




Investigation of Depth and Surface Roughness in Abrasive Water Jet Milling of Titanium Alloy
-
摘要: 磨料水射流铣削技术柔性大、工艺参数复杂,其加工性能难以有效控制。针对这一问题,本文首先通过响应曲面法研究了磨料水射流铣削钛合金时典型工艺参数对铣削深度和表面粗糙度的影响,并采用传统回归方式建立了经验预测模型;其次在结合磨粒磨损理论、高斯轮廓模型和表面成形分析的基础上,进一步建立了铣削深度和表面粗糙度的半经验预测模型;然后利用实验数据进行了参数标定;最后通过实验验证和对比了两种模型。结果表明,两种预测模型的平均误差均小于15%,相比经验模型,半经验模型既可以解释参数影响和铣削机理,又可以保证预测的准确率和稳定性,对于控制铣削深度和表面质量具有重要价值。Abstract: Abrasive water jet milling technology has large flexibility and complex processing parameters, so its machining performance is difficult to effectively control. To solve this problem, firstly, the influence of the typical process parameters on the milling depth and surface roughness in abrasive water jet milling of titanium alloy is investigated with the response surface methodology (RSM). Then an empirical model is established with the traditional regression method. Secondly, a semi empirical model for milling depth and surface roughness is established in terms of the abrasive wear theory, Gaussian profile model and surface forming analysis. Thirdly, the coefficients are calibrated by using the experimental data. Eventually the two models are verified and compared with the experiments. The results show that the average error of the two prediction models is below 15%. Comparing with the empirical model, the semi empirical model can not only explain the influence of the parameters and milling mechanism, but also ensure the accuracy and stability of prediction, which is of great value for controlling the milling depth and surface quality.
-
Key words:
- abrasive water jet milling /
- titanium alloy /
- prediction model /
- abrasive wear theory /
- gaussian profile
-
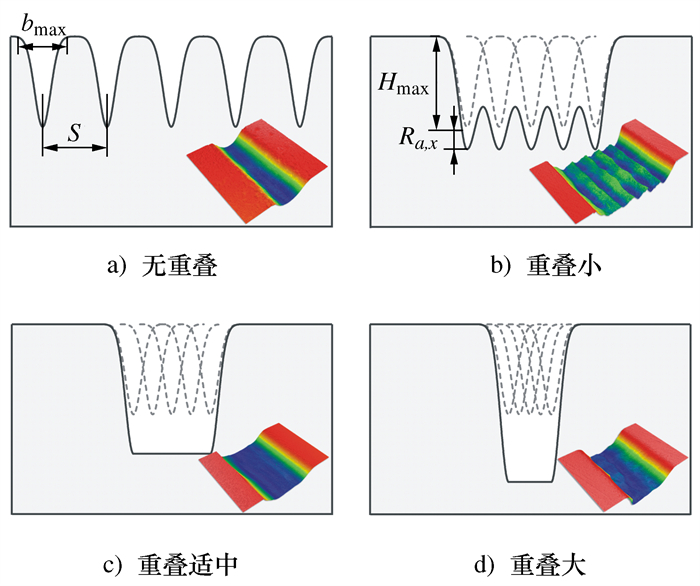
图 2 横向进给对磨痕廓形的影响
Figure 2. The influence of transverse feeding on the profile shape of the grinding mark

图 3 不同经验模型的残差正态概率分布
Figure 3. Normal probability distributions of the residuals for different empirical models
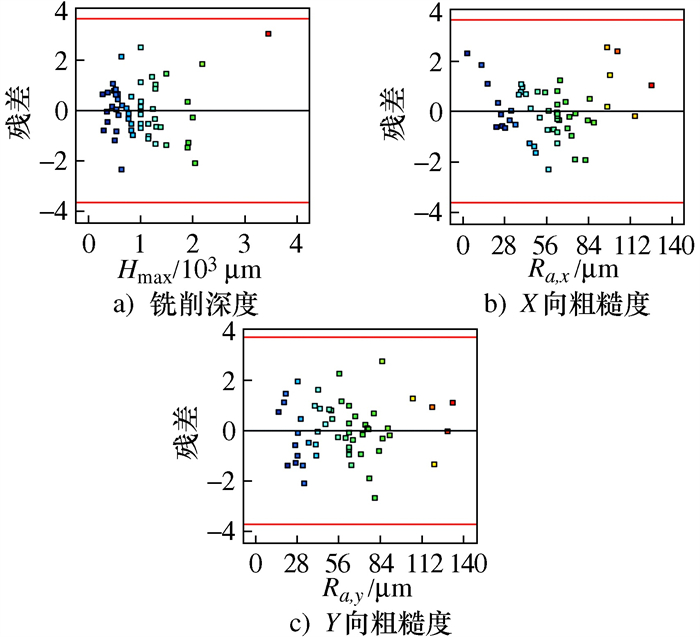
图 4 不同经验模型的残差与预测响应间的关系
Figure 4. The relationship between residuals and predicted responses for different empirical models

