




Research of Location Method for One Plane and Two Pins Without Clearance
-
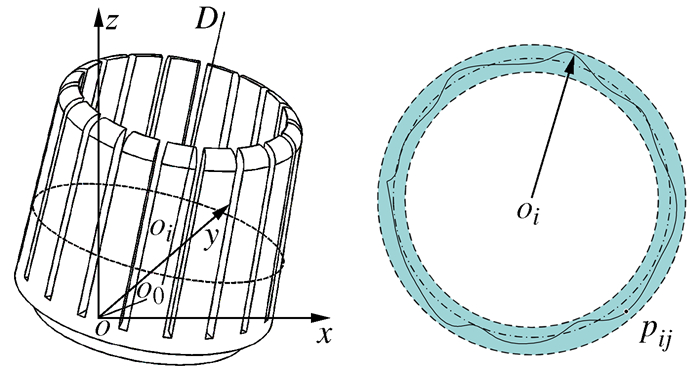
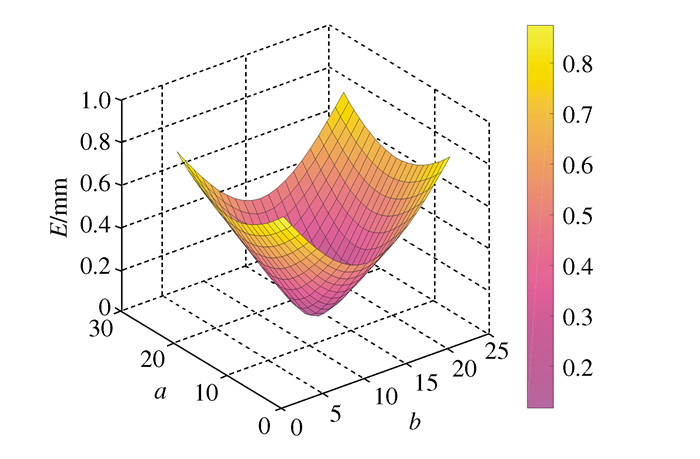
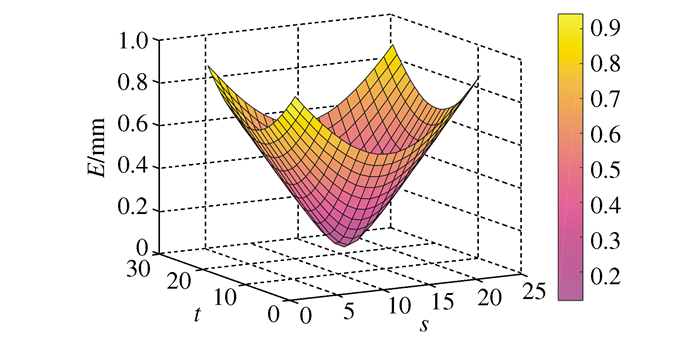
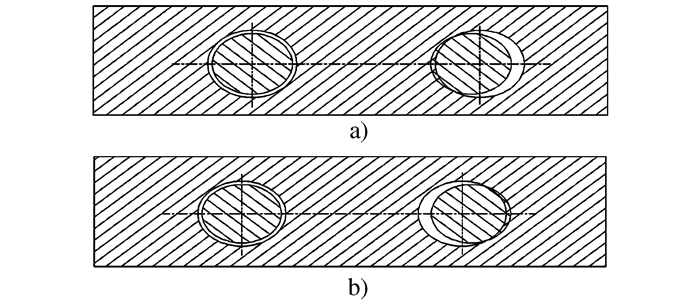
摘要: 针对箱体、壳体类零件大批量生产中,由于采用的传统一面两销定位存在配合间隙,各工序无法达到完全基准统一,易造成产品质量不稳定的问题。提出了一种采用两个带挠性的多齿瓣圆柱销代替传统的圆柱销和菱形销的无间隙定位方法。通过最小二乘法寻找到定位销弹性齿瓣的最小弹性区间,定位孔中心距公差带只需满足在最小弹性区间内变化即可。利用定位销弹性齿瓣的回复力与定位孔自适应配合的方法消除销孔之间的配合间隙,实现定位基准统一。数值仿真计算验证了提出的无间隙定位方法的有效性。Abstract: In the mass production of box and monoblock parts, due to the clearance between the traditional location of one plane and two pins. The complete unification of datum of each process cannot be reached, which easily causes the problem of unstable product quality. A new clearance-free location method with two elastic multi-tooth cylindrical pins instead of traditional cylindrical pins and diamond pins is proposed. The elastic interval of the teeth of the locating pin is searched by the least square method, then tolerance zone of the center distance of the locating hole only satisfies to the elastic minimum interval. The clearance between the pin and the hole is eliminated through self-adaptive fitting relied the resilience of elastic teeth of location pin, consequently the real unification of location datum of each process is realized. Ultimately, the validity of the present clearance-free location method is verified via numerical simulation.
