




Study on Influence of Chamfer Parameters on Tool Life in Intermittent Turning of Superalloy GH4169
-
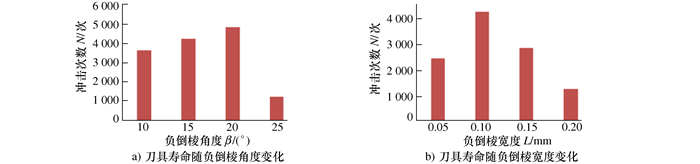
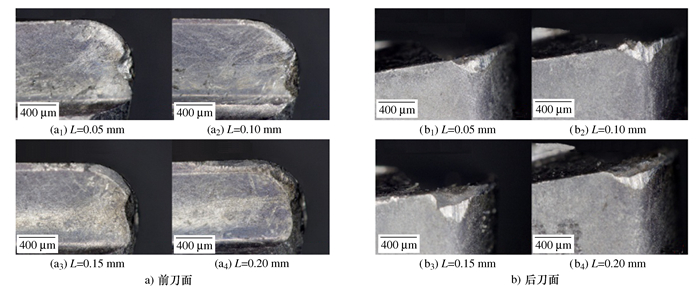
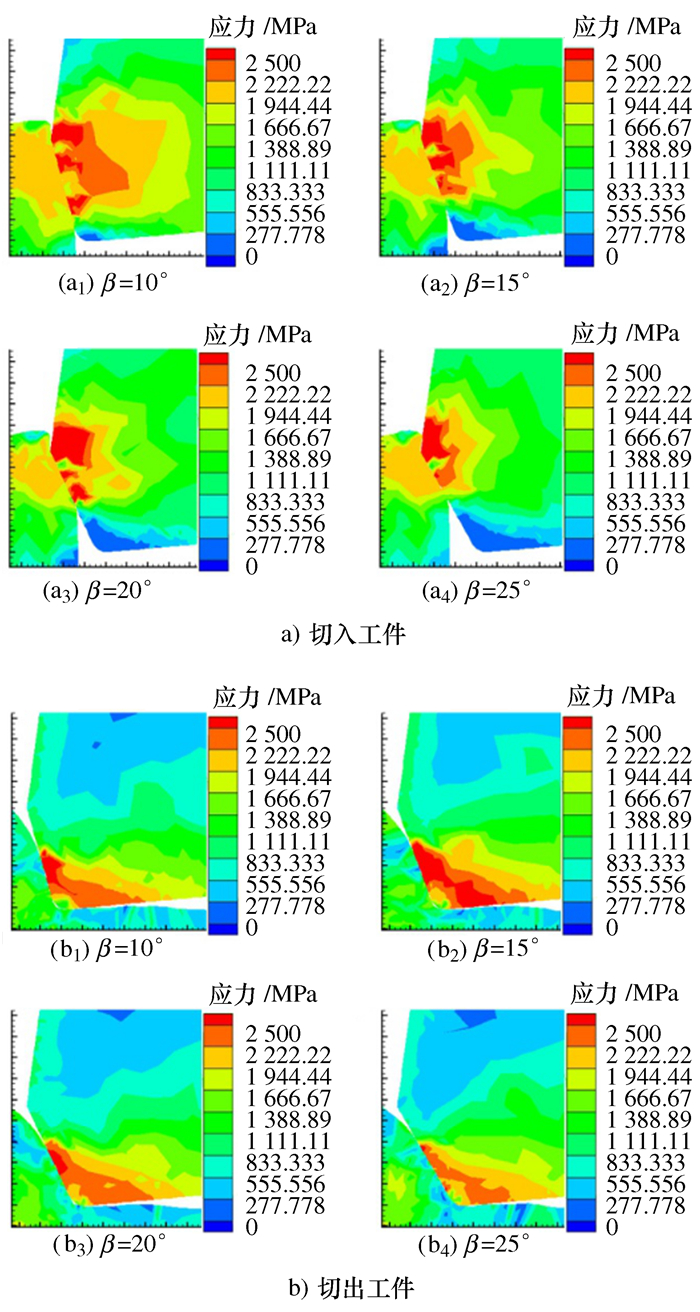
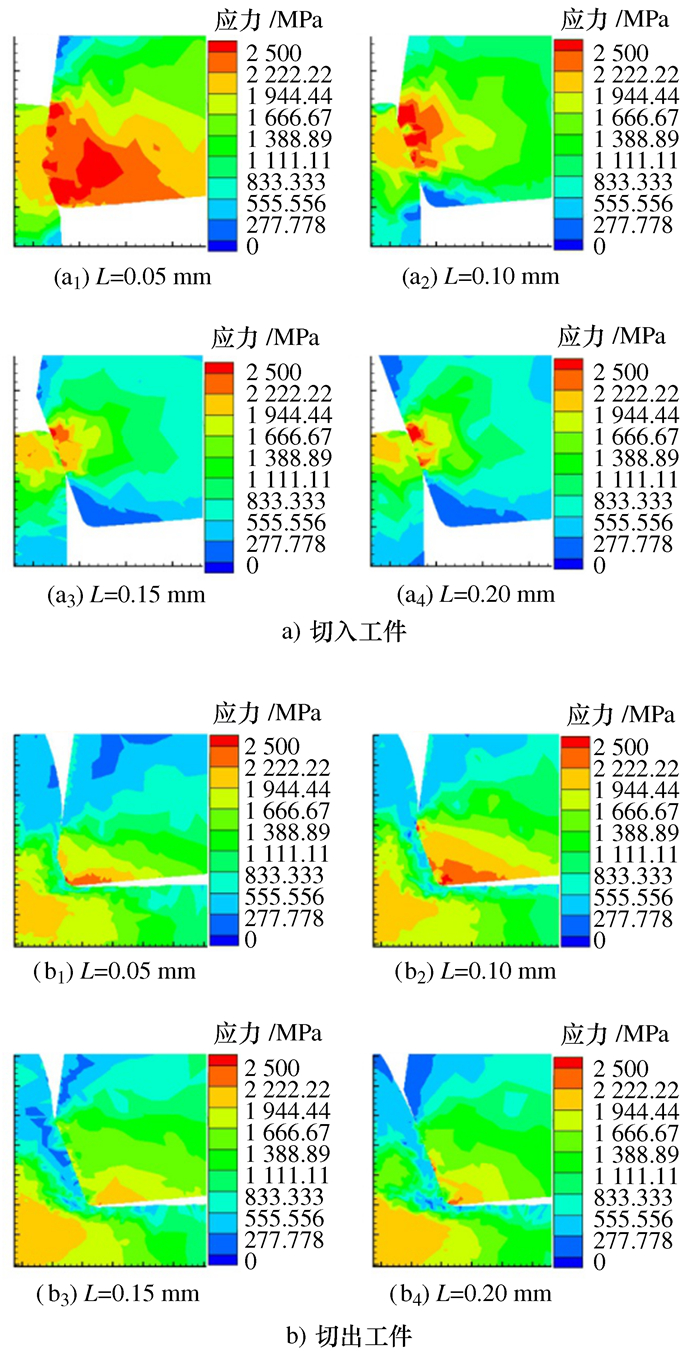
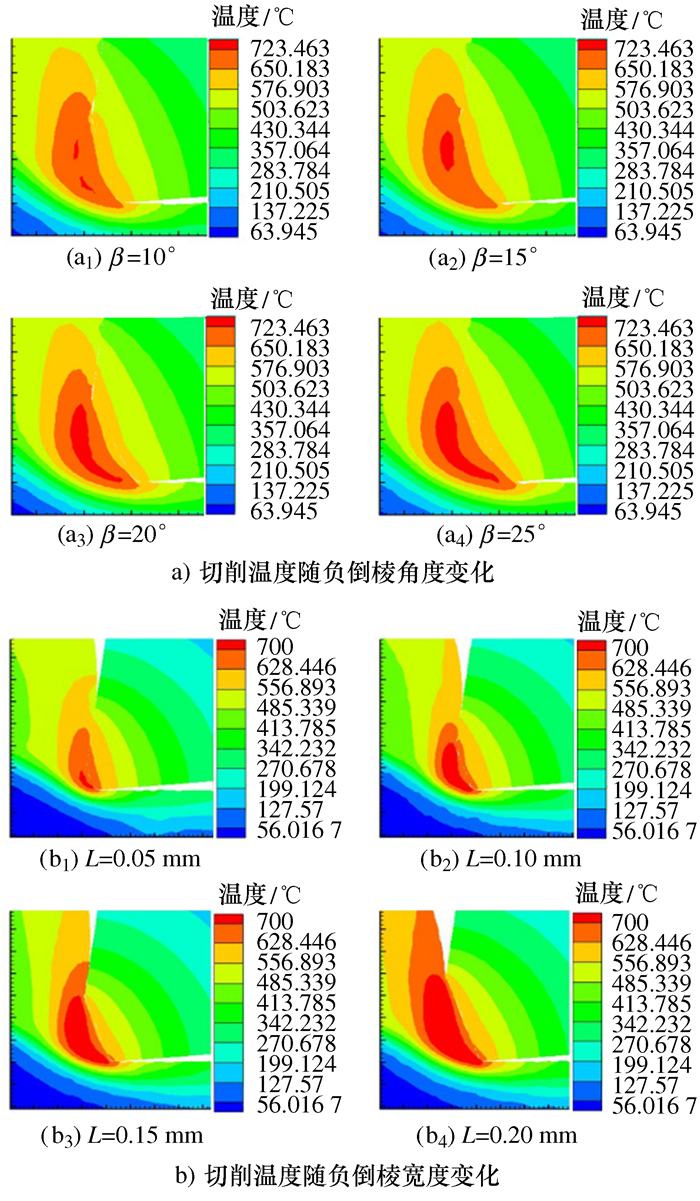
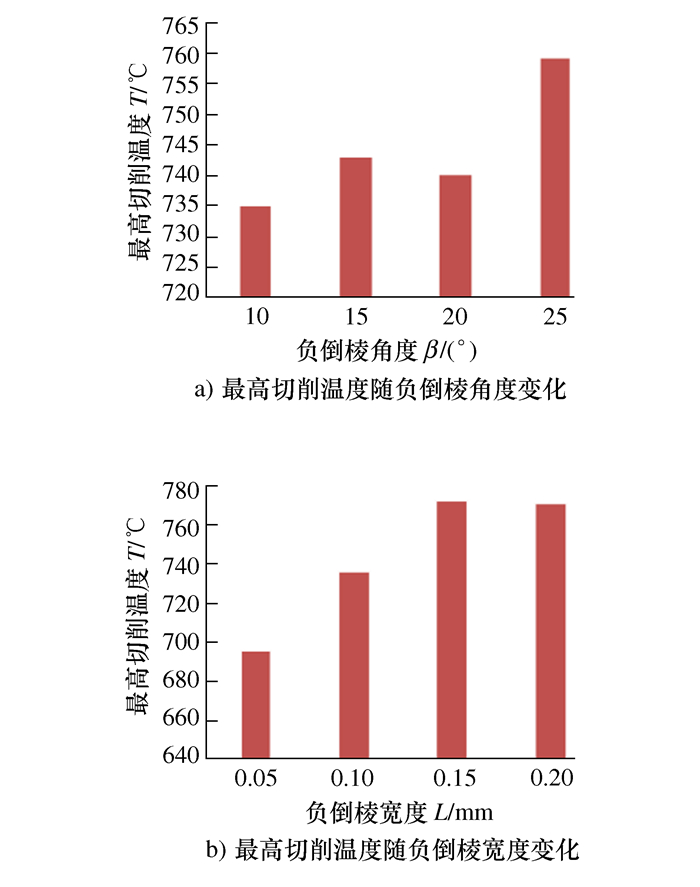
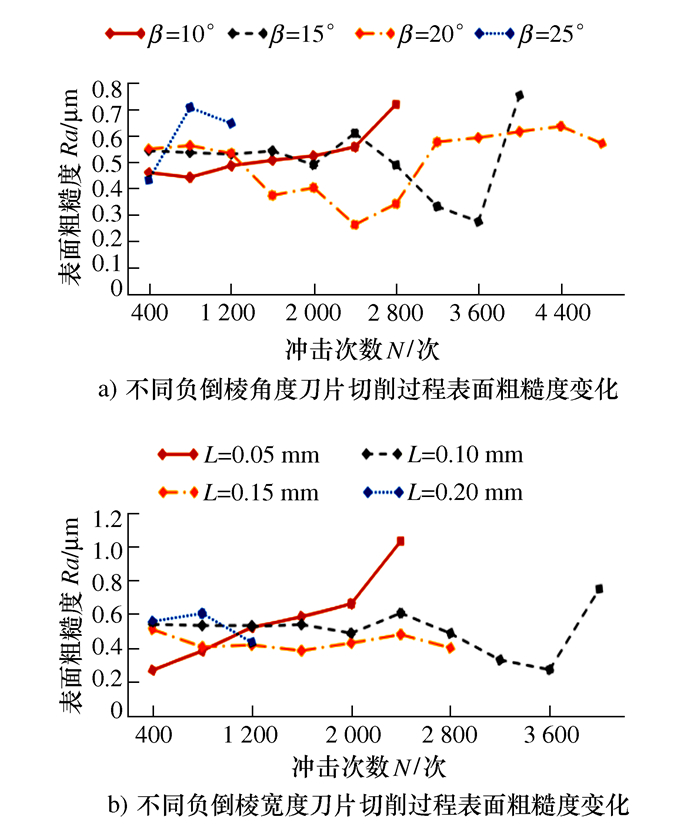
摘要: 针对镍基高温合金GH4169的断续车削过程,通过单因素实验的方法,研究了硬质合金刀片刃口负倒棱参数对刀具寿命及加工表面粗糙度的影响规律。通过超景深显微镜与SEM扫描电镜分析了负倒棱参数对刀具磨损机理影响规律,利用有限元仿真从冲击应力与切削温度的角度,对实验结果进行了讨论。结果表明:在研究范围内,随着负倒棱角度与宽度的增加,刀具寿命均呈先增大后减小的趋势,而加工表面粗糙度随负倒棱参数的变化规律不明显,总体上差距不大;适当增加负倒棱角度与宽度可以减小切入切出冲击使得刀具寿命升高,但负倒棱角度与宽度过大使切削温度升高加剧了刀具磨损,从而导致刀具寿命降低。Abstract: Focusing on the intermittent turning of superalloy GH4169, the effects of the chamfer parameters in the cutting insert on the tool life and machined surface roughness by using the single factor experiment method was studied. The influences of the chamfer parameters on the tool wear mechanism were also investigated via a scanning electron microscope (SEM) and a digital microscope with super depth of field. Then the experiment results were discussed by combining the cutting impact stress and the cutting temperature obtained via finite element method. The