN Applied Sciences, 2020, 2(5): 860. doi: 10.1007/s42452-020-2598-2 [18] ANTIĆ A, POPOVIĆ B, KRSTANOVIĆ L, et al. Novel texture-based descriptors for tool wear condition monitoring[J]. Mechanical Systems and Signal Processing, 2018, 98: 1-15. doi: 10.1016/j.ymssp.2017.04.030 [19] SABOUR S, FROSST N, HINTON G E. Dynamic routing between capsules[C]//Proceedings of the 31st International Conference on Neural Information Processing Systems. Long Beach: Curran Associates Inc. , 2017 [20] XI E, BING S, JIN Y. Capsule network performance on complex data[J]. arXiv preprint arXiv: 1712.03480v1, 2017 [21] ZHANG W, PENG G L, LI C H, et al. A new deep learning model for fault diagnosis with good anti-noise and domain adaptation ability on raw vibration signals[J]. Sensors, 2017, 17(2): 425. doi: 10.3390/s17020425 [22] KINGMA D P, BA J. Adam: A method for stochastic optimization[C]//3rd International Conference on Learning Representations. San Diego: ICLR, 2015 -




 点击查看大图
点击查看大图
图(7) / 表(4)
计量
- 文章访问数: 72
- HTML全文浏览量: 24
- PDF下载量: 10
- 被引次数: 0
