




Research on Application of Locating Relationship in Assembly Sequence Planning
-
摘要: 为提高产品仿真装配效率和满足装配工艺要求,提出一种基于定位关系分析的分类装配序列规划方法。首先对零件的装配特征属性进行预定义和分类,然后根据装配零件的联接关系,在可行拆装方向上建立所有邻接零件的定位关系链有向图;按照定位链顺序依次对零件进行干涉检测并更新其定位关系,最终获得可行装配序列。实例表明,该方法简化了模型的装配关系并有效缩小其装配序列解空间,在一定程度上提高了装配规划效率,并通过虚拟拆装仿真过程验证其生成序列的正确性和可行性。Abstract: In order to improve the efficiency of assembly simulation and to meet the requirements of assembly process, a classification assembly sequence planning method based on location relationship analysis is proposed. Firstly, the assembly feature attributions of the parts are pre-defined and classified, then according to the connection relationship of the assembly parts, the locating relationship among all adjacent parts in the feasible disassembly direction is established. Repeat the interference detection of the parts in each positioning chain and update the locating relationship in the order of the positioning chain to obtain a feasible assembly sequence finally. The simulation experiment indicates that the method simplifies the assembly relationship of the model and reduces the assembly sequence solution space, and can improve the assembly planning efficiency to a certain extent. The virtual disassembly simulation example verifies the correctness and feasibility of the generated sequence.
-
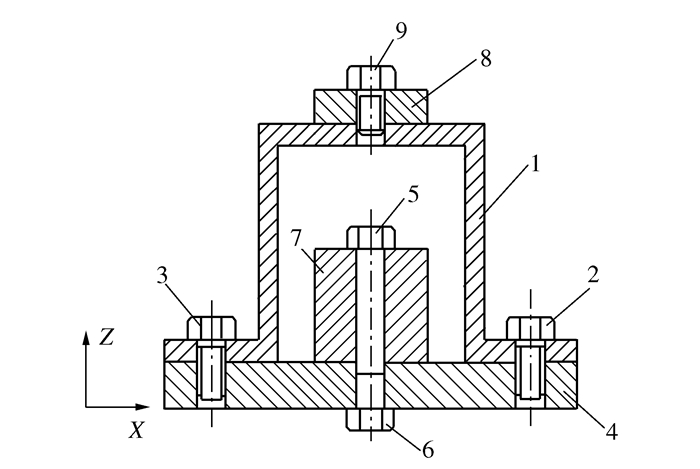
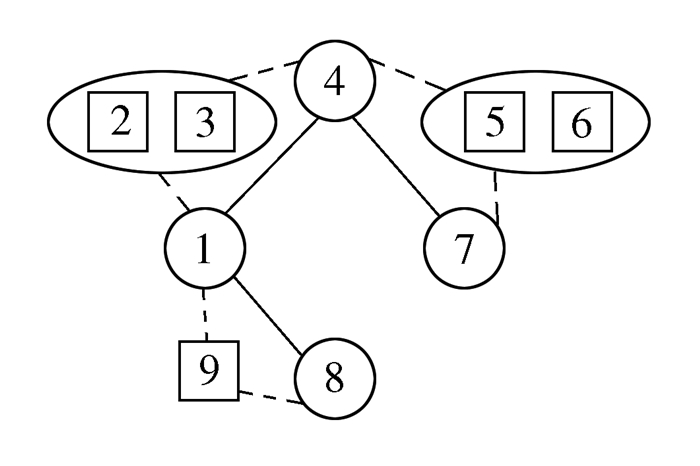
表 2 装配体A的联接矩阵图
p1 p4 p7 p8 (p2,p3) (p5,p6) p9 Num_L p1 0 1 0 1 2 0 2 4 p4 1 0 1 0 2 2 0 4 p7 0 1 0 0 0 2 0 3 p8 1 0 0 0 0 0 2 3 (p2,p3) 2 2 0 0 0 0 0 - (p5,p6) 0 2 2 0 0 0 0 - p9 2 0 0 2 0 0 0 - 注:表中数值是lij的值。  下载: 导出CSV
下载: 导出CSV
表 3 装配关系信息
功能零件 拆卸方向 定位零件 连接件集合 拆卸干涉零件 功能零件定位关系 p1 +Z p4 (p2, p3) p8 p1→p4 p4 +Z Null (p2, p3), (p5, p6) (p1, p7, p8) Null p7 +Z p4 (p5, p6) (p1, p8) p7→p4 p8 +Z p1 9 Null p8→p1 注: 1) 若零件无定位件, 则可拟定为基准件; 2) 连接件的拆装方向由其模型属性自行定义(如成组螺栓螺母, 拆装方向互为相反)。
下载: 导出CSV
