




Experimental Study on Dry Cutting of Titanium Alloy with Al2O3/La2O3/(W,Mo)C Tool
-
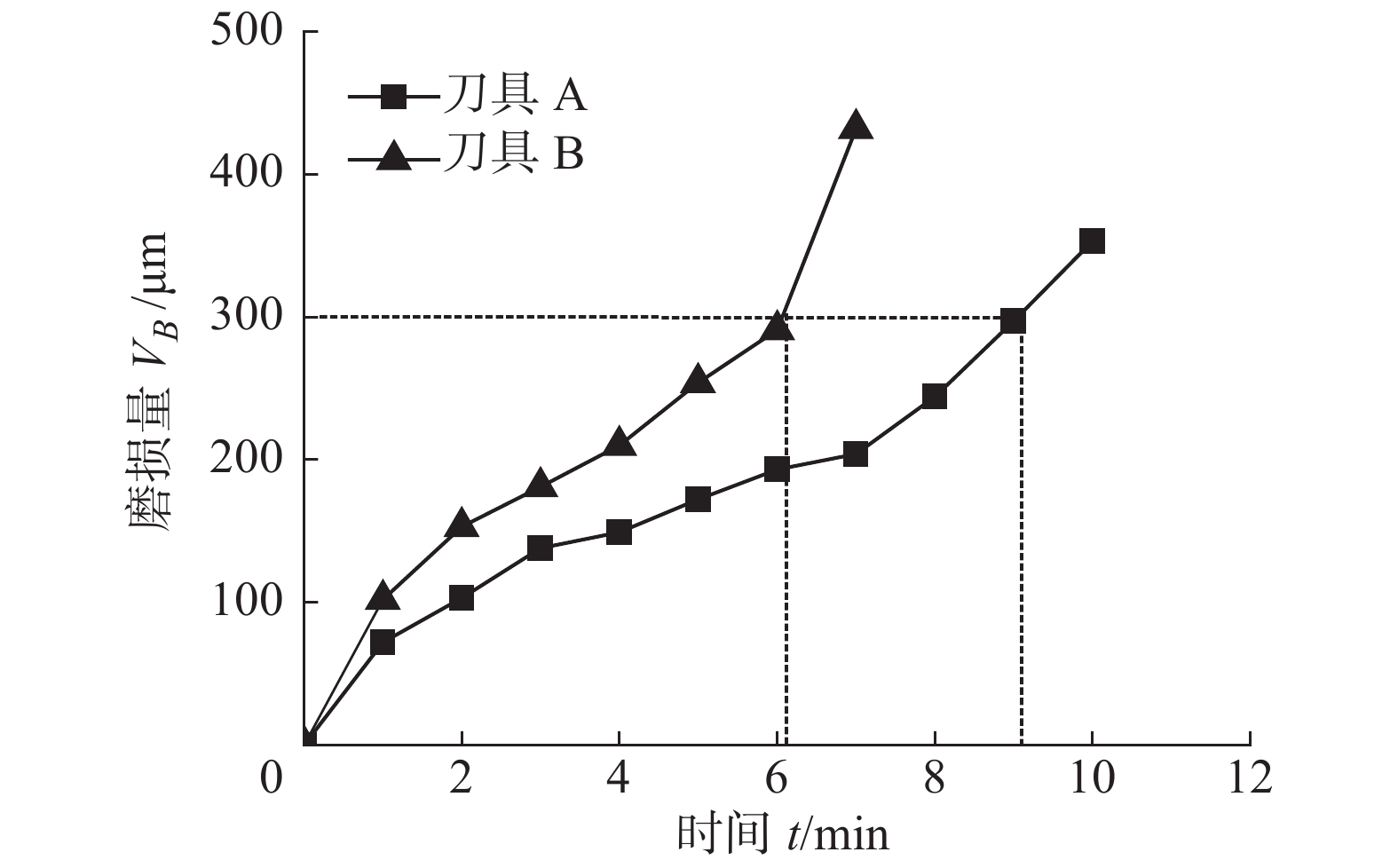
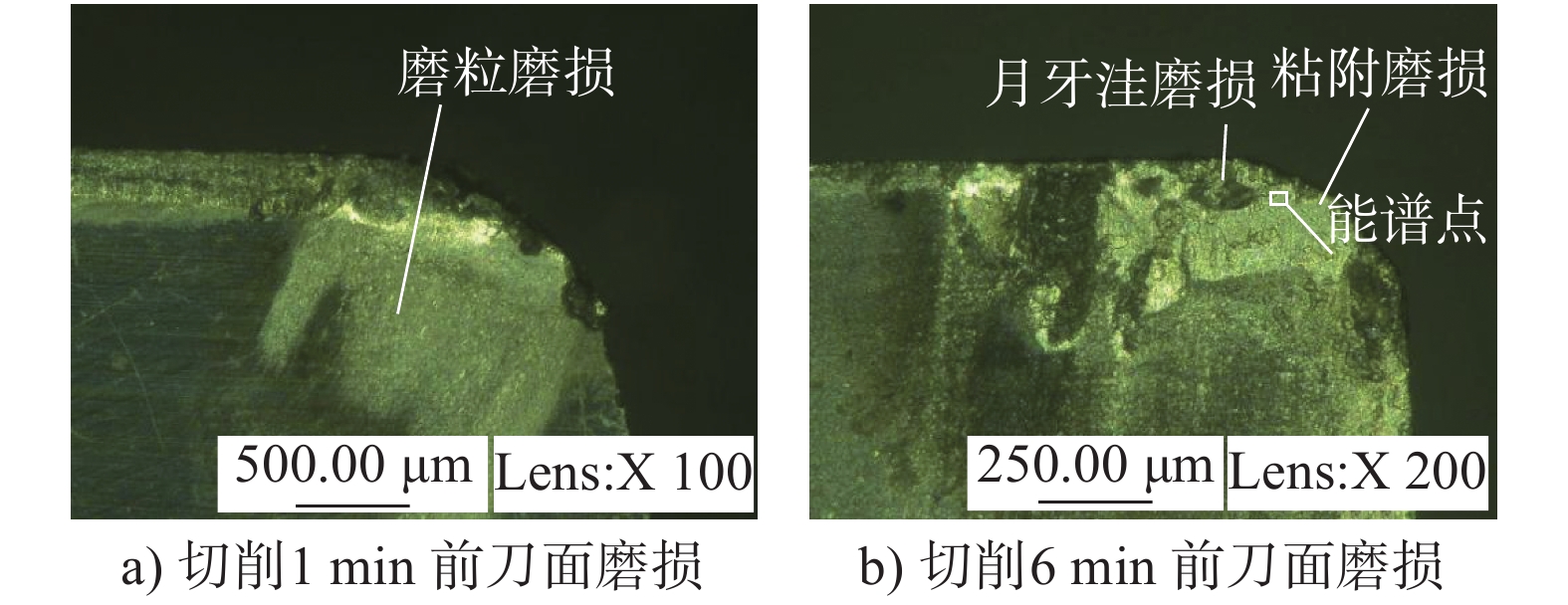
摘要: 采用等离子烧结制备新型Al2O3/La2O3/(W,Mo)C无粘结相硬质合金刀具,并与YG8刀具进行干切削钛合金的对比,实验结果表明,在相同切削用量下,Al2O3/La2O3/(W,Mo)C无粘结相硬质合金刀具干切削TC4时切削力和粗糙度数值都小于YG8,无粘结相刀具对钛合金拥有更好的切削性能,刀具受切削参数的影响较小,拥有较宽的切削用量范围。无粘结相硬质合金刀具干切削TC4的磨损量比YG8刀具更低,耐磨性更好,刀具磨损机理主要为边界磨损以及少量的粘附磨损,并有少许崩刃破坏,而YG8刀具的磨损有粘附磨损、磨粒磨损、月牙洼磨损。
-
关键词:
- 无粘结相硬质合金刀具 /
- 钛合金 /
- 干切削 /
- 磨损机理
Abstract: New Al2O3/La2O3/(W,Mo)Cbinderless tools weremanufactured with spark plasma sinteringfor dry cutting of TC4 alloy comparing with YG8 tool. The results showed that under the same cutting amount, the cutting force and roughness with the Al2O3/La2O3/(W,Mo)Cbinderless cemented carbide toolswere less than that with YG8.Binderless tools had better cutting performance for TC4alloy and were less affected by cutting parameters. Binderless tools had a wider range of cutting amount. The wear of binderless tools for dry cutting TC4 alloy were lower than that with YG8 tool. Wear resistance was better. The wear mechanism of binderless toolswas mainly boundary wear and a small amount of adhesive wear, and a little bit of chipping damage. The wear of YG8 tool was adhesive wear, abrasive wear, and crater wear.-
Key words:
- binderless cemented carbide tool /
- titanium alloy /
- dry cutting /
- wear mechanism
-
表 1 材料高温硬度结果
测试项目 测试方法 测试结果 换算结果 600 ℃硬度 GB/T231.2-2012 79HRC >86.5HRA 800 ℃硬度 68HRC 85.6HRA 1000 ℃硬度 60HRC 81HRA  下载: 导出CSV
下载: 导出CSV
表 2 正交因素实验水平表
水平编号 切削速度/
${v_c}$/(m·min−1)进给量
$f$/(mm·r−1)背吃刀量
${a_p}$/mm1 50 0.05 0.1 2 71 0.1 0.2 3 100 0.2 0.4
下载: 导出CSV
-
