




Process Algorithm of Peripheral Tooth Chip Groove in Numerical Control Grindingof Rough Milling Cutter
-
摘要: 针对粗铣刀分屑槽形状的磨削工艺,对粗铣刀周齿分屑槽结构参数进行了定义,建立了加工坐标系及切深引导曲线方程;借助运动学理论,提出了砂轮磨削姿态和砂轮磨削轨迹的计算方法;在VC++环境开发了一套算法模块,并对其进行了仿真验证及与Numroto磨削软件的仿真结果对比。结果表明,该轨迹算法能够较好的实现预期效果,具有较好的刀具结构扩展性和加工精度。Abstract: Aiming at the grinding process of the shape of chip groove of rough milling cutter, this paper defined the structural parameters of chip groove of peripheral teeth of rough milling cutter, and established the machining coordinate system and cutting depth guide curve equations. And with the theory of kinematics, the calculation method of grinding attitude and grinding track of grinding wheel was put forward. Finally, a set of algorithm modules was developed in VC + + environment, which was verified by simulation and compared with the simulation results of Numroto grinding software. The results show that the trajectory algorithm can achieve the desired effect well, and has better tool structure extensibility and machining accuracy.
-
Key words:
- rough milling cutter /
- peripheral tooth chip groove /
- grinding trajectory /
- algorithm
-
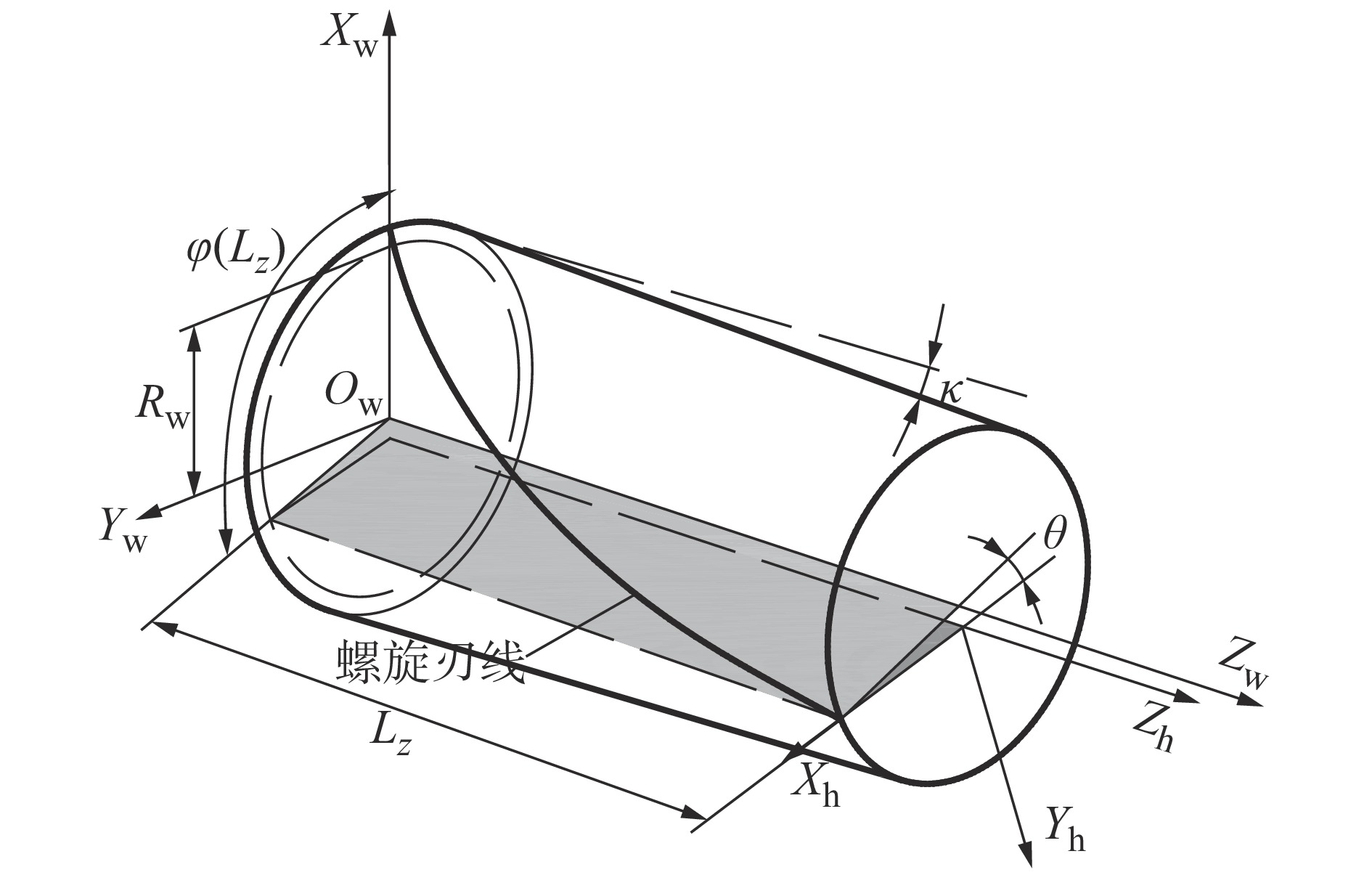
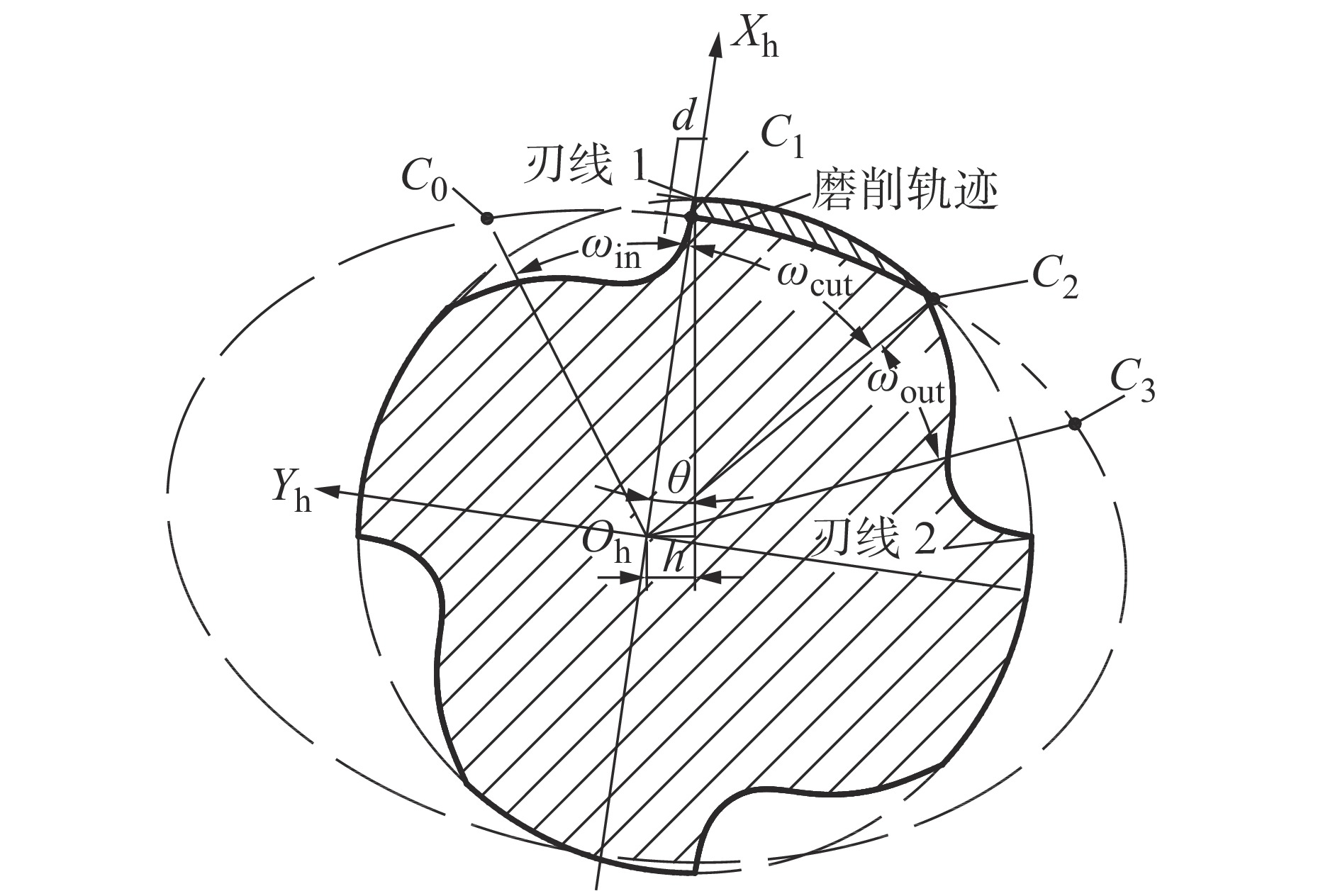
图 2 工件坐标系及后角坐标系位置示意图
Figure 2. Schematic diagram of the workpiece coordinate system and the position of the back angle coordinate system
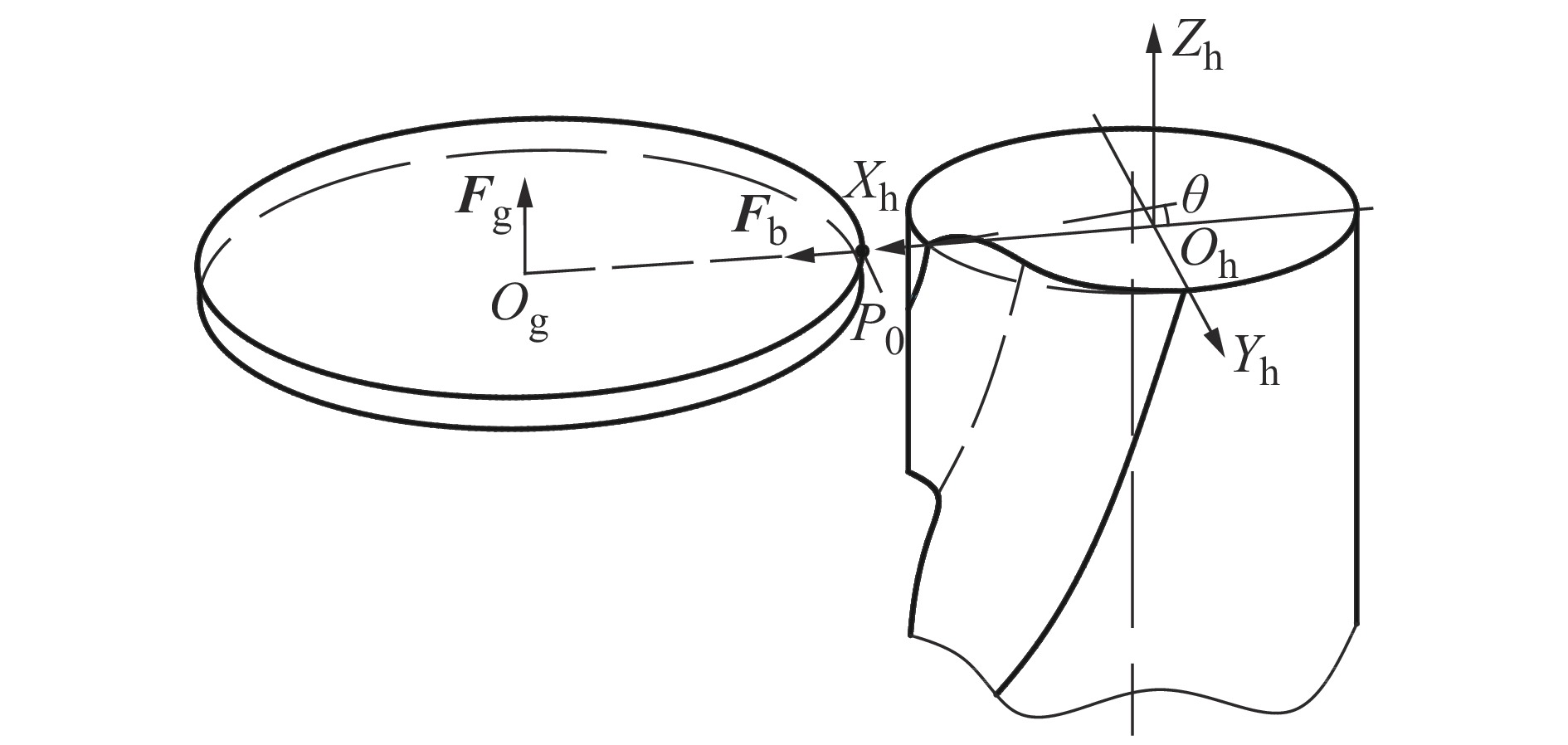
图 4 砂轮参数及砂轮初始姿态示意图
Figure 4. Schematic diagram of the parameters and initial posture of the grinding wheel
