




Research of Calibration and Spherical Coordinate Calculation Method for Contact R-test Measurement Instrument
-
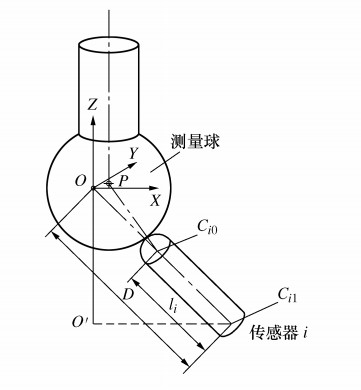
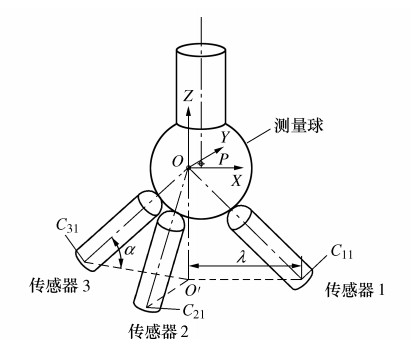
摘要: 接触式R-test测量仪是一种利用3个接触式位移传感器测量安装在机床主轴上的精密测量球相对于工作台的三维位移的装置,可用于检测五轴数控机床旋转轴的几何误差、联动误差等。如何提高测量仪的标定和球心坐标计算精度是R-test开发的难点。为此,研究了接触式R-test测量仪的结构模型和测量坐标系构建方法,并在测量坐标系中利用机床直线轴的高精度微量移动构建测量仪的在机标定模型,并推导了球心坐标的精确计算模型。最后,通过开发样机进行实际测量,验证所提出方法的精度和可行性。Abstract: The contact R-test is a device for measuring the three-dimensional displacement of a precision measurement ball mounted on a machine tool spindle with respect to a table by using three contact displacement sensors. It can be used to measure the geometric error and linkage error of the rotary axis of a five-axis CNC machine tool. How to improve the calibration and spherical coordinates calculation accuracy of the measuring instrument is difficult in R-test development. Therefore, the structural model for the contact R-test measurement instrument and the construction method of the measurement coordinate system were studied. And the on-line calibration model for the measurement instrument is constructed by using the high-precision micro-movement of the machine tool linear axis in the measurement coordinate system, and the exact calculation model for the spherical coordinates is derived. Finally, the actual measurement is carried out by developing a prototype to verify the accuracy and feasibility of the present methods.
-
Key words:
- contact style /
- R-test /
- calibration /
- spherical coordinate /
- calculation
-
表 1 差分进化算法(DEA)参数设定
参数 设定 种群数NP 40(传感器位置标定)/30(球心坐标计算) 维数D 3 变异算子F 0.5 交叉算子CR CRmin=0.3, CRmax=0.9 变异方法 自适应变异算子 交叉方法 自适应交叉算子 收敛容许误差 1.00×10-10 最大允许迭代次数 1 000  下载: 导出CSV
下载: 导出CSV
表 2 不同种群数对DEA求解速度的影响
种群数NP 运行时间/s 理想精度/μm 结束原因 20 1.015 0.1 达到收敛判断标准 30 1.180 0.01 40 1.376 0.01 50 1.520 0.01
下载: 导出CSV
表 3 球心标定点位置的实际坐标和传感器读数
标定点 标定点实际坐标P 传感器读数li/mm x y z 传感器1 传感器2 传感器3 P1 0.179 0.260 0.247 0.5073 0.8994 0.5381 P2 0.118 0.030 0.214 0.5296 0.6925 0.6529 P3 -0.265 0.019 -0.172 0.6200 0.3066 0.2818 P4 -0.286 -0.229 0.070 0.7702 0.2590 0.5930 P5 0.242 0.185 -0.267 0.1541 0.5867 0.3117 P6 0.263 0.120 0.068 0.3291 0.7351 0.5622
下载: 导出CSV
表 4 传感器位置
mm 传感器序号 xi1 yi1 zi1 1 14.694 3 -0.437 6 -10.386 9 2 -7.569 1 -12.777 3 -10.171 0 3 -7.124 5 12.669 2 -10.617 6
下载: 导出CSV
表 5 球心在验证点位置的各传感器读数
mm 验证点 l1 l2 l3 1 0.464 4 0.377 0 0.200 7 2 0.695 6 0.307 8 0.590 7 3 0.872 9 0.704 5 0.434 5
下载: 导出CSV
表 6 球心验证点的计算坐标与实际坐标对比
验证点 计算坐标/mm 实际坐标/mm 最大测量误差/μm x y z x′ y′ z′ 1 -0.139 5 0.120 7 -0.270 1 -0.140 0.121 -0.270 0.5 2 -0.205 0 -0.195 0 0.055 5 -0.205 -0.195 0.055 0.5 3 -0.246 7 0.201 1 0.286 6 -0.247 0.201 0.286 0.6
下载: 导出CSV
-
