




Experimental Study on Dimensional Deviation of FDM Spur Gear and Optimization of Process Parameters
-
摘要: 熔融沉积成型(FDM)过程中热塑性材料的热胀冷缩是影响成型件尺寸精度的重要因素。本文以分层厚度、喷头温度、打印速度、底板温度这4个打印参数为控制变量,利用正交试验研究了打印参数对聚合物直齿轮尺寸精度的影响,运用三维扫描技术对聚合物直齿轮打印件进行测量,分析了齿轮各部位的变形特征,进而计算出不同打印参数组合下的齿廓总偏差。采用齿距仪测量了聚合物直齿轮打印件的齿距偏差。运用极差法分析了打印参数对齿廓总偏差和齿距偏差的影响顺序。最后,采用综合平衡法获得了最优工艺参数组合:喷头温度230 ℃、底板温度87 ℃、打印速度40 mm/s、层厚0.1 mm。Abstract: The thermal expansion and cold shrinkage of thermoplastic materials in FDM (Fused deposition modeling) process is an important factor affecting the dimensional accuracy of 3D printed parts. The influence of the printing parameters on the dimensional accuracy of polymer spur gear was studied by using orthogonal experiment with four printing parameters as control variables, including layer thickness, nozzle temperature, printing speed and bed temperature. Three-dimensional scanning technology was used to measure the printed polymer spur gears, and the deformation characteristics of each gear were analyzed, thereby determining the tooth profile deviation of the polymer spur gears. The pitch deviation was measured by pitch meter. The influence order of the printing parameters on the tooth profile deviation and pitch deviation was analyzed by using the range method. Finally, the