




Selection Method of Injection Processing Parameter by Using Grey Relational Analysis and D-S Evidence Theory
-
摘要: 合理的压射工艺对于提高压铸生产效率和降低压铸件缺陷意义重大。本文针对压铸过程中的压射工艺参数的选择提出了基于灰色关联和D-S证据理论相融合的决策方法,摆脱了以往依托专家经验的试错法,使得压射工艺参数的选择更具有科学性。实验证明本文提出的方法在满足准确性的同时具有高效性。Abstract: Reasonable injection process is of great significance to improve the production efficiency and reduce the defects of die casting. In this paper, a decision method based on grey correlation and D-S evidence theory is proposed for selecting injection parameters in die casting. which is more scientific than the trial-and-error method relying on expert experience in the past. The experimental results show that the present method is not only accurate but also efficient.
-
Key words:
- injection /
- parameter selection /
- grey relational analysis /
- D-S evidence theory
-
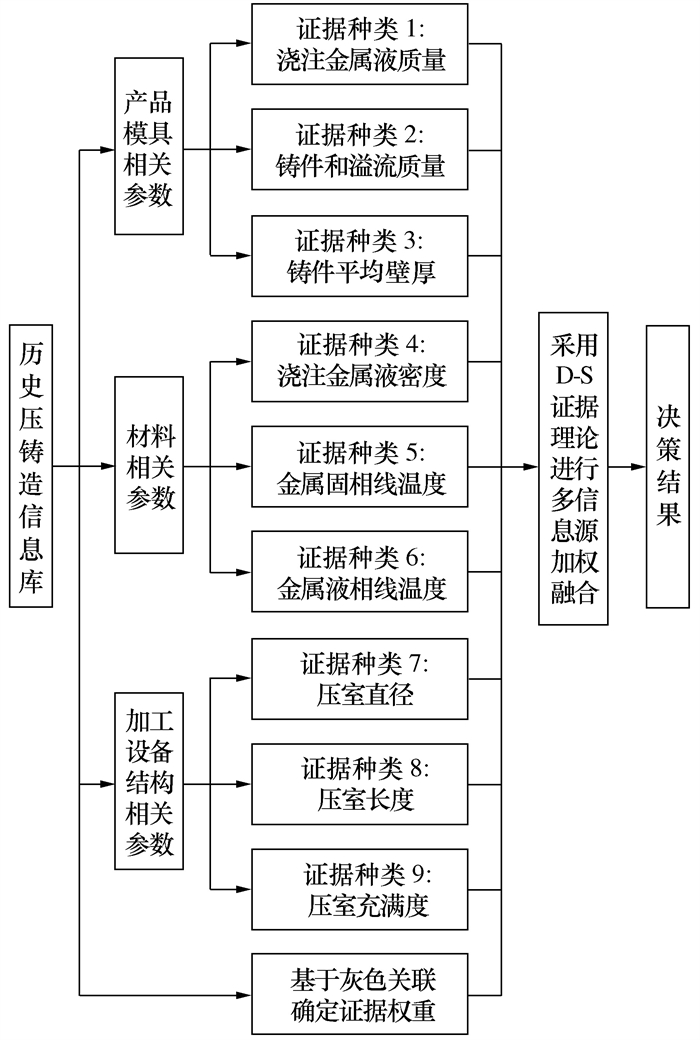
图 2 采用灰色关联和D-S证据理论的压射工艺参数选择流程
Figure 2. The process of selecting injection process parameters using grey correlation and D-S evidence theory
表 1 压射工艺参数制定的影响因素
Table 1. Factors that influence the formulation of injection process parameters
影响因素 具体表现 本文考虑因素 产品模具相关参数 模具流道参数、模具溢流系统参数、模具排气系统参数、浇注金属液质量、铸件和溢流质量、铸件平均壁厚等 浇注金属液质量、铸件和溢流质量、铸件平均壁厚 材料相关参数 金属种类、浇注金属液密度、金属热膨胀系数、金属固相线温度、金属液相线温度等 浇注金属液密度、金属固相线温度、金属液相线温度 加工设备结构相关参数 锁模力、压射力、压室直径、压室长度、压室充满度等 压室直径、压室长度、压室充满度 辅助设备相关参数 模温机参数、浇注设备参数等 加工环境 环境温度、环境湿度等  下载: 导出CSV
下载: 导出CSV
表 2 历史压铸模式
Table 2. Historical die casting modes
历史压铸模式 证据种类 评价指标 综合评价得分 浇注金属液密度/(g·cm-3) 浇注金属液质量/g 铸件和溢流质量/g 金属固相线温度/℃ 金属液相线温度/℃ 铸件平均壁厚/mm 压室直径/mm 压室长度/mm 压室充满度 等效应力/MPa 孔隙率/% 1 1.81 595 608 470 595 1.0 70 130 0.66 104.5 2.654 369.9 2 1.81 637 658 470 595 1.0 80 105 0.67 101.8 2.657 367.5 3 1.81 686 710 470 595 1.5 70 150 0.66 104.8 2.701 374.9 4 2.20 789 813 554 650 1.8 70 140 0.67 103.3 2.671 370.4 5 2.20 864 879 554 650 2.0 60 205 0.68 107.9 2.654 373.3 6 2.20 981 998 554 650 2.2 80 140 0.63 104.3 2.756 379.9 7 2.55 1 210 1 229 629 654 2.3 70 260 0.47 107.7 2.734 381.1 8 2.55 1 341 1 366 629 654 2.3 60 365 0.51 105.7 2.706 376.3 9 2.55 1 453 1 478 629 654 2.6 70 450 0.33 103.7 2.754 379.1 10 2.60 1 522 1 550 638 657 2.7 60 510 0.41 107.9 2.754 383.3 11 2.60 1 633 1 657 638 657 2.7 70 430 0.38 103.9 2.812 385.1 12 2.60 1 768 1 790 638 657 2.8 60 575 0.42 103.3 2.873 390.6 13 2.75 1 937 1 993 643 654 3.0 60 620 0.40 105.7 2.987 404.4 14 2.75 2 145 2 195 643 654 3.5 60 555 0.50 106.2 2.934 399.6 15 2.75 2 400 2 415 643 654 3.8 70 650 0.35 107.1 3.107 417.8
下载: 导出CSV
表 3 最终融合结果
Table 3. Final fusion results
模式 融合结果 模式 融合结果 1 1.03×10-10 9 2.21×10-1 2 3.04×10-13 10 1.08×10-1 3 9.15×10-10 11 4.46×10-1 4 9.53×10-6 12 9.62×10-2 5 4.65×10-6 13 4.55×10-2 6 1.33×10-5 14 8.45×10-3 7 4.25×10-2 15 7.03×10-3 8 3.22×10-2 未知 6.78×10-3
下载: 导出CSV
表 4 压射工艺参数和综合评价结果对比