[1] Arrazola P J, Garay A, Iriarte L M, et al. Machinability of titanium alloys (Ti6Al4V and Ti555.3)[J]. Journal of Materials Processing Technology, 2009, 209(5): 2223-2230 doi: 10.1016/j.jmatprotec.2008.06.020 [2] Choudhary A, Paul S. Performance evaluation of PVD TIALN coated carbide tools vis-à-vis uncoated carbide tool in turning of titanium alloy (Ti-6Al-4V) by simultaneous minimization of cutting energy, dimensional deviation and tool wear[J]. Machining Science and Technology, 2019, 23(3): 368-384 doi: 10.1080/10910344.2018.1486421 [3] 岳锋, 杜劭峰, 张建强, 等. 钛合金材料高效切削工艺性能研究[J]. 国防制造技术, 2019,(1): 16-21 doi: 10.3969/j.issn.1674-5574.2019.01.004Yue F, Du S F, Zhang J Q, et al. Research on high-efficiency cutting process performance of titanium alloy materials[J]. Defense Manufacturing Technology, 2019,(1): 16-21 (in Chinese) doi: 10.3969/j.issn.1674-5574.2019.01.004 [4] 束学勇, 钱志良. 某型钛合金航空零件表面粗糙度的切削实验研究[J]. 苏州大学学报, 2012, 32(1): 20-22Shu X Y, Qian Z L. Experimental study of surface roughness of a titanium aerospace part[J]. Journal of Soochow University , 2012, 32(1): 20-22 (in Chinese) [5] 王晓明, 韩江. TC4钛合金高速铣削表面粗糙度研究[J]. 机械设计与制造, 2019,(5): 232-236, 240 doi: 10.3969/j.issn.1001-3997.2019.05.058Wang X M, Han J. Study on surface roughness of high speed milling of TC4 titanium alloy[J]. Machinery Design & Manufacture, 2019,(5): 232-236, 240 (in Chinese) doi: 10.3969/j.issn.1001-3997.2019.05.058 [6] 姚远. 切削参数对高速切削钛合金刀具磨损的影响[J]. 机械设计与制造, 2018,(9): 213-216 doi: 10.3969/j.issn.1001-3997.2018.09.057Yao Y. Effect of cutting parameters on wear of high speed cutting titanium alloy[J]. Machinery Design & Manufacture, 2018,(9): 213-216 (in Chinese) doi: 10.3969/j.issn.1001-3997.2018.09.057 [7] 姚倡锋, 豆兴堂, 陈广超, 等. TiAlN涂层硬质合金可转位刀具快速铣削钛合金刀片磨损研究[J]. 机械科学与技术, 2017, 36(8): 1212-1217Yao C F, Dou X T, Chen G C, et al. Research of blade wear for TiAlN coated carbide in indexable tool high feed milling of titanium alloy[J]. Mechanical Science and Technology for Aerospace Engineering, 2017, 36(8): 1212-1217 (in Chinese) [8] Ezugwu E O, Da Silva R B, Bonney J, et al. Evaluation of the performance of CBN tools when turning Ti-6Al-4V alloy with high pressure coolant supplies[J]. International Journal of Machine Tools and