optimal combination of printing parameters obtained by using the comprehensive balance method is as follows: nozzle temperature is 230 ℃, bed temperature is 87 ℃, printing speed is 40 mm/s, and layer thickness is 0.1 mm.
-
Key words:
- FDM /
- gear model /
- total deviation of tooth profile /
- pitch deviation /
- 3D scanning
-

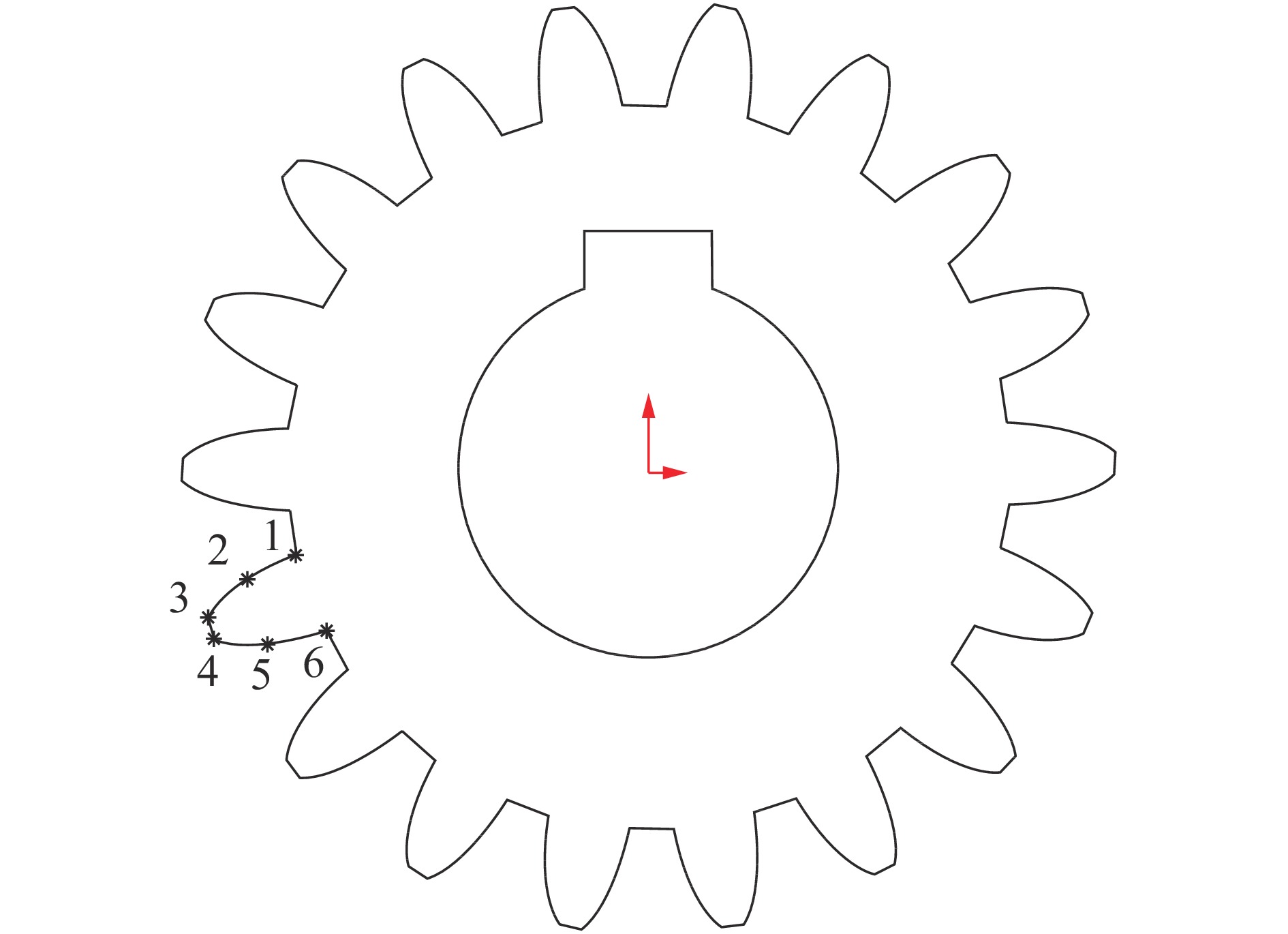
图 2 样本 5 的扫描模型与设计模型对齐图
Figure 2. Alignment of the scanned model and design model of sample 5
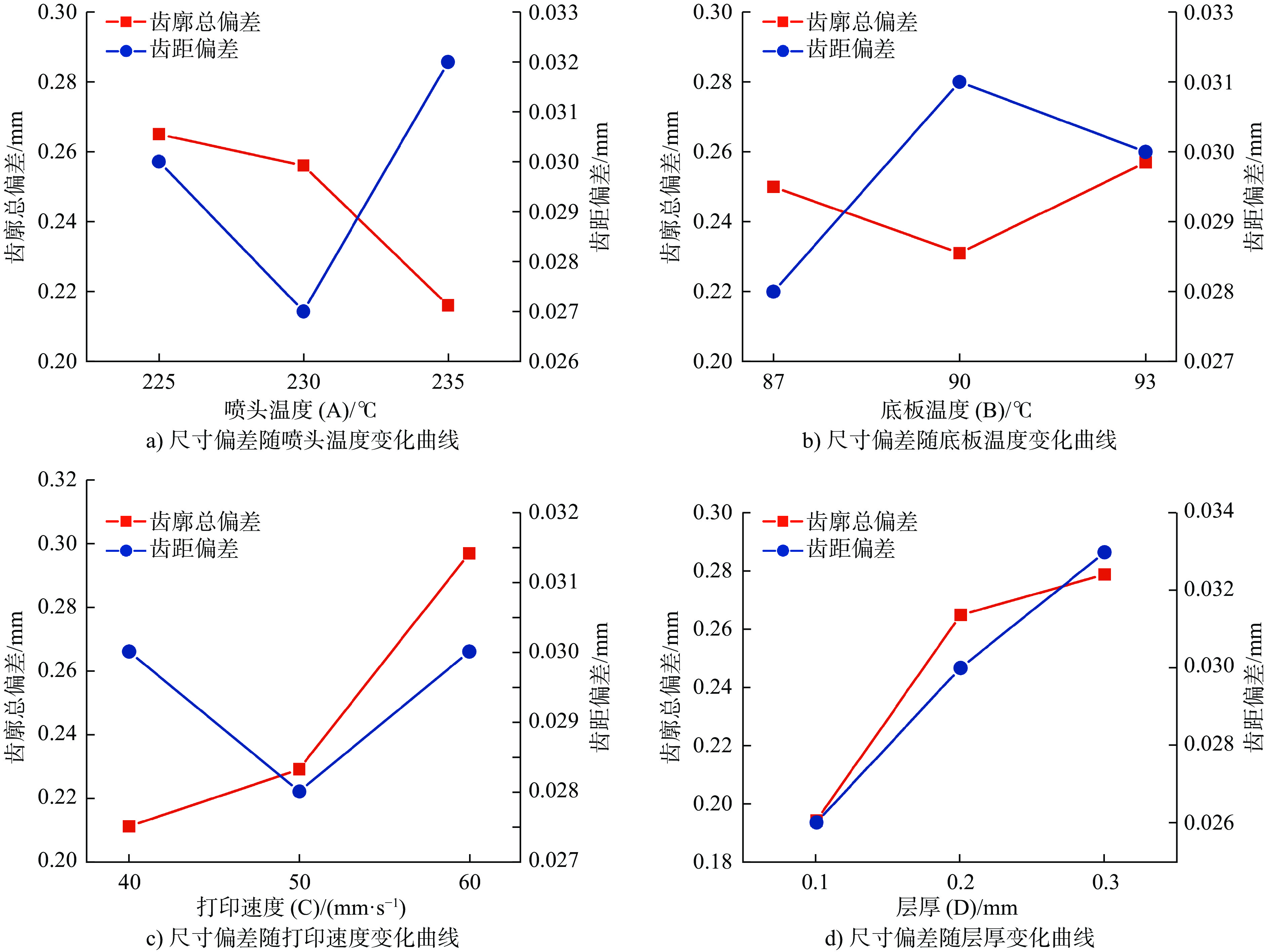
图 8 聚合物直齿轮尺寸偏差随打印参数的变化曲线
Figure 8. The variation curve of the size deviation of the polymer spur gear with printing parameters
表 1 打印参数设置
Table 1. Printing parameter settings
代码 控制参数 水平1 水平2 水平3 A 喷头温度/℃ 225 230 235 B 底板温度/℃ 87 90 93 C 打印速度/(mm·s−1) 40 50 60 D 层厚/mm 0.1 0.2 0.3  下载: 导出CSV
下载: 导出CSV
表 2 L9(34)正交试验表
Table 2. L9(34) orthogonal experimental table
试验编号 控制参数代码 A B C D 1 A1 B1 C1 D1 2 A1 B2 C2 D2 3 A1 B3 C3 D3 4 A2 B1 C2 D3 5 A2 B2 C3 D1 6 A2 B3 C1 D2 7 A3 B1 C3 D2 8 A3 B2 C1 D3 9 A3 B3 C2 D1
下载: 导出CSV
表 3 齿廓总偏差
Table 3. Total profile deviation
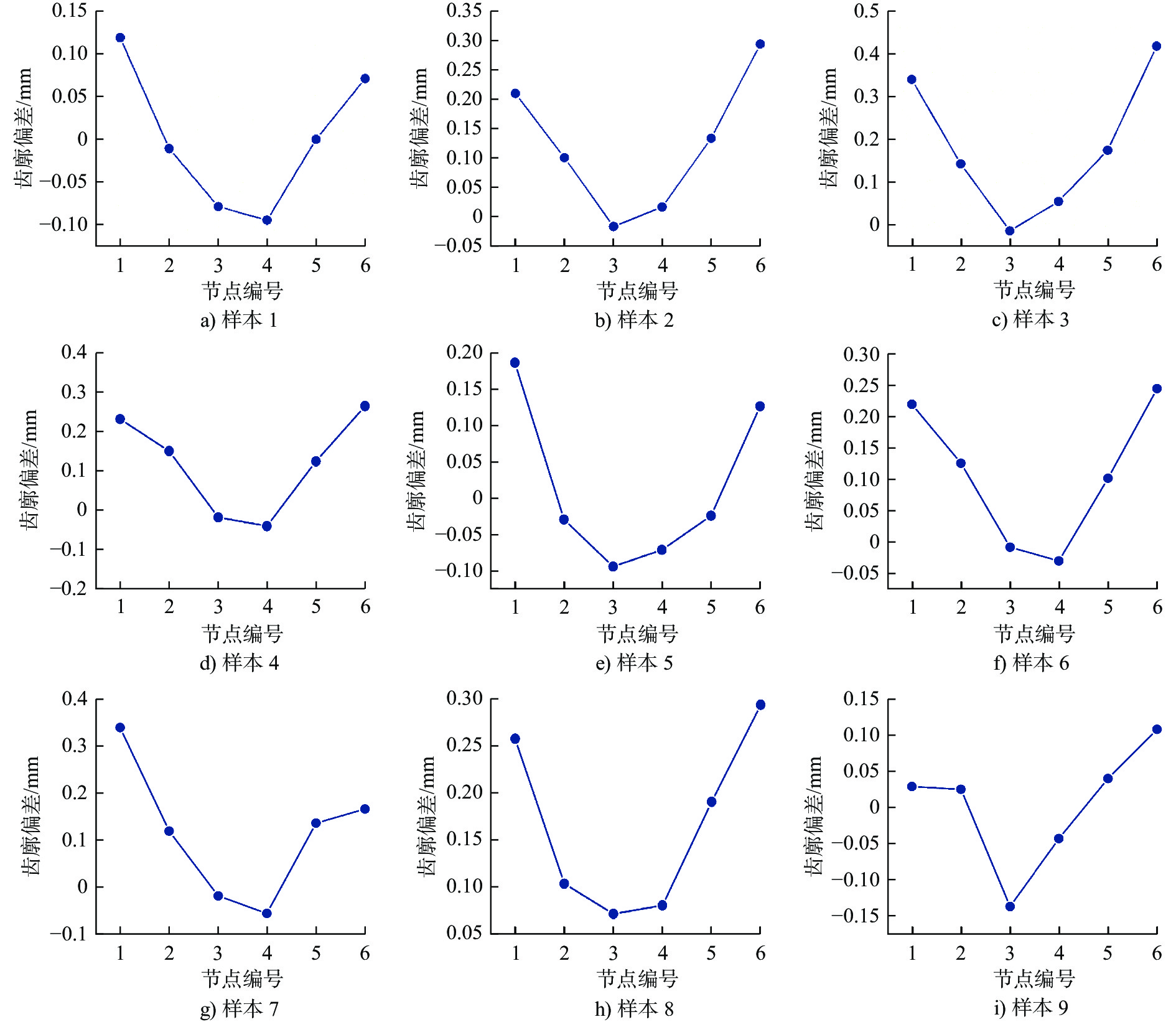
mm 编号 总偏差 左齿面 右齿面 齿廓 1 0.198 0.166 0.182 2 0.226 0.277 0.252 3 0.355 0.364 0.360 4 0.249 0.304 0.277 5 0.281 0.198 0.240 6 0.228 0.275 0.252 7 0.358 0.222 0.290 8 0.186 0.213 0.200 9 0.166 0.151 0.159