results showed that tool life increased firstly and decreased with the increasing of chamfer angle and width, but machined surface roughness changed slightly. Properly increasing the chamfer parameters can decrease the impact stress so as to increase the tool life. But the large chamfer parameter increased significantly the cutting temperature so as to exacerbate the tool wear and decrease tool life.
-
Key words:
- nickel based superalloy /
- GH4169 /
- intermittent turning /
- chamfer /
- tool life
-
表 2 刀片负倒棱参数
序号 负倒棱角度β/(°) 负倒棱宽度L/mm 1 10 0.10 2 15 0.10 3 20 0.10 4 25 0.10 5 15 0.05 6 15 0.10 7 15 0.15 8 15 0.20  下载: 导出CSV
下载: 导出CSV
-
[1] 岳彩旭, 姜男, 黄翠.镍基高温合金GH4169车削过程刀具磨损特性研究[J].航空制造技术, 2018, 61(19):74-78, 83 http://www.cnki.com.cn/Article/CJFDTotal-HKGJ201819017.htmYue C X, Jiang N, Huang C. Research on tool wear characteristics of Ni-based Superalloy GH4169 during turning[J]. Aeronautical Manufacturing Technology, 2018, 61(19):74-78, 83(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-HKGJ201819017.htm [2] 郝兆朋, 崔瑞瑞, 范依航.切削镍基高温合金GH4169的刀具磨损机理研究[J].