




Tool-chip Friction Coefficient Modeling by Considering Contact Stress and Temperature
-
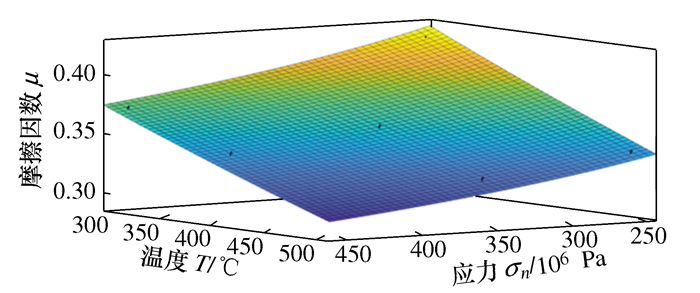
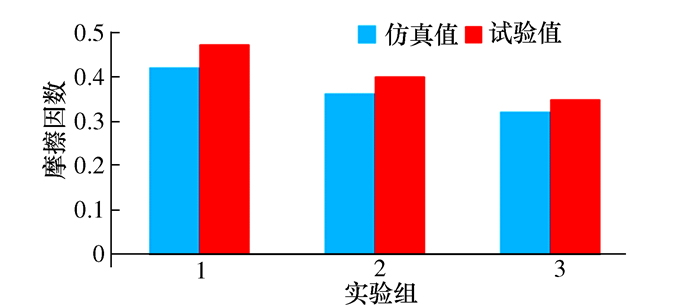
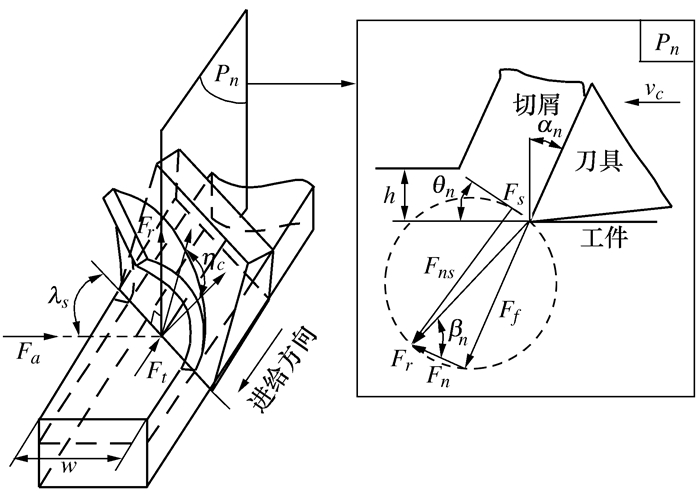
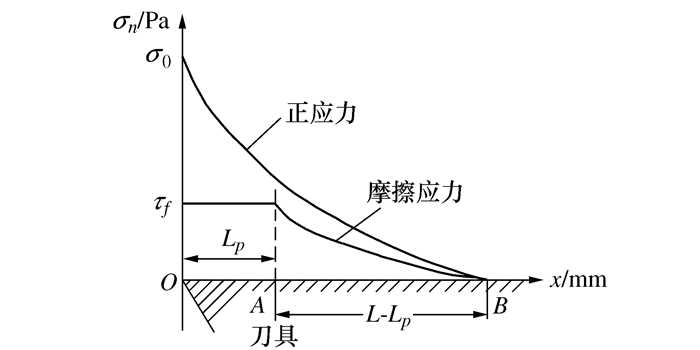
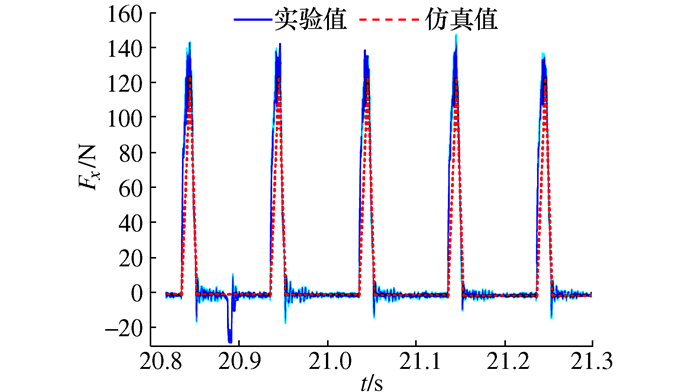
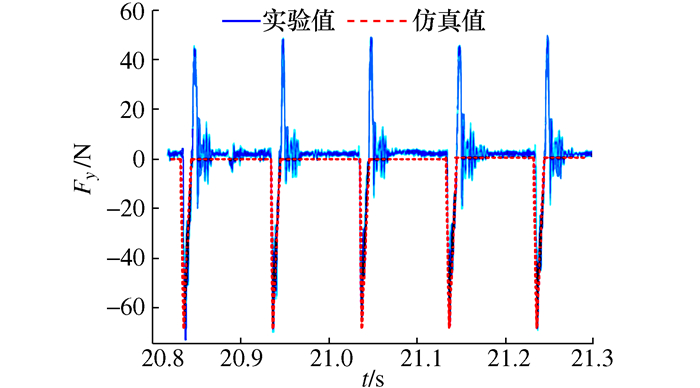
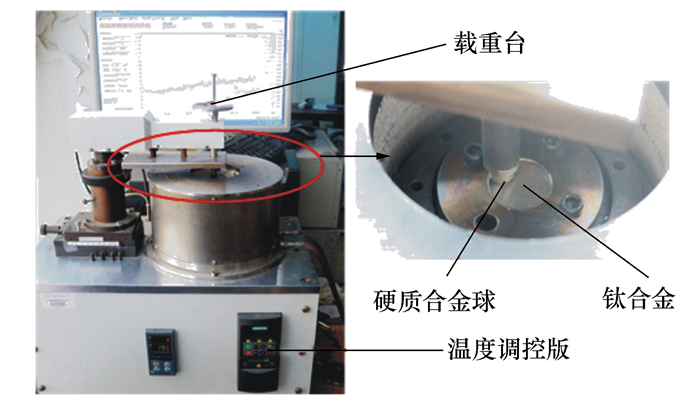
摘要: 刀具-切屑接触摩擦特性对切削过程中的力、温度及刀具磨损等均会产生较大的影响。针对此, 建立刀-屑接触摩擦因数与接触面正应力和相对温度之间的经验模型。采用HT-1000多功能球-盘摩擦磨损试验机, 进行硬质合金球(模拟刀具)和Ti6Al4V(模拟工件)的摩擦试验, 通过试验数据建立并验证了考虑接触应力和切削温度的摩擦因数模型。以此为基础, 基于斜角切削理论构建变摩擦因数的立铣刀铣削力模型。通过与钛合金铣削实验测的铣削力值进行对比验证, 得出所建立的变摩擦因数的铣削力模型的准确性。Abstract: The friction characteristics between the tool and the chip will affect the cutting force, cutting heat and tool wear in the milling. Aiming at the above mentioned, an empirical model between the normal stress and the relative temperature to describe the tool-chip friction coefficient is established. The HT-1000 multifunctional ball-disk friction and wear tester was used to simulate the friction process among the cemented carbide tools and Ti6Al4V parts, and the friction coefficient model by considering contact stress and cutting temperature was established and verified through the testing data. With the present friction coefficient model, the model for milling force is constructed based on the oblique cutting theory, which can be further verified via the milling experiment of titanium alloy.
-
Key words:
- tool-chip contact /
- friction coefficient /
- contact stress /
- temperature /
- milling
-
表 1 正交试验设计及结果
组序 T/℃ F/N μ 1 300 2.50 0.415 2 300 3.50 0.388 3 300 4.50 0.372 4 400 2.50 0.374 5 400 3.50 0.360 6 400 4.50 0.345 7 500 2.50 0.342 8 500 3.50 0.327 9 500 4.50 0.290  下载: 导出CSV
下载: 导出CSV
-
[1] FANG N. Tool-chip friction in machining with a large negative rake angle tool[J]. Wear, 2005, 258(5-6): 890-897 doi: 10.1016/j.wear.2004.09.047 [2] HONG S Y, DING Y C, JEONG W C. Friction and cutting forces in cryogenic machining of Ti-6AL-4V[J]. International Journal of Machine Tools and Manufacture, 2001, 41(15): 2271-2285 doi: 10.1016/S0890-6955(01)00029-3 [3] SHI G Q, DENG X M, SHET C. A finite element study of the effect of friction in orthogonal metal cutting[J]. Finite Elements in Analysis and Design, 2002, 38(9): 