下载: 导出CSV
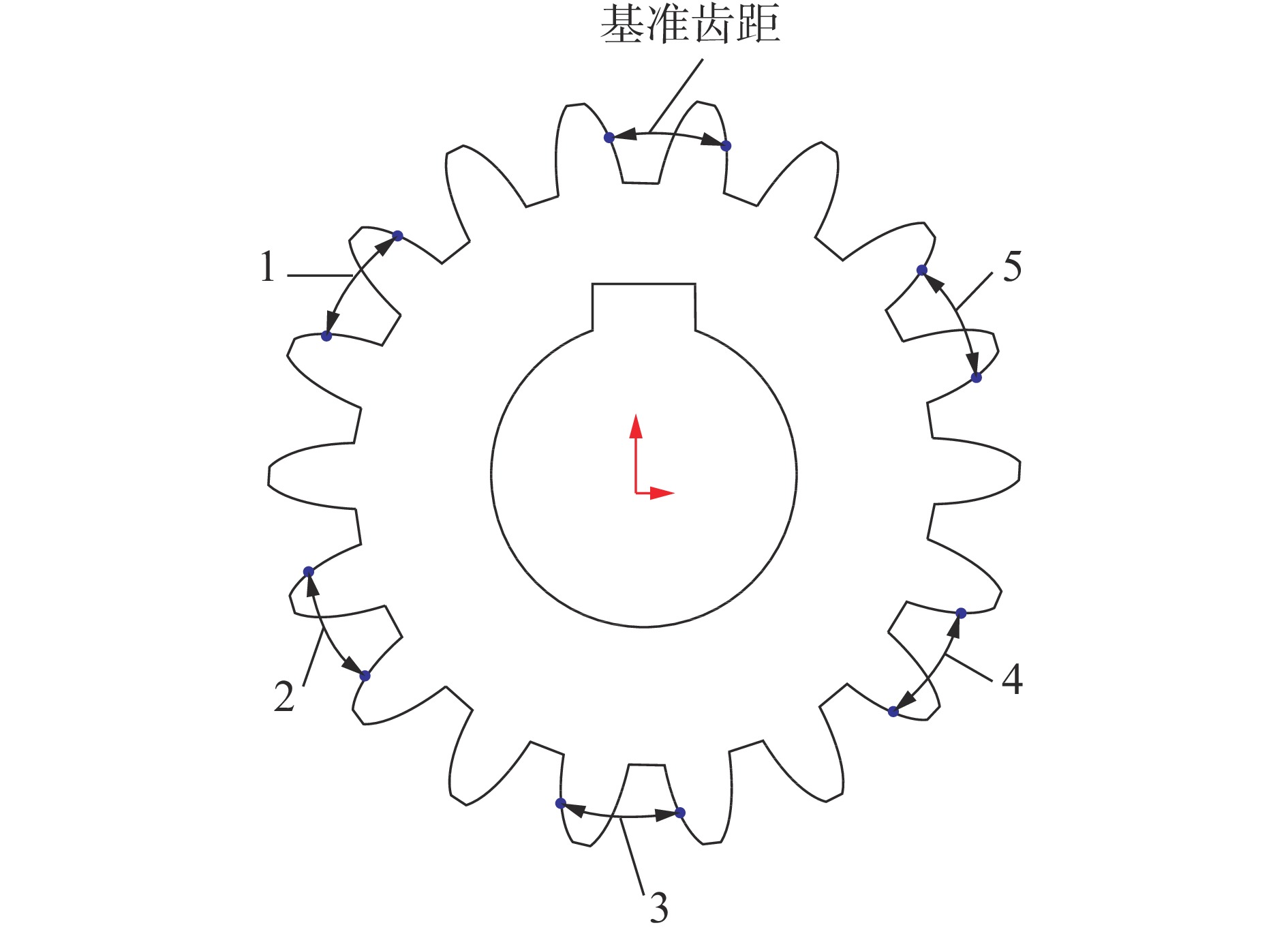
表 4 齿距偏差测量结果
Table 4. Measurement results of pitch deviation
mm 齿轮 第一次 第二次 第三次 第四次 第五次 平均值 1 0.026 0.024 0.022 0.030 0.025 0.025 2 0.025 0.036 0.025 0.034 0.032 0.030 3 0.028 0.035 0.042 0.038 0.030 0.035 4 0.025 0.024 0.035 0.032 0.026 0.028 5 0.030 0.020 0.025 0.021 0.029 0.025 6 0.025 0.029 0.028 0.033 0.025 0.028 7 0.032 0.028 0.029 0.038 0.028 0.031 8 0.045 0.035 0.038 0.030 0.036 0.037 9 0.026 0.032 0.022 0.026 0.030 0.027
下载: 导出CSV
表 5 齿廓总偏差的极差分析
Table 5. Range analysis of total profile deviation
指标 A B C D 齿廓总偏差/mm K1 0.794 0.749 0.634 0.581 K2 0.769 0.692 0.688 0.794 K3 0.649 0.771 0.890 0.837 k1 0.265 0.250 0.211 0.194 k2 0.256 0.231 0.229 0.265 k3 0.216 0.257 0.297 0.279 极差R 0.049 0.026 0.086 0.085 因素主次顺序 CDAB 最优方案 C1D1A3B2
下载: 导出CSV
表 6 齿距偏差的极差分析
Table 6. Range analysis of pitch deviation
指标 A B C D 齿距偏差/mm K1 0.090 0.084 0.090 0.077 K2 0.081 0.092 0.085 0.089 K3 0.095 0.090 0.091 0.100 k1 0.030 0.028 0.030 0.026 k2 0.027 0.031 0.028 0.030 k3 0.032 0.030 0.030 0.033 极差R 0.005 0.003 0.002 0.007 因素主次顺序 DABC 最优方案 D1A2B1C2
下载: 导出CSV
-