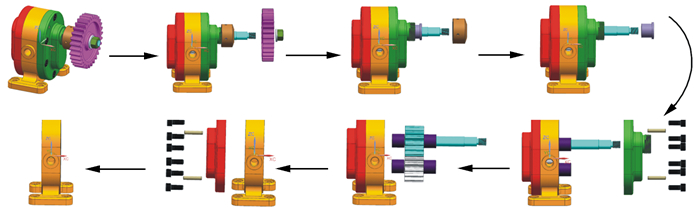
表 4 零件装配特征信息
零件号及名称 特征分类 定位基准 拆卸方向 零件数量 1-螺钉 连接件c1 无 -X 6 2-后泵盖 功能件g1 泵体后端面 -X 1 3-销钉 连接件c3 无 -X 2 4-主动轴后轴承 功能件g4 后泵盖内端面 +X 1 5-泵体 功能件g5 无 ±X 1 6-主动轴前轴承 功能件g6 主动齿轮轴端面 +X 1 7-前泵盖 功能件g7 轴套端面 +X 1 8-泵端帽 功能件g8 前泵盖面 +X 1 9-螺母垫片 连接件c9 无 +X 1 10-螺钉 连接件c10 无 +X 6 11-从动轴后轴承 功能件g11 后泵盖内端面 +X 1 12-从动齿轮轴 功能件g12 从动轴后轴承端面 +X 1 13-从动轴前轴承 功能件g13 从动齿轮轴端面 +X 1 14-主动齿轮轴 功能件g14 主动轴前轴承端面 +X 1 15-轴套 功能件g15 前泵盖止推面 +X 1 16-齿轮 功能件g16 主动齿轮轴肩端面 +X 1 17-销钉 连接件c17 无 +X 2
下载: 导出CSV
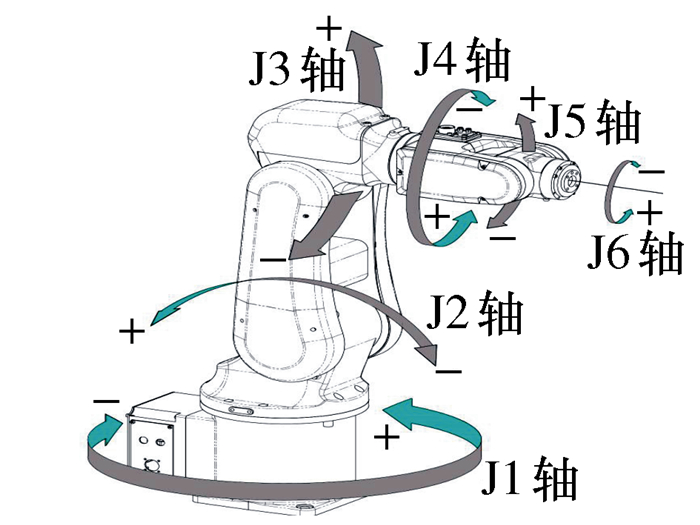
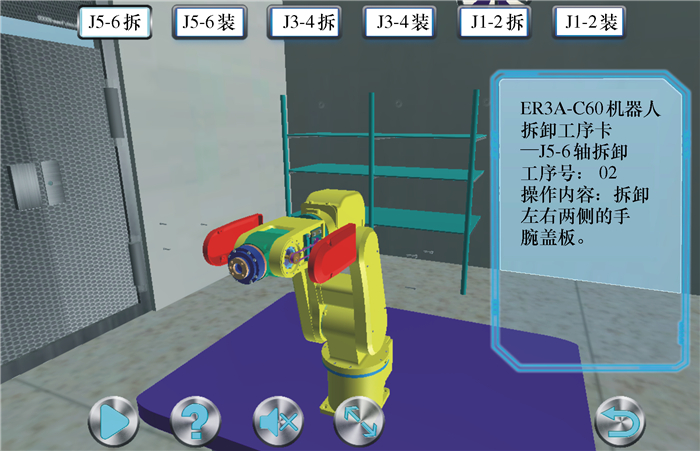
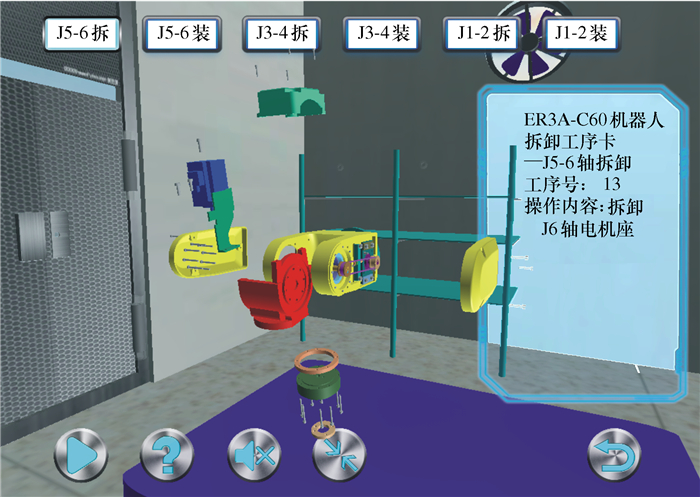
表 5 机器人J5-J6轴组件拆卸工艺
拆卸工序 拆卸内容 拆卸图示 J5轴两侧的手腕盖板 1)4个M3×12的螺钉2)手腕盖板 
J6轴电机罩 1)4个M2×15的螺钉2)电机罩 
J6轴减速机、减速机过渡板 1)8个M3×30的螺钉2)拆卸J6轴减速机3)减速机过渡板 
J6轴电机 1)2个M4×15的螺钉2)J6轴电机 
J6轴线束板 1)2个M3×10螺钉2)J6轴线束板 
J6轴电机座 1)8个M3×30的螺钉2)J6轴电机座 
J5轴线束板 1)2个M4×20的螺钉2)J5轴线束板 
J5轴手腕体 1)3个M3×8的螺钉2)J5轴手腕体 
J5轴的同步带轮、同步带 1)4个M3×10螺钉2)J5轴全螺纹螺栓上的螺母3)同步带和带轮 
J5轴电机 1)2个M4×15的螺钉2)J5电机 
J5轴同步带调整板、压板 1)4个M4×15的螺钉2)调整板3)2个M4×15螺钉4)压板 
J5轴减速机组合体 1)8个M3×30的螺钉2)减速机组合体 
J5轴手腕体 1)4个M4×12螺钉2)J5轴手腕体  下载: 导出CSV
下载: 导出CSV
-
[1] SU Q. Computer aided geometric feasible assembly sequence planning and optimizing[J]. The International Journal of Advanced Manufacturing Technology, 2007, 33(1-2): 48-57 doi: 10.1007/s00170-006-0447-0 [2] HSU Y Y, TAI P H, WANG M W, et al. A knowledge-based engineering system for assembly sequence planning[J]. The International Journal of Advanced Manufacturing Technology, 2011, 55(5-8): 763-782 doi: 10.1007/s00170-010-3093-5 [3] MARIAN R M, LUONG L H S, ABHARY K. A genetic algorithm for the optimisation of assembly sequences[J]. Computers & Industrial Engineering, 2006, 50(4): 503-527 doi: 10.1016/j.cie.2005.07.007 [4] 胡敏, 王彦伟, 聂斌, 东等. 基于接触关系分析的装配序列规划[J]. 计算机辅助设计与图形学学报, 2014, 26(8): 1374-1384HU M, WANG Y W, NIE B, et al. Assembly sequence planning based on contact-relation analysis[J]. Journal of Computer-Aided Design & Computer Graphics, 2014, 26(8): 1374-1384 (in Chinese) [5] 张金敏, 胡晓宇. 