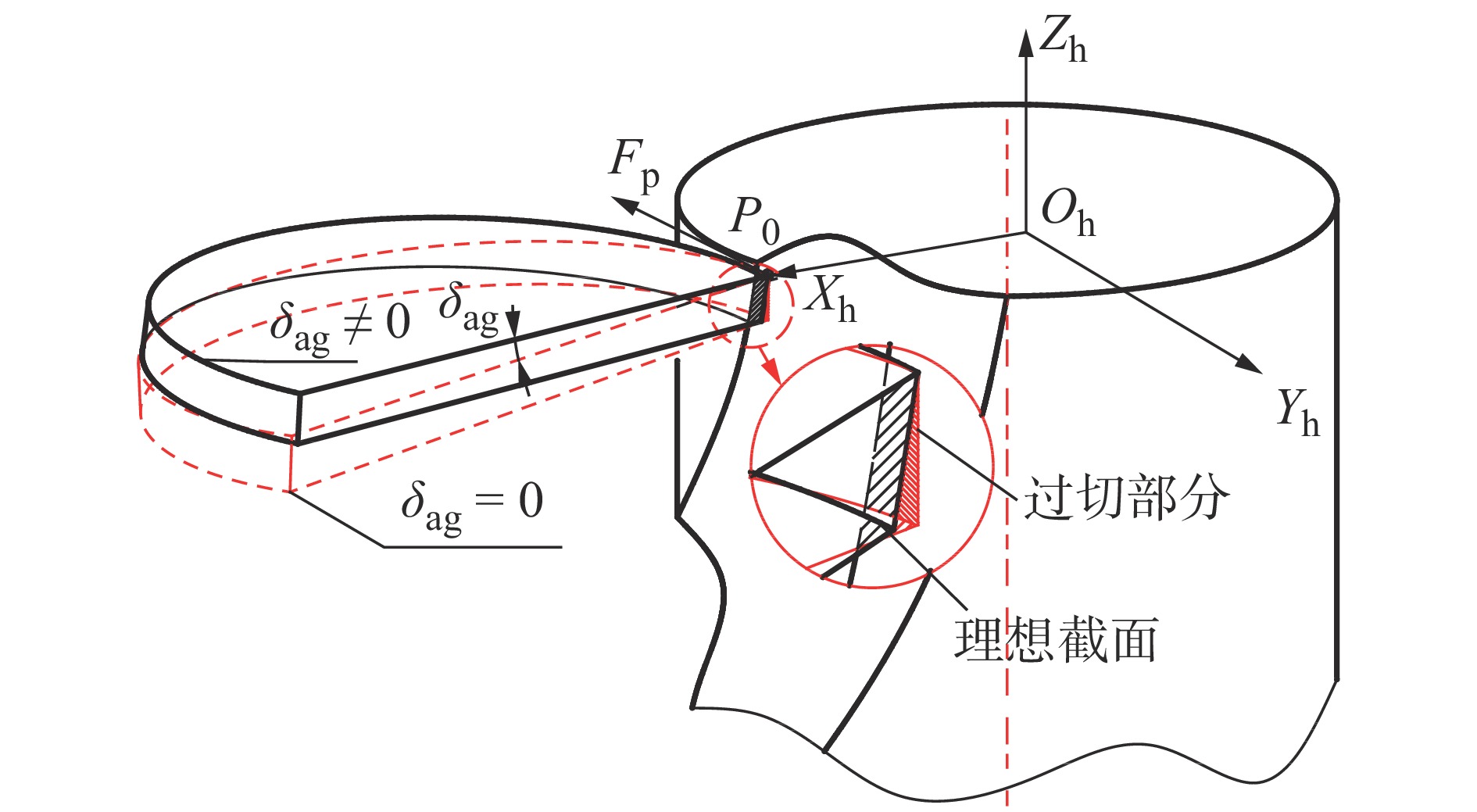
图 5 磨削姿态及砂轮修正角δag示意图
Figure 5. Schematic diagram of the grinding posture and grinding wheel correction angle δag
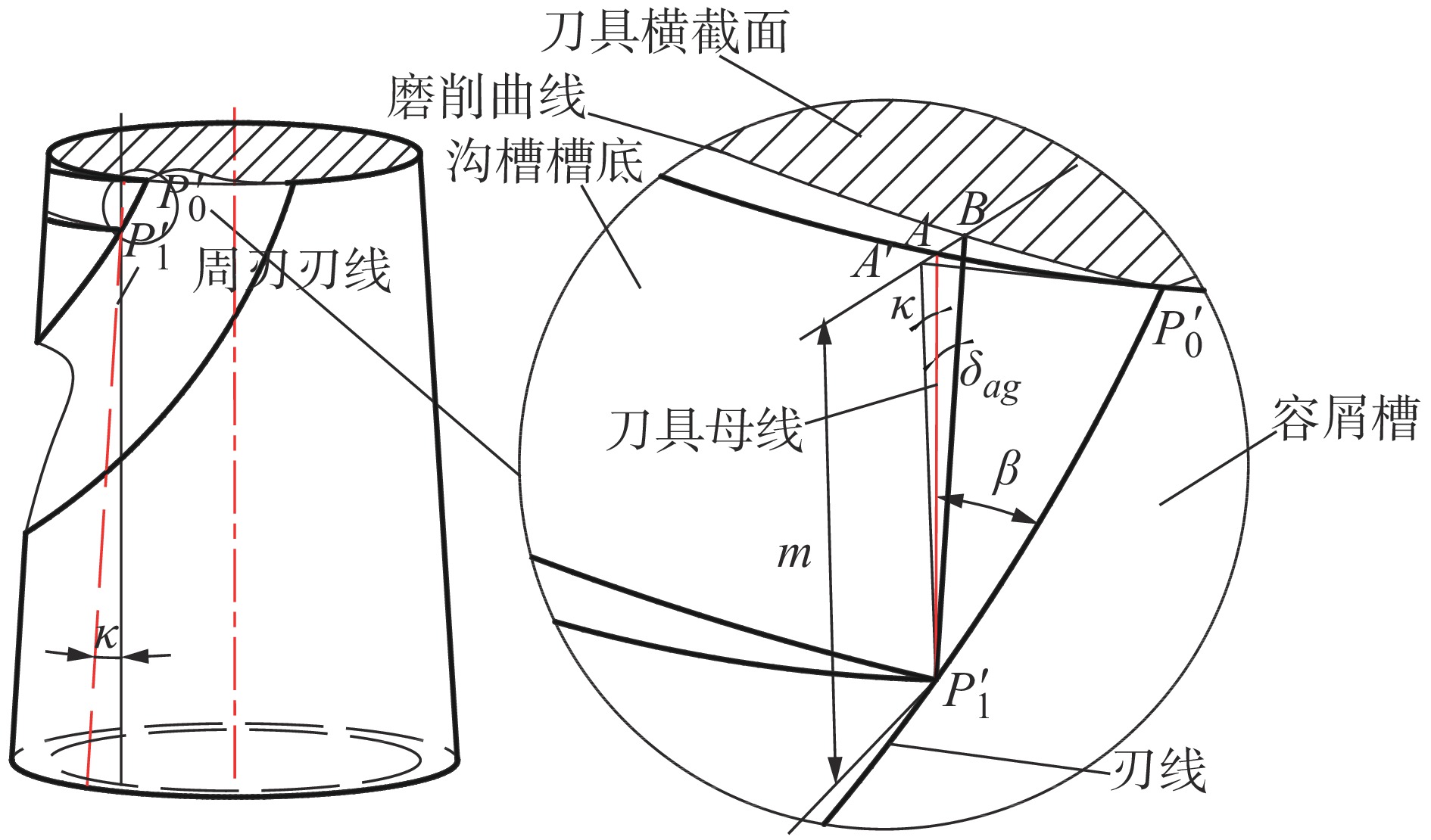
图 6 砂轮倾角δag参数求解示意图
Figure 6. Schematic diagram of the calculation of the grinding wheel inclination angle δag
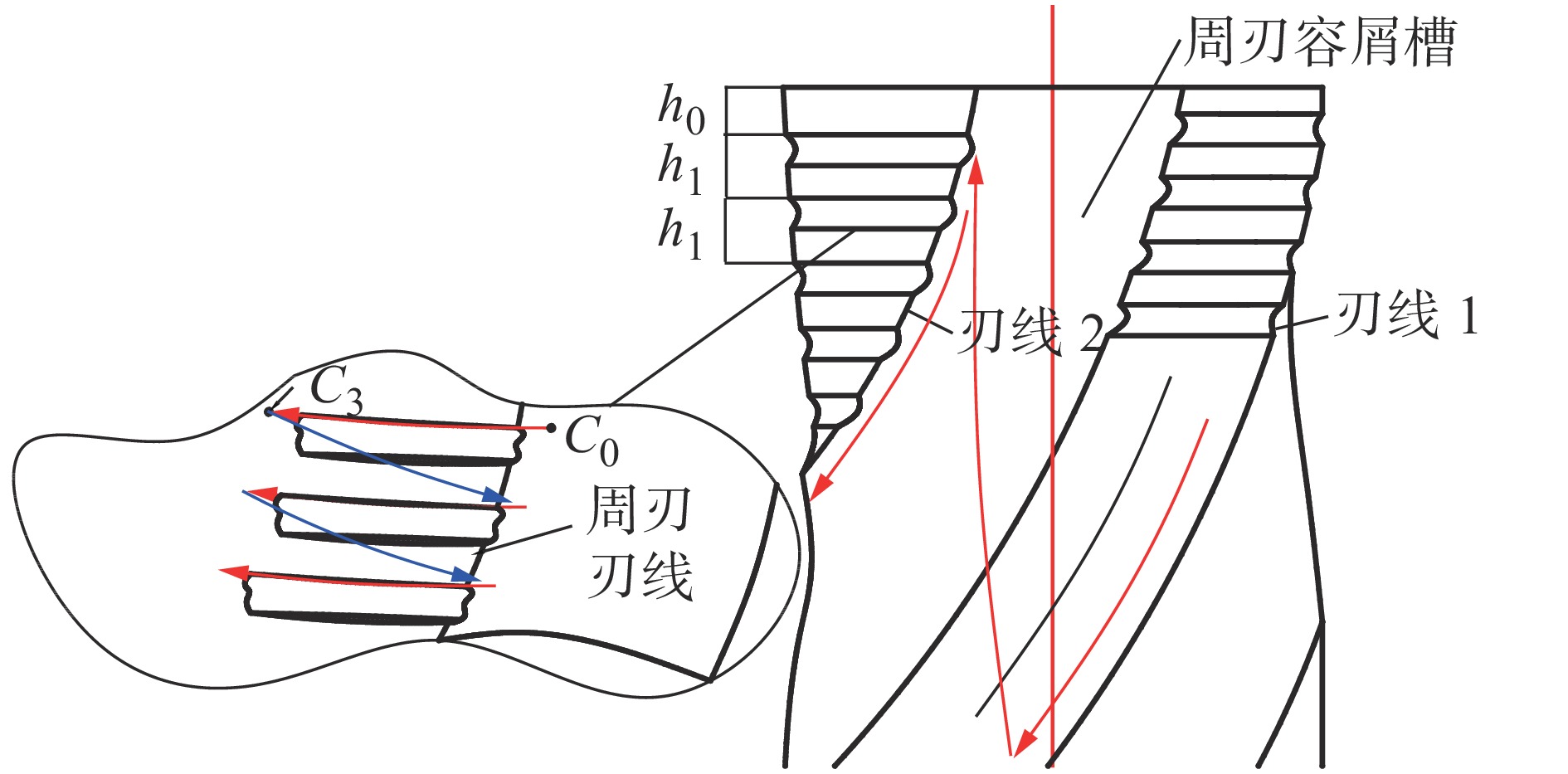
图 7 周刃分屑槽加工路径示意图
Figure 7. Schematic diagram of the processing path of the circumferential chip-dividing groove
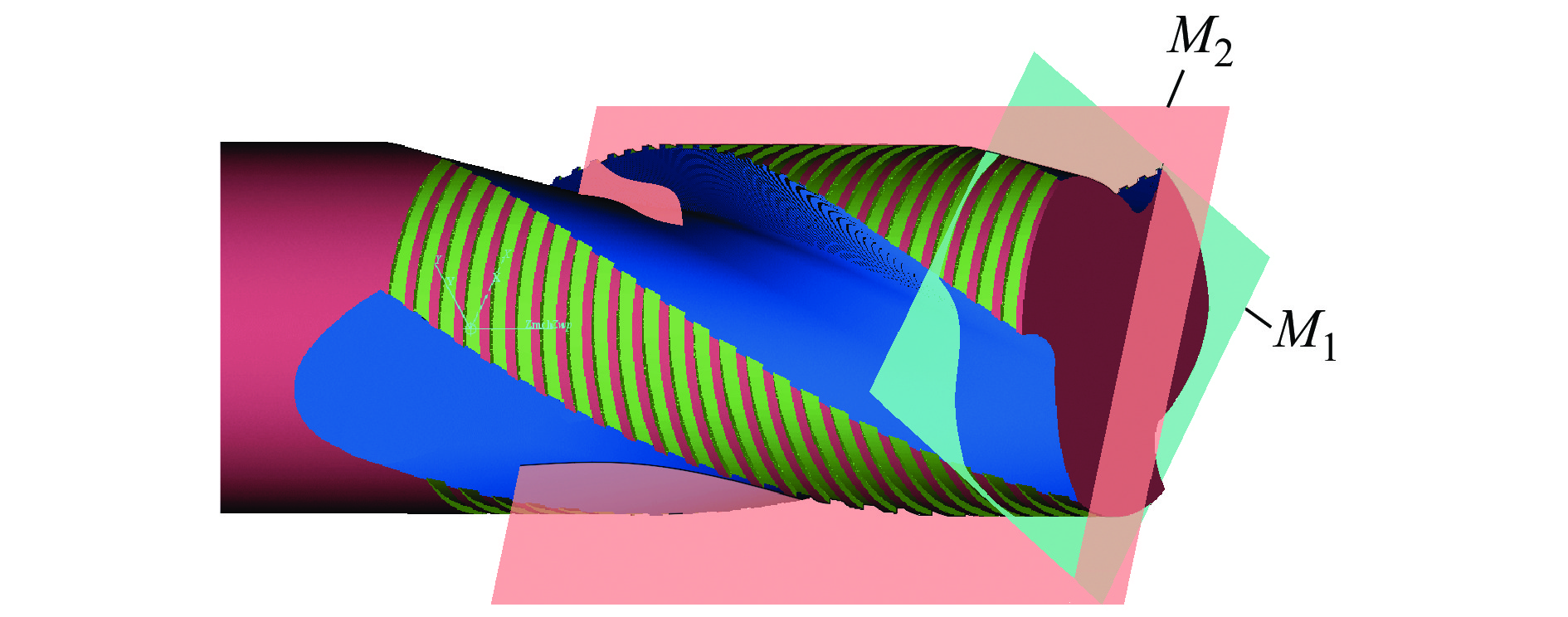
图 8 粗铣刀分屑槽仿真结果
Figure 8. Simulation results for the chip dividing groove with the rough milling cutter

图 10 本算法与Numroto刀具软件算法仿真结果
Figure 10. Simulation results for the algorithm and the Numroto tool software algorithm