[1] 薛乐, 赵东标. 熔融沉积成型自适应树状支撑生成算法研究[J]. 机械科学与技术, 2021, 40(11): 1730-1734.XUE L, ZHAO D B. Research on adaptive tree support generation algorithm for fused deposition modeling[J]. Mechanical Science and Technology for Aerospace Engineering, 2021, 40(11): 1730-1734. (in Chinese) [2] SINGH S, SINGH G, PRAKASH C, et al. Current status and future directions of fused filament fabrication[J]. Journal of Manufacturing Processes, 2020, 55: 288-306. doi: 10.1016/j.jmapro.2020.04.049 [3] PISULA J, BUDZIK G, TUREK P, et al. An analysis of polymer gear wear in a spur gear train made using FDM and FFF methods based on tooth surface topography assessment[J]. Polymers, 2021, 13(10): 1649. doi: 10.3390/polym13101649 [4] MATKOVIČ S, POGAČNIK A, KALIN M. Wear-coefficient analyses for polymer-gear life-time predictions: a critical appraisal of methodologies[J]. Wear, 2021, 480-481: 203944. doi: 10.1016/j.wear.2021.203944 [5] 胡邓平, 文泽军, 陈裕和, 等. 基于3D打印技术的FDM薄板塑件表面成型精度试验研究[J]. 中国塑料, 2017, 31(2): 82-87.HU D P, WEN Z J, CHEN Y H, et al. Surface-molding accuracy of FDM thin plastic parts molded by 3D printing[J]. China Plastics, 2017, 31(2): 82-87. (in Chinese) [6] CHARALAMPOUS P, KOSTAVELIS I, KONTODINA T, et al. Learning-based error modeling in FDM 3D printing process[J]. Rapid Prototyping Journal, 2021, 27(3): 507-517. doi: 10.1108/RPJ-03-2020-0046 [7] KUO C C, WU Y R, LI M H, et al. Minimizing warpage of ABS prototypes built with low-cost fused