




Study on Kriging Approximate Prediction Model for Residual Stress in Girdle Welding of Vertical Pipe
-
摘要: 深海立管的焊接残余应力严重影响结构的服役寿命和安全性能。以立管用X65管线钢作为研究对象,建立有限元模型,选择双椭球热源模型模拟移动热源,采用生死单元法模拟焊料填充过程,进行环焊缝焊接过程模拟得到管道焊接残余应力场的分布规律。通过正交试验优化设计焊接工艺参数,在有限元分析基础上确定焊接残余应力,进行简化假设而建立了残余应力Kriging近似预测模型,对比分析了模型预测结果和有限元计算结果,发现一致性高。因而可通过此模型预测不同工艺参数下的残余应力数值,其表现出较高的工程应用价值。Abstract: As an important part of the floating platform, the deep-sea riser connects the offshore oil and gas resources closely with the offshore platform. The welding residual stress will affect the mechanical properties of the pipe and its fatigue damage life. The finite element model for deep-sea riser of API5LX65 pipeline steel is established by using MSC. Marc software, and the filling process is simulated by using the moving double ellipsoid heat source model and the birth and death element method, and the seam welding process for pipe simulated with the thermal-mechanical coupling method, and the welding residual stress and temperature field distribution are obtained. The variation in residual stress under different parameters was obtained by using the single factor analysis with control variable method. On the above-mentioned, the welding process parameters were selected as the influencing parameters for orthogonal experimental design to obtain sample points, the welding residual stress was taken as the response parameters, Kriging numerical model was established and the response surface was plotted, and the present finite element model was applied and the accuracy via Kriging model was compared. The Kriging model can replace the finite element model for quickly and accurately predicting the residual stress in the welding process under different parameters, which has a significance in engineering.
-
Key words:
- vertical pipe /
- finite element method /
- residual stress in welding /
- Kriging model
-
表 1 X65管线钢力学属性
温度/℃ 屈服强度/MPa 弹性模量/GPa 热膨胀系数 泊松比 20 570 207 11.5 0.275 100 483 204 12.09 0.275 300 329 192 13.37 0.280 500 241 174 14.66 0.3 700 186 137 15.49 0.32 900 132 103 17.44 0.375 1 000 105 86 18.25 0.375 1 300 34 40 21 0.4 1 495 22 30 21.9 0.45 1 500 22 20 22 0.45  下载: 导出CSV
下载: 导出CSV
表 2 X65管线钢的热学属性
温度/℃ 导热系数/(W·(m·K)-1) 比热容/(J·(kg·K)-1) 20 70 4.73 200 51.6 5.15 400 36.4 5.48 500 29.3 5.69 1 200 25.3 6.91 1 300 26.1 6.91
下载: 导出CSV
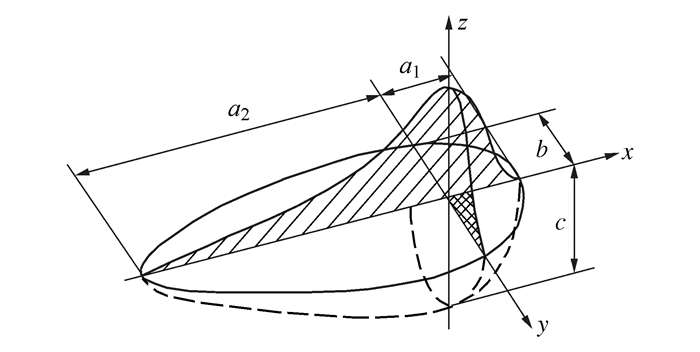
表 3 双椭球热源形状参数
参数 第一层 第二层 第三层 前长a1/mm 2 9 10 后长a2/mm 1.5 6 6 熔宽b/mm 4.5 4.5 4.5 熔深c/mm 18 18 18
下载: 导出CSV
表 4 正交试验变量及响应值
试验 工艺参数 响应参数 U/V I/A V/(mm·s-1) σ1/MPa σ2/MPa σ3/MPa 1 30 220 6.67 433.66 525.93 -231.98 2 30 235 8.33 409.03 547.59 -199.55 3 30 250 10 355 555.98 -171.09 4 35 220 8.33 442.08 536.82 -216.51 5 35 235 10 412.62 550.75 -190.23 6 35 250 6.67 288.47 497.08 -286.56 7 40 220 10 449.47 543.76 -203.22 8 40 235 6.67 268.05 481.37 -299.5 9 40 250 8.33 299.38 517.3 -268.63