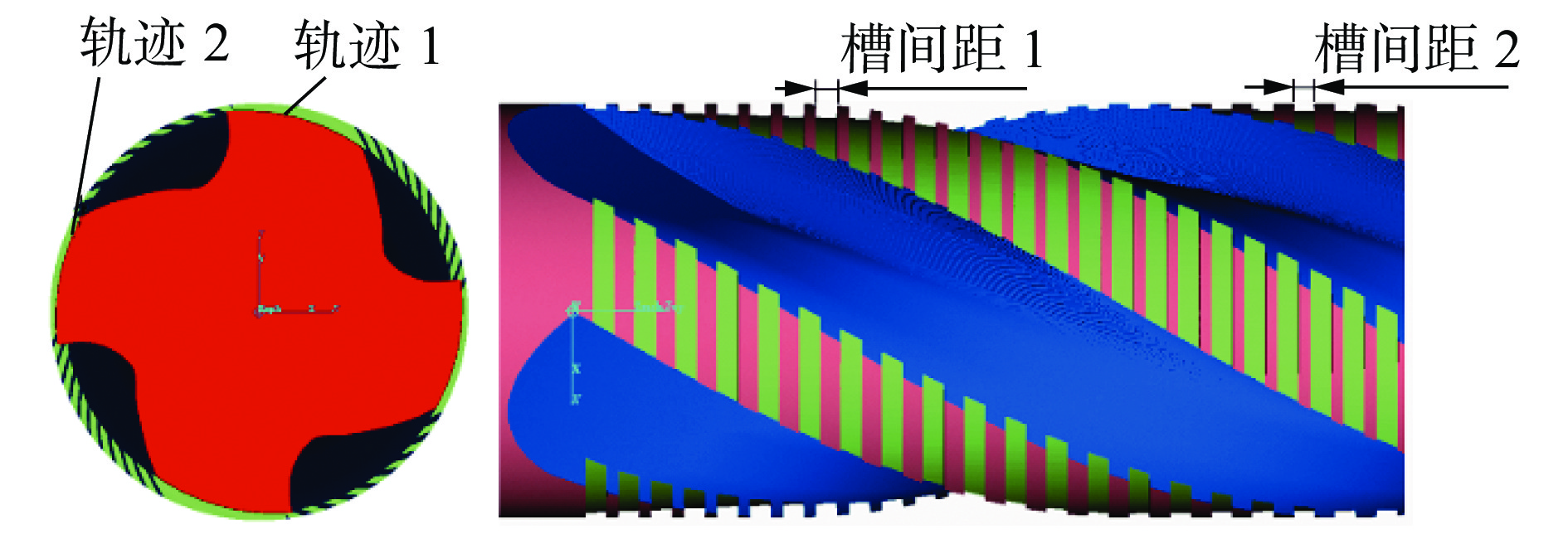
图 11 两种分屑槽结构的粗铣刀仿真结果
Figure 11. Simulation results of two types of chip dividing groove structures with the rough milling cutter
表 1 加工参数对比表
Table 1. Comparison table of processing parameters
参数 δag=0 δag≠0 槽宽m/mm 0.5 0.5 起始切深d/mm 0.08 0.08 加工长度Lw/mm 20 20 起始半径Rw/mm 5 5 螺旋角β/(°) 30 30 锥度κ/(°) 0 0 切入角度ωin/(°) 20 20 磨削角度ωcut/(°) 55 55 切出角度ωout/(°) 20 20 齿顶高度h0/mm 0.2 0.2 槽间距h1/mm 0.8 0.8 修正角度δag/(°) 0 2.88066 注:毛坯直径余量为0.05 mm,长度余量为0.2 mm。  下载: 导出CSV
下载: 导出CSV
表 2 关键参数测量值
Table 2. Measured values of key parameters
参数 δag = 0 δag = 2.88066° m/mm 0.4996 0.5040 h0/mm 0.1994 0.1942 h1/mm 0.7985 0.7948 d/mm 0.0865 0.0816 d1/mm 0.1016 0.0876
下载: 导出CSV
表 3 对比测量结果
