




Simulation and Experimental Analysis of Cutting Temperature in Cutting of Superalloy GH4169 under Spray
-
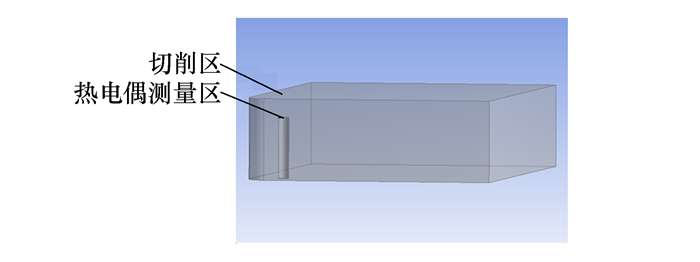
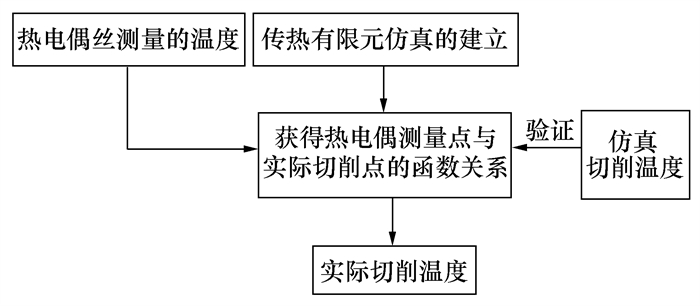
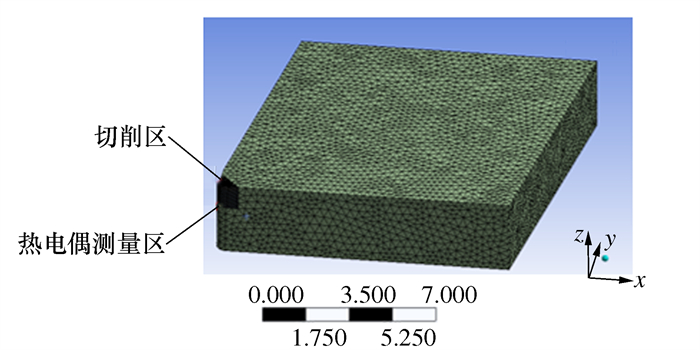
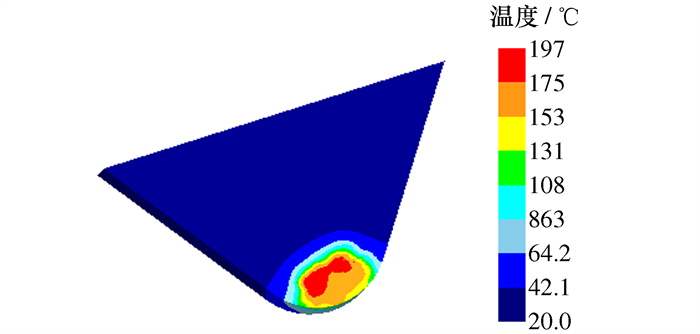
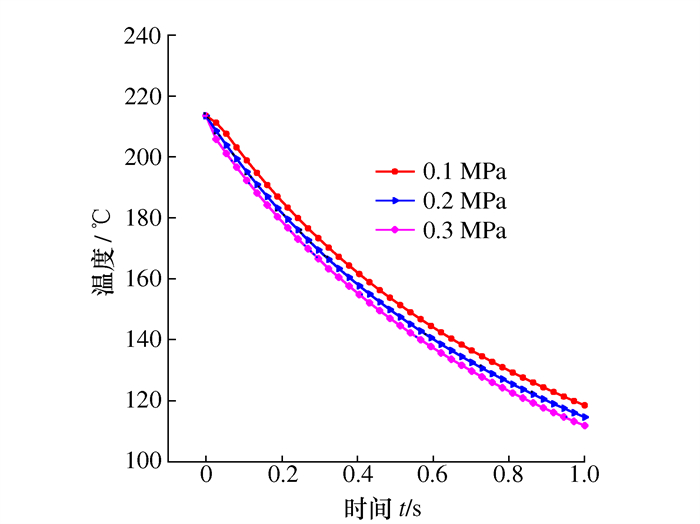
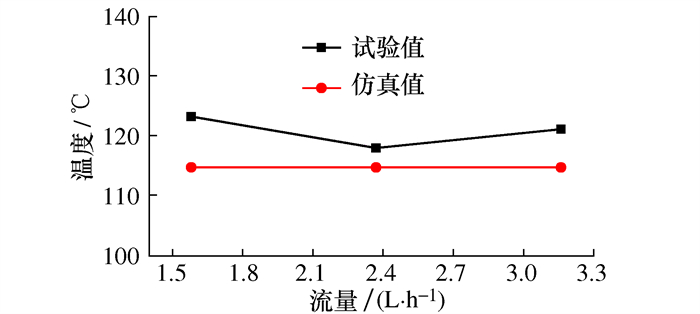
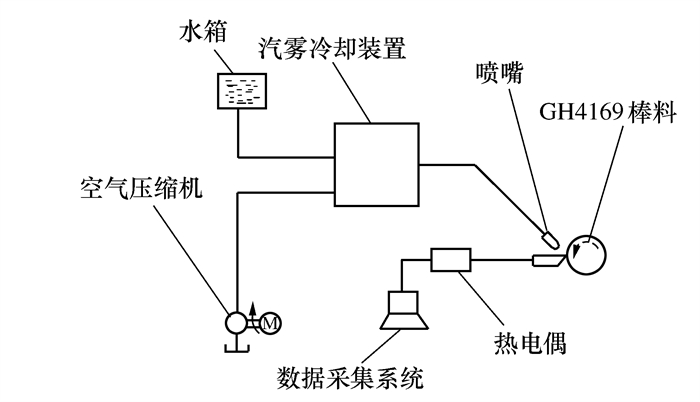
摘要: 为了研究汽雾冷却下切削GH4169的冷却效果, 本文对汽雾冷却条件下切削GH4169的切削温度进行了试验和仿真分析。首先使用热电偶测温并采用导热反求法将热电偶测得的温度转化为实际的切削温度, 分析干切削和汽雾冷却下切削温度的变化情况。其次建立了汽雾冷却仿真模型, 设置与试验相同的切削参数进行仿真计算, 分析不同汽雾参数对切削温度的影响及产生这一影响的原因。分析得出汽雾冷却能够明显的降低切削温度; 切削温度随着压力参数的增大下降明显, 随着流量参数的增大无明显的变化。Abstract: In order to study the cooling effect in the cutting of superalloy GH4169 with spray cooling, the cutting temperature in the cutting of superalloy GH4169 under the condition of spray cooling is experimentally and simulated. Firstly, the thermocouple is used to measure the temperature, and the reverse heat conduction method is used to convert the temperature measured by thermocouple into the actual cutting temperature to analyze the cutting temperature under dry cutting and spray cooling. Secondly, a simulation model for spray cooling was established, and the influence of the spray cooling parameters on the cutting temperature and the influencing reasons were analyzed under the same cutting parameters as the experiment. It is found that the spray cooling can significantly reduce the cutting temperature; the cutting temperature decreases with the increase of pressure, and has no obvious change with the increase of flow.
-
Key words:
- spray cooling /
- cutting temperature /
- GH4169 /
- finite element simulation
-
表 3 试验参数及试验、仿真结果
序号 汽雾压力/MPa 汽雾流量/(L·h-1) 热电偶温度/℃ 试验切削温度/℃ 仿真切削温度/℃ 1 0.2 1.58 52 123.18 114.65 2 0.2 2.37 47 117.89 114.64 3 0.2 3.16 50 121.06 114.64 4 0.1 2.37 67 139.12 118.51 5 0.2 2.37 49 120.01 114.64 6 0.3 2.37 43 113.66 118.83 7 - - 136 213.71 197.00  下载: 导出CSV
下载: 导出CSV
-
[1] 吴明阳, 赵旭, 陈勇, 等. 高压冷却下PCBN刀具切削高温合金切屑卷曲折断机理及试验研究[J]. 机械工程学报, 2017, 53(9): 187-192 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201709022.htmWU M Y, ZHAO X, CHEN Y, et al. Reaserch on mechanism and experimental of chip breaking during high pressure cooling turning of superalloys with PCBN tool[J]. Journal of Mechanical Engineering, 2017, 53(9): 187-192 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201709022.htm [2] 淮文博, 史耀耀, 杜宇寅, 等. GH4169叶片表面粗糙度和残余应力的砂布轮抛光工艺参数区间优选[J]. 