图 5 单个工艺参数对不同铣削特性响应的影响
Figure 5. The influence of individual process parameters on the responses of different milling characteristics

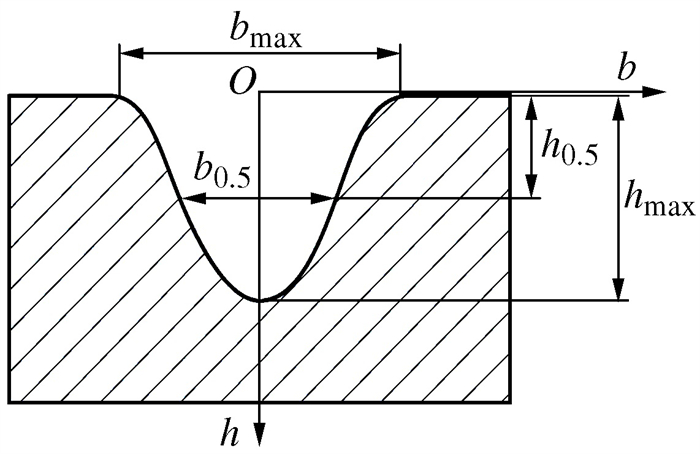
图 7 不同方向的一维轮廓粗糙度形成原理
Figure 7. Formation principle of one-dimensional profile roughness in different directions
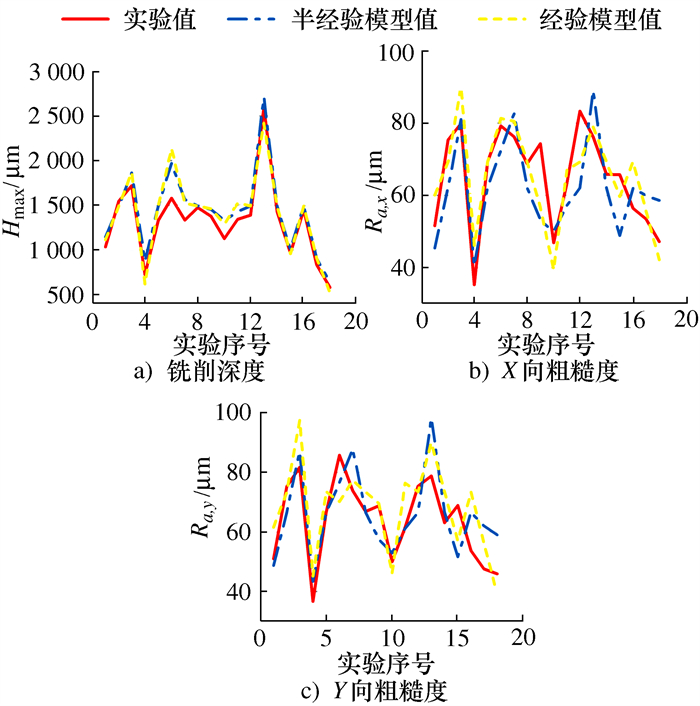
图 8 铣削性能实验值与预测模型值的对比
Figure 8. Comparison of experimental values and predicted model values for milling performance
表 1 工件和磨料的材料性能
Table 1. Material properties of the workpiece and abrasive
材料 σf/MPa σb/MPa ρ/(g·cm-3) 莫氏硬度 粒度/目 Ti6Al4V ≥860 ≥895 4.51 - - 石榴石 - - 3.4~4.3 7.5 80  下载: 导出CSV
下载: 导出CSV
表 2 响应曲面实验设计中的因素及水平
Table 2. Factors and levels in the response surface experimental design
工艺因素 水平1 水平2 水平3 -1 0 1 A: 射流压力P/MPa 220 260 300 B: 磨料流量ma/(g·min-1) 200 480 760 C: 靶距D/mm 6 14 22 D: 射流角度α/(°) 30 60 90 E: 进给速度u/(mm·s-1) 30 50 70 F: 横向进给量S/mm 0.4 0.6 0.8
下载: 导出CSV
表 3 验证实验中的因素及水平
Table 3. Factors and levels in validation experiments
工艺因素 水平 水平 水平 水平 水平 水平 射流压力P -1, 0, 1 0 0 0 0 0 磨料流量 
0 -1, 0, 1 0 0 0 0 靶距D 0 3 -1, 0, 1 0 0 0 射流角度α 1 1 1 -1, 0, 1 1 1 进给速度u 0 0 0 0 -1, 0, 1 0 横向进给量S -1 -1 -1 -1 -1 -1, 0, 1
下载: 导出CSV
表 4 模型误差统计
Table 4. Model error statistics
% 铣削特性 模型类型 平均误差 最大误差 误差标准差 铣削深度 经验模型 9.57 34.92 7.71 半经验模型 9.38 24.57 6.62 X向粗糙度 经验模型 10.87 31.16 8.75 半经验模型 13.81 28.41 7.75 Y向粗糙度 经验模型 14.58 36.81 9.12 半经验模型 13.54 30.53 10.09
下载: 导出CSV
-
[1] 高卫杰. 自旋转刀具高速铣削钛合金刀具磨损机理和试验研究[D]. 哈尔滨理工大学, 2020.GAO W J. Wear mechanism and experimental study of high speed milling titanium alloy with self-propelled rotary cutter[D]. Harbin: Harbin University of Science and Technology, 2020. (in Chinese) [2] SARAVANAN S, VIJAYAN V, SUTHAHAR S T J, et al. A review on recent progresses in machining methods based on abrasive water jet machining[J]. Materials Today: Proceedings, 2020, 21: 116-122. doi: 10.1016/j.matpr.2019.05.373 [3] 吴晶华. 磨料水射流及其冲蚀过程的介观模型与模拟[D]. 南京: 东南大学, 2010.WU J H. Model and simulation of the erosion process by abrasive waterjet[D]. Nanjing: Southeast University, 2010. (in Chinese) [4] OZCAN Y, TUNC L T, KOPACKA J, et al. Modelling and simulation of controlled depth abrasive water jet machining (AWJM) for roughing passes of free-form surfaces[J]. The International Journal of Advanced Manufacturing Technology, 2021, 114(11): 3581-3596. doi: 10.1007/s00170-021-07131-1 [5] BITTER J G A. A study of erosion phenomena part I[J]. Wear, 1963, 6(1): 5-21. doi: 10.1016/0043-1648(63)90003-6 [6] BITTER J G A. A study of erosion phenomena: Part Ⅱ[J]. Wear, 1963, 6(1): 169-190. doi: 10.1016/0043-1648(63)90073-5 [7] HASHISH M. An improved model of erosion by solid particle impact[C]//Proceeding of the Seventh International Conference on Erosion by Liquid and Solid Impact. Cambridge: Cavendish Laboratory, 1987: 66. [8] 冯衍霞. 