Table 3. Comparison of measurement results
mm 参数 设计值 5次测量平均值
(本算法)5次测量平均值
(Numroto软件)m 0.5 0.5209 0.5283 d 0.08 0.0828 0.0812 d1 0.08 0.0861 0.0911
下载: 导出CSV
-
[1] MATSUMURA T, SHIRAKASHI T, USUI E. Analysis of cutting process with roughing end mill[J]. International Journal of Material Forming, 2009, 2(1): 555-558. [2] WANG J J J, YANG C S. Angle and frequency domain force models for a roughing end mill with a sinusoidal edge profile[J]. International Journal of Machine Tools and Manufacture, 2003, 43(14): 1509-1520. doi: 10.1016/S0890-6955(03)00163-9 [3] DOMBOVARI Z, ALTINTAS Y, STEPAN G. The effect of serration on mechanics and stability of milling cutters[J]. International Journal of Machine Tools and Manufacture, 2010, 50(6): 511-520. doi: 10.1016/j.ijmachtools.2010.03.006 [4] TEHRANIZADEH F, KOCA R, BUDAK E. Investigating effects of serration geometry on milling forces and chatter stability for their optimal selection[J]. International Journal of Machine Tools and Manufacture, 2019, 144: 103425. doi: 10.1016/j.ijmachtools.2019.103425 [5] 袁剑. 波形刃铣刀成型砂轮设计[J]. 工具技术, 2015, 49(3): 57-58. doi: 10.3969/j.issn.1000-7008.2015.03.017YUAN J. Design of form grinding wheel for wave-edge end milling cutter[J]. Tool Engineering, 2015, 49(3): 57-58. (in Chinese) doi: 10.3969/j.issn.1000-7008.2015.03.017 [6] 邓楠, 李察, 刘铭, 等. 波形刃铣刀加工工艺研究[J]. 工具技术, 2014, 48(8): 102-103. doi: 10.3969/j.issn.1000-7008.2014.08.027DENG N, LI C, LIU M, et al. Research on processing technology of