Table 4. Comparison of results
压射工艺参数 理论计算公式 D-S证据理论 本文方法 实际生产调试 慢压射行程/mm 272 317 340 335 慢压射速/(m·s-1) 0.14 0.23 0.22 0.20 快压射行程/mm 148 108 92 94 快压射速/(m·s-1) 2.98 3.80 4.10 4.30 增压行程/mm 40 35 28 31 综合评价得分 572.3 425.7 392.4 383.2
下载: 导出CSV
-
[1] 吴春苗. 压铸技术手册[M]. 2版. 广州: 广东科技出版社, 2007.WU C M. Die casting technical manual[M]. 2nd ed. Guangzhou: Guangdong Science and Technology Press, 2007. (in Chinese) [2] 周奇, 胡伟民, 梁广涛. p-Q图在压铸工艺及模具设计中的应用[J]. 特种铸造及有色合金, 2019, 39(3): 279-282. https://www.cnki.com.cn/Article/CJFDTOTAL-TZZZ201903013.htmZHOU Q, HU W M, LIANG G T. Application of the p-Q diagram in die casting process and mould design[J]. Special Casting & Nonferrous Alloys, 2019, 39(3): 279-282. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-TZZZ201903013.htm [3] 唐继强. 锁模力检测及P-Q图像绘制智能化[J]. 铸造, 2019, 68(6): 628-633. https://www.cnki.com.cn/Article/CJFDTOTAL-ZZZZ201906019.htmTANG J Q. Monitoring of die locking force and intellectualization of P-Q visual plot[J]. Foundry, 2019, 68(6): 628-633. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-ZZZZ201906019.htm [4] FU J H, COLEMAN J, POOLE G, et al. Uncertainty propagation through a simulation of industrial high pressure die casting[J]. ASME Journal of Heat Transfer, 2019, 141(11): 112101. doi: 10.1115/1.4044514 [5] 刘高剑, 郑伟刚, 李威, 等. 基于AnyCasting的换挡塔压铸缺陷分析及工艺改进[J]. 贵州大学学报(自然科学版), 2016, 33(6): 26-28. https://www.cnki.com.cn/Article/CJFDTOTAL-GZDI201606007.htmLIU G J, ZHENG W G, LI W, et al. Die-casting defect analysis and process improvement of shift tower based on AnyCasting[J]. Journal of Guizhou University (Natural Sciences), 2016, 33(6): 26-28. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-GZDI201606007.htm [6] 岑尧, 高倩. 基于ProCAST的TiB2/7075复合材料流变压铸数值模拟[J]. 热加工工艺, 2019, 48(7): 90-93. https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY201907023.htmCEN Y, GAO Q. Numerical simulation of rheological die casting of TiB2/7075 composites based on ProCAST[J]. Hot Working Technology, 2019, 48(7): 90-93. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY201907023.htm [7] MUNÕZ-IBAÑEZ C, ALFARO-PONCE M, CHAIREZ I. Hierarchical artificial neural network modelling of aluminum alloy properties used in die casting[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(1-4): 1541-1550. doi: 10.1007/s00170-019-04019-z [8] 冯洪高, 张赤斌. 基于PLC和模糊神经网络的压铸控制系统优化研究[J]. 热加工工艺, 2018, 47(17): 108-111. https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY201817030.htmFENG H G, ZHANG C B. Study on optimization of die casting control system based on PLC and fuzzy neural network[J]. Hot Working Technology, 2018, 47(17): 108-111. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY201817030.htm [9] 张庆, 李晓棠, 于峰, 等. 基于BP神经网络的压铸成型工艺参数的模拟与优化[J]. 