面向装配序列规划的模因算法研究[J]. 机械科学与技术, 2019, 38(11): 1771-1777 doi: 10.13433/j.cnki.1003-8728.20190041ZHANG J M, HU X Y. Research on memetic algorithm for assembly sequence planning[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(11): 1771-1777 (in Chinese) doi: 10.13433/j.cnki.1003-8728.20190041 [6] 方叶祥, 汤文成, 樊树海, 等. 基于装配难度计算的装配序列生成方法研究[J]. 机械设计与制造工程, 2018, 47(4): 1-5 doi: 10.3969/j.issn.2095-509X.2018.04.001FANG Y X, TANG W C, FAN S H, et al. Research on assembly sequence generation method based on assembly difficulty calculation[J]. Machine Design and Manufacturing Engineering, 2018, 47(4): 1-5 (in Chinese) doi: 10.3969/j.issn.2095-509X.2018.04.001 [7] 曲兴田, 张昆, 王学旭, 一等. 基于混合循环算法的复杂装配体装配序列智能规划[J]. 东北大学学报, 2019, 40(12): 1767-1772QU X T, ZHANG K, WANG X X, et al. Hybrid cycle algorithm-based intelligent assembly sequence planning of complex assembly[J]. Journal of Northeastern University, 2019, 40(12): 1767-1772 (in Chinese) [8] 于嘉鹏, 王成恩, 张闻雷, 于等. 基于优先规则筛选的装配序列规划方法[J]. 东北大学学报, 2009, 30(11): 1636-1640YU J P, WANG C E, ZHANG W L, et al. Assembly sequence planning based on screening of priority rules[J]. Journal of Northeastern University, 2009, 30(11): 1636-1640 (in Chinese) [9] 陈大亨, 张彪, 宫华. 基于粒子群优化算法的装配序列规划研究[J]. 沈阳理工大学学报, 2016, 35(4): 38-41, 84 doi: 10.3969/j.issn.1003-1251.2016.04.008CHEN D H, ZHANG B, GONG H. Assembly sequence planning based on a particle swarm optimization algorithm[J]. Journal of Shenyang Ligong University, 2016, 35(4): 38-41, 84 (in Chinese) doi: 10.3969/j.issn.1003-1251.2016.04.008 [10] 焦玉民, 徐婷, 刘斌, 于等. 基于混合遗传算法的虚拟装配作业过程规划[J]. 中国工程机械学报, 2017, 15(4): 342-347JIAO Y M, XU T, LIU B, et al. Hybrid genetic algorithm-based planning method for virutal assembly operation[J]. Chinese Journal of Construction Machinery, 2017, 15(4): 342-347 (in Chinese) [11] 宿彪, 黄向明, 任莹晖, 等. 