长春工业大学学报, 2018, 39(1):8-13 http://www.cnki.com.cn/Article/CJFDTotal-JLGX201801003.htmHao Z P, Cui R R, Fan Y H. Research on tool wear mechanism in machining Nickel-based alloy GH4169[J]. Journal of Changchun University of Technology, 2018, 39(1):8-13(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-JLGX201801003.htm [3] 王奔, 常康, 王碧玲, 等.不同刀具车削GH4169时的切削性能对比[J].组合机床与自动化加工技术, 2019, (6):119-122 http://www.cnki.com.cn/Article/CJFDTotal-ZHJC201906031.htmWang B, Chang K, Wang B L, et al. Comparative on the process-ability of different tools during turning of the GH4169[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2019, (6):119-122(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-ZHJC201906031.htm [4] 陶福春, 云志新, 梁庭柱, 等.硬质合金刀具断续切削切出破损原因的探讨[J].哈尔滨理工大学学报, 1999, 4(2):5-8 http://www.cnki.com.cn/Article/CJFDTotal-HLGX902.001.htmTao F C, Yun Z X, Liang T Z, et al. Cause of brittle tool exit failure in intermittent cutting[J]. Journal of Harbin University of Science & Technology, 1999, 4(2):5-8(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-HLGX902.001.htm [5] 董丽华, 袁哲俊, 李振加, 等.铣刀片的应力场分析[J].工具技术, 1999, 33(3):8-10 http://www.cnki.com.cn/Article/CJFDTotal-GJJS903.001.htmDong L H, Yuan Z J, Li Z J, et al. Stress-field analysis of milling inserts[J]. Tool Engineering, 1999, 33(3):8-10(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-GJJS903.001.htm [6] Chou Y K, Evans C J. Cubic