磨料水射流铣削陶瓷材料加工技术研究[D]. 济南: 山东大学, 2007.FENG Y X. A study on milling ceramics with abrasive waterjet technology[D]. Ji′nan: Shandong University, 2007. (in Chinese) [9] Sultan T, Gilles P, Cohen G, et al. Modeling incision profile in AWJM of Titanium alloys Ti6Al4V[J]. Mechanics & Industry, 2016, 17(4): 403. doi: 10.3969/j.issn.1007-7294.2016.04.003 [10] ALBERDI A, RIVERO A, DE LACALLE L N L. Experimental study of the slot overlapping and tool path variation effect in abrasive waterjet milling[J]. Journal of Manufacturing Science and Engineering, 2011, 133(3): 034502. doi: 10.1115/1.4004320 [11] BUI V H, GILLES P, SULTAN T, et al. A new cutting depth model with rapid calibration in abrasive water jet machining of titanium alloy[J]. The International Journal of Advanced Manufacturing Technology, 2017, 93(5): 1499-1512. doi: 10.1007/s00170-017-0581-x [12] ANWAR S, AXINTE D A, BECKER A A. Finite element modelling of overlapping abrasive waterjet milled footprints[J]. Wear, 2013, 303(1-2): 426-436. doi: 10.1016/j.wear.2013.03.018 [13] BUI V H, GILLES P, SULTAN T, et al. Adaptive speed control for waterjet milling in pocket corners[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(1-4): 77-89. doi: 10.1007/s00170-019-03546-z [14] UMANATH K, DEVIKA D, BEGUM S R. Experimental investigation of role of particles size and cutting passes in abrasive waterjet machining process on titanium alloy (Ti-6Al-4V) using Taguchi′s method[J]. Materials and Manufacturing Processes, 2021, 36(8): 936-949. doi: 10.1080/10426914.2020.1866202 [15] MOGUL Y I, NASIR I, MYLER P. Investigation and optimization for depth of cut and surface roughness for control depth milling in Titanium Ti6AL4V with abrasive water jet cutting[J]. Materials Today: Proceedings, 2020, 28: 604-610. doi: 10.1016/j.matpr.2019.12.229 [16] ZHAO Y Z, MA H Q, XU L, et al. An erosion model for the discrete element method[J]. Particuology, 2017, 34: 81-88. doi: 10.1016/j.partic.2016.12.005 [17] 王中昱. 磨料水射流抛光去除函数形态优化及应用研究[D]. 绵阳: 中国工程物理研究院, 2019.WANG Z Y. Study on the removal function shape optimization and application of fluid jet polishing[D]. Mianyang: China Academy of Engineering Physics, 2019. (in Chinese) [18] HUANG C K, CHIOVELLI S, MINEV P, et al. A comprehensive phenomenological model for erosion of materials in jet flow[J]. Powder Technology, 2008, 187(3): 273-279. doi: 10.1016/j.powtec.2008.03.003 -

 点击查看大图
点击查看大图

计量
- 文章访问数: 111
- HTML全文浏览量: 40
- PDF下载量: 25
- 被引次数: 0