机械科学与技术, 2021, 40(5): 721-726 https://www.cnki.com.cn/Article/CJFDTOTAL-JXKX202105011.htmHUAI W B, SHI Y Y, DU Y Y, et al. Optimization of polishing process parameters for surface roughness and residual stress of GH4169 blade with abrasive cloth wheel[J]. Mechanical Science and Technology for Aerospace Engineering, 2021, 40(5): 721-726 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JXKX202105011.htm [3] 刘维伟, 李晓燕, 万旭生, 等. GH4169高速车削参数对加工表面完整性影响研究[J]. 机械科学与技术, 2013, 32(8): 1093-1097 https://www.cnki.com.cn/Article/CJFDTOTAL-JXKX201308002.htmLIU W W, LI X Y, WAN X S, et al. The effects of turning parameters on machining surface integrity in high speed turning GH4169[J]. Mechanical Science and Technology for Aerospace Engineering, 2013, 32(8): 1093-1097 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JXKX201308002.htm [4] 计亚坤, 胡景姝, 冯新敏, 等. 汽雾冷却下高速切削GH4169切削力和粗糙度试验分析[J]. 工具技术, 2018, 52(12): 71-75 doi: 10.3969/j.issn.1000-7008.2018.12.028JI Y K, HU J S, FENG X M, et al. Experimental analysis of cutting force and rRughness of high speed cutting GH4169 under steam cooling[J]. Tool Engineering, 2018, 52(12): 71-75 (in Chinese) doi: 10.3969/j.issn.1000-7008.2018.12.028 [5] 赵欢欢, 刘业凤, 张华, 等. 低温冷风微量润滑加工技术的研究状况[C]//第六届全国制冷空调新技术研讨会论文集全制会武汉: 中国制冷学会, 2010ZHAO H H, LIU Y F, ZHANG H, et al. The study on cooling-air minimal quantity lubrication[C]//National Symposium on New Technologies of Refrigeration and Air Conditioning. Wuhan: China Refrigeration Society, 2010 (in Chinese) [6] 彭锐涛, 降皓鉴, 唐新姿, 等. 定向内冷车刀及其切削性能[J]. 中国机械工程, 2019, 30(21): 2629-2635, 2642 doi: 10.3969/j.issn.1004-132X.2019.21.017PENG Y T, JIANG H J, TANG X Z, et al. Directional internal-cooling tools and their machining performances[J]. China Mechanical Engineering, 2019, 30(21): 2629-2635, 2642 (in Chinese) doi: 10.3969/j.issn.1004-132X.2019.21.017 [7] RAHMAN M, KUMAR A S, SALAM M U. Experimental evaluation on the effect of minimal quantities of lubricant in milling[J]. International Journal of Machine Tools and Manufacture, 2002, 42(5): 539-547 doi: 10.1016/S0890-6955(01)00160-2 [8] POLVOROSA R, SUÁREZ A, DE LACALLE L N L, et al. Tool wear on nickel alloys with different coolant pressures: comparison of alloy 718 and Waspaloy[J]. Journal of Manufacturing