-
表 1 孔中心距公差最大公差带对应定位销最小弹性带
定位孔公称直径∅/mm 定位孔设计尺寸/mm 定位销弹性齿瓣数/个 定位销最小弹性带值/mm 16 100~200±0.04 7~9 0.085 41 16 200~400±0.05 9~11 0.112 23 16 400~600±0.03 11~13 0.066 24 16 600~800±0.05 13~15 0.113 25  下载: 导出CSV
下载: 导出CSV
表 2 定位销部分采样截面坐标数据
mm x y z 14.406 15.223 1.532 15.586 -14.987 1.458 -15.003 -15.621 1.372 -15.322 14.853 1.567 16.012 16.218 2.567 15.154 -15.539 2.939 -15.632 -14.635 3.162 -15.267 13.225 3.243 15.814 14.905 4.450 15.157 -15.970 4.648 -15.655 -15.035 4.560 -15.706 15.031 4.565 15.438 15.823 5.862 15.276 -14.655 6.155 -14.751 -14.959 6.154 -16.154 15.386 5.992 15.957 14.546 7.302 -14.915 15.034 7.592 -15.317 -15.754 7.316 -14.585 14.223 7.565 -16.223 -15.489 9.328 -15.544 -14.823 9.287 -16.149 -15.340 9.298 -15.387 14.229 9.007 15.934 15.917 10.314 15.106 -14.243 10.554 -14.961 -16.129 10.525 -15.825 15.654 10.618 15.868 15.748 12.295 15.579 -14.100 12.041 -15.145 -15.442 11.904 -16.243 15.785 12.115 15.422 14.986 13.523 15.631 -16.325 13.498 -15.558 -15.698 13.558 -14.953 16.259 13.674 16.543 15.723 15.002 15.863 -15.957 15.124 -15.216 -15.873 15.546 -15.774 15.413 15.245
下载: 导出CSV
-
[1] 余时伟.双销定位的设计计算[J].机床, 1980, (3):9-12Yu S W. Design and calculation of double pin positioning[J]. Machine Tool, 1980, (3):9-12(in Chinese) [2] 王维模.夹具设计中的一面两销定位[J].贵州工学院学报, 1987, (2):51-58Wang W M. Location of one side and two pins in fixture design[J]. Journal of Guizhou Institute of Technology, 1987, (2):51-58(in Chinese) [3] Kang Y, Rong Y, Yang J. Computer-aided fixture design verification. Part 2. Tolerance analysis[J]. The International Journal of Advanced Manufacturing Technology, 2003, 21(10-11):836-841 doi: 10.1007/s00170-002-1400-5 [4] Zhu S W, Ding G F, Ma S W, et al. Workpiece locating error prediction and compensation in fixtures[J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(5-8):1423-1432 doi: 10.1007/s00170-012-4578-1 [5] Saravanan A, Balamurugan C, Sivakumar K, et al. Optimal geometric tolerance design framework for rigid parts with assembly function requirements using evolutionary algorithms[J]. The International Journal of Advanced Manufacturing Technology, 2014, 73(9-12):1219-1236 doi: 10.1007/s00170-014-5908-2 [6] Choudhuri S A, De Meter E C. Tolerance analysis of machining fixture locators[J]. Journal of Manufacturing Science and Engineering, 1999, 121(2):273-281 doi: 10.1115/1.2831216 [7] 张俊俊, 王基生.一面两孔定位精度的概率设计[J].西南工学院学报, 1996, 11(3):46-49 http://www.cnki.com.cn/Article/CJFDTotal-XNGX603.008.htmZhang J J, Wang J S. Precision design on probability for position with one plane and two holes[J]. Journal of Southwest China Institute of Technology, 1996, 11(3):46-49(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-XNGX603.008.htm [8] 宋建青.