下载: 导出CSV
表 5 有限元结果分析对比
工艺参数 σ1/MPa σ2/MPa σ3/MPa U/V I/A V/(mm·s-1) FEA Kriging FEA Kriging FEA Kriging 31 225 7.5 445.12 434.53 536.45 536.13 -217.88 -221.88 34 245 8 397.74 405.89 536.51 533.62 -239.52 -237.04 32 230 8.4 429.34 431.27 544.33 546.30 -205.88 -207.06 38 246 9.5 414.63 408.62 541.69 544.82 -224.18 -228.46 37 241 9 413.93 409.56 542.25 543.09 -229.88 -230.40 36 232 6.8 308.11 312.28 511.66 509.52 -274.06 -276.98 33 228 7.7 430.61 424.05 528.88 537.25 -226.83 -226.98
下载: 导出CSV
-
[1] 贾承造, 庞雄奇, 姜福杰.中国油气资源研究现状与发展方向[J].石油科学通报, 2016, 1(1):2-23 http://www.cnki.com.cn/Article/CJFDTotal-SYKE201601002.htmJia C Z, Pang X Q, Jiang F J. Research status and development directions of hydrocarbon resources in China[J]. Petroleum Science Bulletin, 2016, 1(1):2-23(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-SYKE201601002.htm [2] 魏晓锋.基于层次分析法的深海平台钢悬链线立管风险评估[D].辽宁大连: 大连理工大学, 2013Wei X F. Risk assessment for deepwater platform steel catenary riser using analytic hierarchy process[D]. Liaoning Dalian: Dalian University of Technology, 2013(in Chinese) [3] 赵海燕, 吴骏巍, 陆向明, 等.基于局部-整体有限元法的薄壁筒焊接变形计算[J].清华大学学报, 2017, 57(5):449-453 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=qhdxxb201705001Zhao H Y, Wu J W, Lu X M, et al. Welding deformation predictions of thin-wall cylinders using a local-global method[J]. Journal of Tsinghua University, 2017, 57(5):449-453(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=qhdxxb201705001 [4] 杨辉, 王富祥, 陈健, 等.基于应变的管道环焊缝表面裂纹有限元分析[J].石油机械, 2017, 45(3):114-117 http://www.cnki.com.cn/Article/CJFDTotal-SYJI201703024.htmYang H, Wang F X, Cheng J, et al. Strain-based finite element analysis of surface-breaking cracks of pipeline girth weld[J]. China Petroleum Machinery, 2017, 45(3):114-117(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-SYJI201703024.htm [5] 沙胜义.输油管道环焊缝缺陷疲劳寿命评估[J].管道技术与设备, 2017, 12(2):28-31 http://d.wanfangdata.com.cn/Periodical/gdjsysb201702010Sha S Y. Fatigue life assessment on girth weld defects of petroleum transmission pipeline[J]. Pipeline Technology and Equipment, 2017, 12(2):28-31(in Chinese) http://d.wanfangdata.com.cn/Periodical/gdjsysb201702010 [6] 李慧敏, 凌泽民, 朱进前, 等.AISI304不锈钢管环焊缝和纵焊缝的焊接残余应力数值模拟[J].热加工工艺, 2017, 46(9):204-208 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=rjggy201709054Li H M, Ling Z M, Zhu J Q, et al. Numerical simulation of residual stress of longitudinal and circumferential butt joints of AISI304 pipe[J]. Hot Working Technology, 2017, 46(9):204-208(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=rjggy201709054 [7] 庹鑫, 段梦兰, 范晓, 等.基于双椭球热源模型的立管焊接残余应力研究[J].