wave milling[J]. Tool Engineering, 2014, 48(8): 102-103. (in Chinese) doi: 10.3969/j.issn.1000-7008.2014.08.027 [7] MANNAN M A. Wear behaviour of serrated-form roughing end milling cutters[M]//TOBIAS S A. Machine Tool Design and Research. London: Red Globe Press, 1985: 279-280 [8] ZHANG B, ZHENG L, ZHANG Z, et al. A cutting force model for a waved-edge end milling cutter[J]. The International Journal of Advanced Manufacturing Technology, 2003, 21(6): 403-410. doi: 10.1007/s001700300047 [9] JIANG E L, HUANG L K, JIANG F. Research on the tool wear mechanism of the wave-edge end mill based on the tool-chip contact analysis[J]. The International Journal of Advanced Manufacturing Technology, 2020, 108(3): 801-808. doi: 10.1007/s00170-020-05424-5 [10] 牛斌, 徐洪璋, 张其存. 微齿铣刀分屑槽几何参数对切削复合材料的影响研究[J]. 工具技术, 2020, 54(12): 26-30. doi: 10.3969/j.issn.1000-7008.2020.12.005NIU B, XU H Z, ZHANG Q C. Effects of chip groove geometry parameters on milling composite using micro-tooth milling cutter[J]. Tool Engineering, 2020, 54(12): 26-30. (in Chinese) doi: 10.3969/j.issn.1000-7008.2020.12.005 [11] 董亚丁. 后波刃立铣刀的设计、制造及砂轮型面修正[J]. 工具技术, 2012, 46(7): 65-66. doi: 10.3969/j.issn.1000-7008.2012.07.020DONG Y D. Design, manufacture and grinding wheel profile modification of end milling cutter with back waved edge[J]. Tool Engineering, 2012, 46(7): 65-66. (in Chinese) doi: 10.3969/j.issn.1000-7008.2012.07.020 -


 点击查看大图
点击查看大图

计量
- 文章访问数: 129
- HTML全文浏览量: 55
- PDF下载量: 12
- 被引次数: 0