863-883 doi: 10.1016/S0168-874X(01)00110-X [4] ULUTAN D, ÖZEL T. Determination of tool friction in presence of flank wear and stress distribution based validation using finite element simulations in machining of titanium and nickel based alloys[J]. Journal of Materials Processing Technology, 2013, 213(12): 2217-2237 doi: 10.1016/j.jmatprotec.2013.05.019 [5] 王兰, 王树奇, 陈康敏, 等. TC4和TC11合金磨损性能的对比研究[J]. 摩擦学学报, 2015, 35(2): 214-220 https://www.cnki.com.cn/Article/CJFDTOTAL-MCXX201502015.htmWANG L, WANG S Q, CHEN K M, et al. A comparison on the wear performance of TC4 and TC11 alloys[J]. Tribology, 2015, 35(2): 214-220 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-MCXX201502015.htm [6] 郑敏利, 范依航. 高速切削典型难加工材料刀具摩擦与磨损机理研究现状[J]. 哈尔滨理工大学学报, 2011, 16(6): 22-30 https://www.cnki.com.cn/Article/CJFDTOTAL-HLGX201106006.htmZHENG M L, FAN Y H. An overview of tool friction and wear behavior in high-speed machining-typical difficult-to-cut material[J]. Journal of Harbin University of Science and Technology, 2011, 16(6): 22-30 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-HLGX201106006.htm [7] 姜峰, 言兰, 徐西鹏, 等. 刀具-切屑接触区的应力分布建模方法研究[J]. 机械工程学报, 2014, 50(5): 188-193 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201405028.htmJIANG F, YAN L, XU X P, et al. Mechanical model of contact stress distribution between cutting tool and chip[J]. Journal of Mechanical Engineering, 2014, 50(5): 188-193 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201405028.htm [8] 刘运凤, 刘献礼, 魏士亮. 透波性Si3N4陶瓷铣削过程刀具-工件摩擦特性[J]. 哈尔滨工业大学学报, 2018, 50(5): 109-115 https://www.cnki.com.cn/Article/CJFDTOTAL-HEBX201805016.htmLIU Y F, LIU X L, WEI S L. Tool-workpiece friction characteristics in milling process of wave-transmitting Si3N4 ceramics[J]. Journal of Harbin Institute of Technology, 2018, 50(5): 109-115 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-HEBX201805016.htm [9] 范娜, 王云霞, 王秋凤, 等. 载荷对304不锈钢微动磨损性能的影响[J]. 摩擦学学报, 2016, 36(5): 555-561 https://www.cnki.com.cn/Article/CJFDTOTAL-MCXX201605004.htmFAN N, WANG Y X, WANG Q F, et al. Effects of load on fretting wear behaviors of 304 stainless steels[J]. Tribology, 2016, 36(5): 555-561 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-MCXX201605004.htm [10] 刘小莹, 郭佳, 陈宏, 等. 硬质合金刀具铣削高硅铝合金CE11的摩擦特性研究[J]. 