石油机械, 2015, 43(1):52-58 http://www.cnki.com.cn/article/cjfdtotal-syji201501012.htmTuo X, Duan M L, Fan X, et al. Study on welding residual stress of riser based on double ellipsoid heat source model[J]. China Petroleum Machinery, 2015, 43(1):52-58(in Chinese) http://www.cnki.com.cn/article/cjfdtotal-syji201501012.htm [8] Cho J, Lee C H. FE analysis of residual stress relaxation in a girth-welded duplex stainless steel pipe under cyclic loading[J]. International Journal of Fatigue, 2016, 82:462-473 doi: 10.1016/j.ijfatigue.2015.09.001 [9] Deng D, Murakawa H, Liang W. Numerical and experimental investigations on welding residual stress in multi-pass butt-welded austenitic stainless steel pipe[J]. Computational Materials Science, 2008, 42(2):234-244 http://www.sciencedirect.com/science/article/pii/S0927025607001978 [10] 张洪伟, 张以都, 赵晓慈.基于Kriging模型的喷丸强化残余应力场数值分析[J].系统仿真学报, 2011, 23(4):826-831 http://www.cqvip.com/Main/Detail.aspx?id=37228110Zhang H W, Zhang Y D, Zhao X C. Numerical analysis of residual stress field for shot-peening process based on kriging model[J]. Journal of System Simulation, 2011, 23(4):826-831(in Chinese) http://www.cqvip.com/Main/Detail.aspx?id=37228110 [11] 王伟.X80级管线钢焊接接头疲劳性能分析[J].焊接技术, 2017, 46(4):79-82 http://www.cqvip.com/QK/91389X/201704/672236823.htmlWang W. Fatigue performance analysis of welded joints of grade X80 pipeline steel[J]. Welding Technology, 2017, 46(4):79-82(in Chinese) http://www.cqvip.com/QK/91389X/201704/672236823.html [12] 李瑞英, 赵明, 吴春梅, 等.基于SYSWELD的双椭球热源模型参数的确定[J].焊接学报, 2014, 35(10):93-96 http://d.wanfangdata.com.cn/Periodical/hjxb201410024Li R Y, Zhao M, Wu C M, et al. Determination of shape parameters of double ellipsoid heat source model in numerical simulation based on SYSWELD software[J]. Transactions of the China Welding Institution, 2014, 35(10):93-96(in Chinese) http://d.wanfangdata.com.cn/Periodical/hjxb201410024 [13] 赵洪运, 舒凤远, 张洪涛, 等.基于生死单元的激光熔覆温度场数值模拟[J].焊接学报, 2010, 31(5):81-84 http://www.cnki.com.cn/Article/CJFDTotal-HJXB201005022.htmZhao H Y, Shu F Y, Zhang H T, et al. Numerical simulation on temperature field of laser cladding based on birth-death element method[J]. Transactions of the China Welding Institution, 2010, 31(5):81-84(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-HJXB201005022.htm [14] Krige D G. A statistical approach to some mine valuations and allied problems at the Witwatersrand[D]. Johannes burg Witwatersrand: University of the Witwatersrand, 1951 [15] 李耀辉.基于Kriging模型的全局近似与仿真优化方法[D].武汉: 华中科技大学, 2015Li Y H. The Kriging-based global approximation and simulation optimization methods[D]. Wuhan: Huazhong University of Science and Technology, 2015(in Chinese) -


 点击查看大图
点击查看大图
图(6) / 表(5)
计量
- 文章访问数: 213
- HTML全文浏览量: 32
- PDF下载量: 17
- 被引次数: 0