Manufacture, 2005, 45(9): 1009-1014 doi: 10.1016/j.ijmachtools.2004.11.027 [9] Jawaid A, Che-Haron C H, Abdullah A. Tool wear characteristics in turning of titanium alloy Ti-6246[J]. Journal of Materials Processing Technology, 1999, 92-93: 329-334 doi: 10.1016/S0924-0136(99)00246-0 [10] Oh S J, Kim B S, Shon I J. Mechanical properties and rapid consolidation of nanostructured WC and WC-Al2O3 composites by high-frequency induction-heated sintering[J]. International Journal of Refractory Metals and Hard Materials, 2016, 58: 189-195 doi: 10.1016/j.ijrmhm.2016.04.016 [11] 胡涛, 胡忠举, 郭世柏, 等. 无粘结相WC基硬质合金刀具材料的研究现状与前景[J]. 工具技术, 2019, 53(2): 7-11 doi: 10.3969/j.issn.1000-7008.2019.02.002HuHu T, Hu Z J, Guo S B, et al. Research progress of WC-based cemented carbide cutting tool materials without bonding phase[J]. Tool Engineering, 2019, 53(2): 7-11 (in Chinese) doi: 10.3969/j.issn.1000-7008.2019.02.002 [12] Yin Z B, Yan S Y, Ye J D, et al. Cutting performance of microwave-sintered sub-crystal Al2O3/SiC ceramic tool in dry cutting of hardened steel[J]. Ceramics International, 2019, 45(13): 16113-16120 doi: 10.1016/j.ceramint.2019.05.128 [13] Zhang C, Song J P, Jiang L K, et al. Fabrication and tribological properties of WC-TiB2 composite cutting tool materials under dry sliding condition[J]. Tribology International, 2017, 109: 97-103 doi: 10.1016/j.triboint.2016.12.029 [14] Liao M Y, Sun H L, Huang K, et al. Cutting performance and failure mechanisms of a pure WC cutting tool in dry cutting of Cr12Mn5Ni4Mo3Al stainless steels and HT200 grey cast iron[J]. Materials and Manufacturing Processes, 2017, 32(13): 1512-1521 doi: 10.1080/10426914.2017.1279315 [15] 杨发展. 新型WC基纳米复合刀具材料及其切削性能研究[D]. 济南: 山东大学, 2009.Yang F Z. New WC based nanocomposite tool materials and their cutting performance[D]. Shandong: Shandong University, 2009 (in Chinese). -






 点击查看大图
点击查看大图

图(8) / 表(2)
计量
- 文章访问数: 314
- HTML全文浏览量: 48
- PDF下载量: 15
- 被引次数: 0