机床与液压, 2018, 46(7): 78-81 https://www.cnki.com.cn/Article/CJFDTOTAL-JCYY201807017.htmLIU X Y, GUO J, CHEN H, et al. Study on friction characteristics of carbide milling tool for machining high silicon aluminum alloy CE11[J]. Machine Tool & Hydraulics, 2018, 46(7): 78-81 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JCYY201807017.htm [11] BOWDEN F P, TABOR D. The friction and lubrication of solids[M]. London: Oxford University Press, 1988: 8 [12] Moufki A, Devillez A, Dudzinski D, et al. Thermomechanical modelling of oblique cutting and experimental validation[J]. International Journal of Machine Tools and Manufacture, 2004, 44(9): 971-989 doi: 10.1016/j.ijmachtools.2004.01.018 [13] ZHANG S, LI J F, SUN J, et al. Tool wear and cutting forces variation in high-speed end-milling Ti-6Al-4V alloy[J]. The International Journal of Advanced Manufacturing Technology, 2010, 46(1-4): 69-78 doi: 10.1007/s00170-009-2077-9 [14] STABLER G V. The chip flow law and its consequences[J]. Advances in Machine Tool Design and Research, 1964, 5: 243-251 [15] MOUFKI A, MOLINARI A. A new Thermomechanical model of cutting applied to turning operations. Part Ⅱ. Parametric study[J]. International Journal of Machine Tools and Manufacture, 2005, 45(2): 181-193 doi: 10.1016/j.ijmachtools.2004.07.005 [16] 王晓琴. 钛合金Ti6Al4V高效切削刀具摩擦磨损特性及刀具寿命研究[D]. 济南东山东大学, 2009WANG X Q. Study on tribological behavior and tool life in Ti6Al4V high performance machining[D]. Ji'nan: Shandong University, 2009 (in Chinese) [17] 高海宁. 不同硬度拼接模具铣削过程及切削参数反演研究[D]. 哈尔滨: 哈尔滨理工大学, 2019GAO H N. Research on milling process and cutting parameters inversion of splicing die with different hardness[D]. Harbin: Harbin University of Science and Technology, 2019 (in Chinese) [18] 岳彩旭, 都建标, 刘献礼, 等. 考虑时变性热强度和时变性热量分配比的铣刀前刀面瞬态温度场建模研究[J]. 机械工程学报, 2019, 55(9): 206-216 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201909024.htmYUE C X, DU J B, LIU X L, et al. Modeling research on transient temperature field of rake face on end mills considering time-varying heat intensity and time-varying distribution ratio[J]. Journal of Mechanical Engineering, 2019, 55(9): 206-216 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201909024.htm -

 点击查看大图
点击查看大图
图(7) / 表(4)
计量
- 文章访问数: 98
- HTML全文浏览量: 34
- PDF下载量: 13
- 被引次数: 0