deposition modeling machine using developed closed-chamber and optimal process parameters[J]. The International Journal of Advanced Manufacturing Technology, 2019, 101(1-4): 593-602. doi: 10.1007/s00170-018-2969-7 [8] 冯建军, 梁宏斌, 于阳. FDM快速成型工艺参数的分析与优化研究[J]. 机械科学与技术, 2019, 38(5): 742-748.FENG J J, LIANG H B, YU Y. Analysis and optimization of processing parameters in FDM rapid prototyping[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(5): 742-748. (in Chinese) [9] 刘健, 南思豪, 关舒文, 等. FDM工艺参数及后处理对PLA筒形件成型质量的影响[J]. 中国塑料, 2019, 33(7): 57-62. doi: 10.19491/j.issn.1001-9278.2019.07.010LIU J, NAN S H, GUAN S W, et al. Effects of FDM process parameters and post-finishing on forming quality of PLA cylindrical parts[J]. China Plastics, 2019, 33(7): 57-62. (in Chinese) doi: 10.19491/j.issn.1001-9278.2019.07.010 [10] PISULA J. The geometric accuracy analysis of polymer spiral bevel gears carried out in a measurement system based on the Industry 4 0 structure[J]. Polimery, 2019, 64(5): 353-360. doi: 10.14314/polimery.2019.5.6 [11] BUDZIK G, DZIUBEK T, KOZIK B, et al. Methodology of increasing accuracy of gear models manufactured using additive FDM method[J]. Advances in Manufacturing Science and Technology, 2015, 39(4): 37-52. [12] 王春香, 石宏民. 基于三维扫描点云对渐开线斜齿圆柱齿轮的参数提取[J]. 