精度自适应的孔系组合夹具自动组装理论方法[D].杭州: 杭州电子科技大学, 2011Song J Q. A theoretical method of automatic assembly design with the adapting accuracy for holes system modular fixture[D]. Hangzhou: Hangzhou Dianzi University, 2011(in Chinese) [9] 吕程.基于结合面误差建模的装配精度预测与优化研究[D].长沙: 湖南大学, 2016Lv C. The study on prediction and optimization of assembly accuracy based on joint surface error modeling[D]. Changsha: Hunan University, 2016(in Chinese) [10] 唐宇航, 范晋伟, 陈东菊, 等.基于蒙特卡洛模拟的机床关键几何误差溯源方法[J].北京工业大学学报, 2017, 43(11):1619-1628 http://www.cqvip.com/QK/95054X/201711/673673443.htmlTang Y H, Fan J W, Chen D J, et al. Tracing method for key geometric errors of a machine tool based on monte carlo simulation[J]. Journal of Beijing University of Technology, 2017, 43(11):1619-1628(in Chinese) http://www.cqvip.com/QK/95054X/201711/673673443.html [11] 姚梓萌, 李言, 杨明顺, 等.响应面法在单点增量成形质量控制多目标优化中的应用[J].机械科学与技术, 2017, 36(3):409-416 doi: 10.13433/j.cnki.1003-8728.2017.0314Yao Z M, Li Y, Yang M S, et al. Multi-objective optimization of forming quality in single point incremental forming via response surface methodology[J]. Mechanical Science and Technology for Aerospace Engineering, 2017, 36(3):409-416(in Chinese) doi: 10.13433/j.cnki.1003-8728.2017.0314 [12] 董志敏, 白兰萍.机械零件切削加工夹具的定位研究[J].合肥工业大学学报, 2015, 38(8):1033-1035Dong Z M, Bai L P. Fixture location in mechanical parts machining[J]. Journal of Hefei University of Technology, 2015, 38(8):1033-1035(in Chinese) [13] 苏沛群, 苏梁, 储岩.一面两销精确定位自动控制系统设计[J].机床与液压, 2015, 43(14):44-48, 36 http://d.wanfangdata.com.cn/Periodical/jcyyy201514015Su P Q, Su L, Chu Y. Design of one plane and two pins precise positioning automatic control system[J]. Machine Tool & Hydraulics, 2015, 43(14):44-48, 36(in Chinese) http://d.wanfangdata.com.cn/Periodical/jcyyy201514015 [14] 徐旭松, 吴德辉.销/孔定位结构公差设计中的功能边界分析法[J].机械设计与制造, 2018, (10):225-228, 232 http://www.cnki.com.cn/Article/CJFDTotal-JSYZ201810060.htmXu X S, Wu D H. Functional boundary analysis method in pin/hole location structure tolerancing[J]. Machinery Design & Manufacture, 2018, (10):225-228, 232(in Chinese) http://www.cnki.com.cn/Article/CJFDTotal-JSYZ201810060.htm [15] 黄俊华.面向任意接触定位方案的定位误差分析算法[D].南昌: 南昌航空大学, 2017Huang J H. Automatic analysis algorithm of workpiece locating error for any contact locating scheme[D]. Nanchang: Nanchang Hangkong University, 2017(in Chinese) [16] 秦国华, 张卫红.机床夹具的现代设计方法[M].北京:航空工业出版社, 2006Qin G H, Zhang W H. Modern design method of machine tool fixture[M]. Beijing:Aviation Industry Press, 2006(in Chinese) [17] 杨黎明.机床夹具设计手册[M].北京:国防工业出版社, 1996Yang L M. Machine tool fixture design manual[M]. Beijing:National Defense Industry Press, 1996(in Chinese) -


 点击查看大图
点击查看大图
图(5) / 表(2)
计量
- 文章访问数: 202
- HTML全文浏览量: 104
- PDF下载量: 20
- 被引次数: 0