基于蚁群算法的工程机械再制造优化选配方法研究[J]. 机械工程学报, 2017, 53(5): 60-68 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201705007.htmSU B, HUANG X M, REN Y H, et al. Research on selective assembly method optimization for construction machinery remanufacturing based on ant colony algorithm[J]. Journal of Mechanical Engineering, 2017, 53(5): 60-68 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201705007.htm [12] 敬石开, 李连升, 曾森, 等. 面向产品装配序列规划的智能优化算法库[J]. 计算机辅助设计与图形学学报, 2010, 22(9): 1593-1599 https://www.cnki.com.cn/Article/CJFDTOTAL-JSJF201009025.htmJING S K, LI L S, ZENG S, et al. Intelligent optimization algorithm library for assembly sequence planning of products[J]. Journal of Computer-Aided Design & Computer Graphics, 2010, 22(9): 1593-1599 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JSJF201009025.htm [13] SINANOGLU C. Design of an artificial neural network for assembly sequence planning system[J]. The International Journal of Industrial Engineering: Theory, Applications and Practice, 2008, 15(1): 92-103 [14] 王松, 孙振忠, 郭建文, 等. 基于混合蛙跳算法的复杂产品装配序列规划[J]. 计算机集成制造系统, 2014, 20(12): 2991-2999 https://www.cnki.com.cn/Article/CJFDTOTAL-JSJJ201412009.htmWANG S, SUN Z Z, GUO J W, et al. Assembly sequence planning based on shuffled frog leaping algorithm[J]. Computer Integrated Manufacturing Systems, 2014, 20(12): 2991-2999 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-JSJJ201412009.htm [15] 魏巍, 郭晨, 段晓东, 等. 基于蚁群遗传混合算法的装配序列规划方法[J]. 系统仿真学报, 2014, 26(8): 1684-1691 https://www.cnki.com.cn/Article/CJFDTOTAL-XTFZ201408011.htmWEI W, GUO C, DUAN X D, et al. Method of assembly sequence planning based on ant colony genetic hybrid algorithm[J]. Journal of System Simulation, 2014, 26(8): 1684-1691 (in Chinese) https://www.cnki.com.cn/Article/CJFDTOTAL-XTFZ201408011.htm -









 点击查看大图
点击查看大图

图(16) / 表(5)
计量
- 文章访问数: 100
- HTML全文浏览量: 22
- PDF下载量: 19
- 被引次数: 0