铸造设备与工艺, 2011(5): 35-37. https://www.cnki.com.cn/Article/CJFDTOTAL-ZSBY201105014.htmZHANG Q, LI X T, YU F, et al. Optimization and application of process parameters for die casting process based on neural network of BP[J]. Foundry Equipment and Technology, 2011(5): 35-37. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-ZSBY201105014.htm [10] 姜洪权, 高建民, 梁泽明, 等. 基于D-S证据理论的压射工艺模式辨识技术[J]. 计算机集成制造系统, 2015, 21(5): 1343-1349. https://www.cnki.com.cn/Article/CJFDTOTAL-JSJJ201505025.htmJIANG H Q, GAO J M, LIANG Z M, et al. Pattern recognition of die casting process based on D-S evidence theory[J]. Computer Integrated Manufacturing Systems, 2015, 21(5): 1343-1349. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JSJJ201505025.htm [11] 梁银凤, 杨荣敏. 压铸工艺对新型镁合金汽车压铸件性能的影[J]. 热加工工艺, 2020, 49(15): 54-57. https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY202015015.htmLIANG Y F, YANG R M. Effect of die casting technology on properties of new magnesium alloy die castings for automobile[J]. Hot Working Technology, 2020, 49(15): 54-57. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY202015015.htm [12] 魏显坤. 汽车用铝合金压铸件的慢压射工艺参数研究[J]. 特种铸造及有色合金, 2020, 40(1): 53-55. https://www.cnki.com.cn/Article/CJFDTOTAL-TZZZ202001021.htmWEI X K. Slow shot parameters of aluminum alloy die castings for automobiles[J]. Special Casting & Nonferrous Alloys, 2020, 40(1): 53-55. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-TZZZ202001021.htm [13] 王龙生. 压铸工艺设计与实践[J]. 铸造技术, 2019, 40(3): 269-275. https://www.cnki.com.cn/Article/CJFDTOTAL-ZZJS201903012.htmWang L S. Die casting process design and practice[J]. Foundry Technology, 2019, 40(3): 269-275. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-ZZJS201903012.htm [14] 邓聚龙. 汉英对照灰色系统基本方法二[M]. 2版. 武汉: 华中科技大学出版社, 2005.DENG J L. The primary method of gray system theory[M]. 2nd ed. Wuhan: Huazhong University of Science and Technology Press, 2005. (in Chinese) [15] 王洪奎, 龚晓峰. 基于改进DS证据理论的加权协作频谱检测算法[J]. 电子设计工程, 2018, 26(21): 26-29. https://www.cnki.com.cn/Article/CJFDTOTAL-GWDZ201821006.htmWANG H K, GONG X F. Weighted cooperative spectrum sensing algorithm based on improved dempster shafer evidence theory[J]. Electronic Design Engineering, 2018, 26(21): 26-29. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-GWDZ201821006.htm [16] MURPHY C K. Combining belief functions when evidence conflicts[J]. Decision Support Systems, 2000, 29(1): 1-9. [17] 张玉玺. 压铸模具的工艺参数计算及参数调节[J]. 模具制造, 2009, 9(1): 51-54. https://www.cnki.com.cn/Article/CJFDTOTAL-MJZZ200901025.htmZHANG Y X. Calculation and adjustment of die-casting die technics parameters[J]. Die & Mould Manufacture, 2009, 9(1): 51-54. (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-MJZZ200901025.htm -

 点击查看大图
点击查看大图
计量
- 文章访问数: 124
- HTML全文浏览量: 52
- PDF下载量: 15
- 被引次数: 0