Processes, 2017, 26: 44-56 doi: 10.1016/j.jmapro.2017.01.012 [9] MUSAVI S H, DAVOODI B, NIKNAM S A. Effects of reinforced nanofluid with nanoparticles on cutting tool wear morphology[J]. Journal of Central South University, 2019, 26(5): 1050-1064 doi: 10.1007/s11771-019-4070-2 [10] BEHERA B C, ALEMAYEHU H, GHOSH S, et al. A comparative study of recent lubri-coolant strategies for turning of Ni-based superalloy[J]. Journal of Manufacturing Processes, 2017, 30: 541-552 doi: 10.1016/j.jmapro.2017.10.027 [11] KIM J. Spray cooling heat transfer: the state of the art[J]. International Journal of Heat and Fluid Flow, 2007, 28(4): 753-767 doi: 10.1016/j.ijheatfluidflow.2006.09.003 [12] 何立东, 闫通海, 王凡. 气液两相流体润滑机理的试验研究[J]. 润滑与密封, 1996(1): 33-36 https://www.cnki.com.cn/Article/CJFDTOTAL-RHMF199601011.htmHE L D, YAN T H, WANG F. Experimental study on lubrication mechanism of bubbly liquid[J]. Lubrication Engineering, 1996(1): 33-36 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-RHMF199601011.htm [13] 战国宸, 闫通海, 弓海霞. 气液两相流体冷却技术应用的研究[J]. 应用科技, 2001, 28(7): 1-3 doi: 10.3969/j.issn.1009-671X.2001.07.001ZHAN G C, YAN T H, GONG H X. Study of the application of bubbly oil cooling-technology[J]. Applied Science and Technology, 2001, 28(7): 1-3 (in Chinese) doi: 10.3969/j.issn.1009-671X.2001.07.001 [14] 陈德成, 铃木康夫, 酒井克彦. 复合喷雾加工法在切削加工过程中的冷却和润滑效果[J]. 中国机械工程, 2000, 11(9): 1035-1038 doi: 10.3321/j.issn:1004-132X.2000.09.022CHEN D C, SUZUKI Y, SAKAI K. The effect of cooling and lubrication of oil-water combined mist cutting method in turning operation[J]. China Mechanical Engineering, 2000, 11(9): 1035-1038 (in Chinese) doi: 10.3321/j.issn:1004-132X.2000.09.022 [15] 张京京, 冯平法, 吴志军, 等. 一种借助有限元传热仿真的刀尖点切削温度精确测量方法[J]. 工具技术, 2010, 44(1): 85-88 https://www.cnki.com.cn/Article/CJFDTOTAL-GJJS201001033.htmZHANG J J, FENG P F, WU Z J, et al. Method of precisely measuring tool nose temperature in machining with help of FEM heat transfer analysis[J]. Tool Engineering, 2010, 44(1): 85-88 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-GJJS201001033.htm [16] 丁欣硕, 刘斌. Fluent 17.0流体仿真从入门到精通[M]. 北京: 清华大学出版社, 2018DING X S, LIU B. Fluent 17.0 fluid simulation form introduction to mastery[M]. Beijing: Tsinghua University Press, 2018 (in Chinese) -








 点击查看大图
点击查看大图
图(16) / 表(3)
计量
- 文章访问数: 82
- HTML全文浏览量: 39
- PDF下载量: 23
- 被引次数: 0