boron nitride tool wear in interrupted hard cutting[J]. Wear, 1999, 225-229:234-245 doi: 10.1016/S0043-1648(99)00012-5 [7] Ventura C E H, Köhler J, Denkena B. Influence of cutting edge geometry on tool wear performance in interrupted hard turning[J]. Journal of Manufacturing Processes, 2015, 19:129-134 doi: 10.1016/j.jmapro.2015.06.010 [8] Devin L N, Stakhniv N E. The study of the influence of wear of a cutting tool of CBN-based composite material on the tool fracture probability in the finish turning of hardened steels[J]. Journal of Superhard Materials, 2012, 34(4):264-266 doi: 10.3103/S1063457612040089 [9] He G H, Liu X L, Wu C H, et al. Study on the negative chamfered edge and its influence on the indexable cutting insert's lifetime and its strengthening mechanism[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(5-8):1229-1237 [10] 王银涛.高速断续切削刀具疲劳失效实验与仿真研究[D].济南: 山东大学, 2016Wang Y T. Experimental and simulation investigation on fatigue failure of high speed intermittent cutting tools[D]. Ji'nan: Shandong University, 2016(in Chinese) [11] 叶铮.PCBN刀具负倒棱对其硬态切削性能研究[D].合肥: 合肥工业大学, 2016Ye Z. Research on hard cutting performances of chamfered PCBN tool[D]. Hefei: Hefei University of Technology, 2016(in Chinese) [12] 任帅民.PCBN刀具断续切削时负倒棱参数的研究[D].