机床与液压, 2014, 42(23): 100-105. doi: 10.3969/j.issn.1001-3881.2014.23.025WANG C X, SHI H M. Acquisition of parameter of involute helical cylinder gear wheel based on point cloud by 3-D laser scanner[J]. Machine Tool & Hydraulics, 2014, 42(23): 100-105. (in Chinese) doi: 10.3969/j.issn.1001-3881.2014.23.025 [13] 汤洁, 刘小兵, 李睿. 未知参数小模数齿轮齿距和齿廓偏差视觉测量[J]. 光学 精密工程, 2021, 29(1): 100-109. doi: 10.37188/OPE.20212901.0100TANG J, LIU X B, LI R. Vision measurement of pitch and profile deviations for small modulus gears with unknown parameters[J]. Optics and Precision Engineering, 2021, 29(1): 100-109. (in Chinese) doi: 10.37188/OPE.20212901.0100 [14] 魏建杰, 汤洁, 石照耀. 基于ISO 1328-1: 2013的齿距偏差评定方法[J]. 测控技术, 2019, 38(9): 88-91.WEI J J, TANG J, SHI Z Y. Evaluation software of gear pitch deviations based on ISO 1328-1: 2013[J]. Measurement & Control Technology, 2019, 38(9): 88-91. (in Chinese) [15] 杨裕金, 林鸿裕, 杨晨, 等. 基于正交实验的熔融沉积成型工艺参数的优化[J]. 中国塑料, 2019, 33(6): 69-75. doi: 10.19491/j.issn.1001-9278.2019.06.012YANG Y J, LIN H Y, YANG C, et al. Optimization of process parameters of fused deposition modeling based on orthogonal experiment[J]. China Plastics, 2019, 33(6): 69-75. (in Chinese) doi: 10.19491/j.issn.1001-9278.2019.06.012 -



 点击查看大图
点击查看大图
计量
- 文章访问数: 95
- HTML全文浏览量: 65
- PDF下载量: 18
- 被引次数: 0