辽宁大连: 大连理工大学, 2009Ren S M. Study on the chamfer parameter of PCBN cutting tool in interrupted cutting[D]. Liaoning Dalian: Dalian University of Technology, 2009(in Chinese) [13] 夏锡全, 王其东, 杨海东.PCBN刀具负倒棱宽度对切削力影响分析[J].工具技术, 2017, 51(10):34-36 http://www.cnki.com.cn/Article/CJFDTOTAL-GJJS201710012.htmXia X Q, Wang Q D, Yang H D. Effect of chamfered width of PCBN tool on cutting force[J]. Tool Engineering, 2017, 51(10):34-36(in Chinese) http://www.cnki.com.cn/Article/CJFDTOTAL-GJJS201710012.htm [14] 宋庭科, 李嫚, 张弘弢.PCBN刀具车削镍基高温合金切削性能研究[J].金刚石与磨料磨具工程, 2011, 31(1):70-73Song T K, Li M, Zhang H T. Research on the cutting property of polycrystalline carbide boron nitride (PcBN) tools in turning nickel-based superalloy GH4169[J]. Diamond & Abrasives Engineering, 2011, 31(1):70-73(in Chinese) [15] 袁勤, 程寓, 汪振华, 等.硬质合金刀具车削γ-TiAl合金的失效研究[J].工具技术, 2019, 53(2):12-16 http://www.cnki.com.cn/Article/CJFDTotal-GJJS201902003.htmYuan Q, Cheng Y, Wang Z H, et al. Study on tool failure of carbide tools in turning γ-TiAl alloy[J]. Tool Engineering, 2019, 53(2):12-16(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-GJJS201902003.htm -





 点击查看大图
点击查看大图
图(14) / 表(2)
计量
- 文章访问数: 137
- HTML全文浏览量: 99
- PDF下载量: 23
- 被引次数: 0