[1] 付国强, 傅建中, 沈洪垚.五轴数控机床旋转轴几何误差辨识新方法[J].浙江大学学报, 2015, 49(5):848-857 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=zjdxxb-gx201505006Fu G Q, Fu J Z, Shen H Y. One novel geometric error identification of rotary axes for five-axis machine tool[J]. Journal of Zhejiang University, 2015, 49(5):848-857(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=zjdxxb-gx201505006 [2] 朱嘉, 李醒飞, 谭文斌, 等.基于激光干涉仪的测量机几何误差检定技术[J].机械工程学报, 2010, 46(10):25-30 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201010005Zhu J, Li X F, Tan W B, et al. Method of geometric error detection for measuring machine based on laser interferometer[J]. Journal of Mechanical Engineering, 2010, 46(10):25-30(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201010005 [3] Weikert S. R-Test, a new device for accuracy measurements on five axis machine tools[J]. CIRP Annals, 2004, 53(1):429-432 doi: 10.1016/S0007-8506(07)60732-X [4] Li J, Xie F G, Li X J, et al. A geometric error identification method for the swiveling axes of five-axis machine tools by static R-test[J]. The International Journal of Advanced Manufacturing Technology, 2017, 89(9-12):3393-3405 doi: 10.1007/s00170-016-9199-7 [5] Hong C F, Ibaraki S. Non-contact R-test with laser displacement sensors for error calibration of five-axis machine tools[J]. Precision Engineering, 2013, 37(1):159-171 doi: 10.1016/j.precisioneng.2012.07.012 [6] 李亮亮, 杜正春.一种新型五轴加工中心误差测量装置的模型分析[J].上海交通大学学报, 2013, 47(11):1801-1806 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=shjtdxxb201311028Li L L, Du Z C. Model analysis of a novel error measurement device of five-axis manufacturing center[J]. Journal of Shanghai Jiaotong University, 2013, 47(11):1801-1806(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=shjtdxxb201311028 [7] 刘大炜, 郭志平, 宋智勇.一种R-test球头球心检测装置结构优化设计方法[J].机械工程学报, 2013, 49(23):161-166 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201323023Liu D W, Guo Z P, Song Z Y. An optimum structural design method of R-test ball sphere center measuring device[J]. Journal of Mechanical Engineering, 2013, 49(23):161-166(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201323023 [8] Zhong L, Bi Q Z, Huang N D, et al. Dynamic accuracy evaluation for five-axis machine tools using S trajectory deviation based on R-test measurement[J]. International Journal of Machine Tools and Manufacture, 2018, 125:20-33 doi: 10.1016/j.ijmachtools.2017.11.003 [9] 张荣闯, 王军, 王宛山.滚刀刀齿运动轨迹精确建模与仿真研究[J].系统仿真学报, 2015, 27(3):480-485, 493 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=xtfzxb201503005Zhang R C, Wang J, Wang W S. Research on precise modeling and simulation of hob tooth moving trace[J]. Journal of System Simulation, 2015, 27(3):480-485, 493(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=xtfzxb201503005 [10] IBS Precision Engineering. Rotary analyzer user's manual[EB/OL]. IBS Precision Engineering BV, 2014 [11] 汪慎文, 丁立新, 张文生, 等.差分进化算法研究进展[J].武汉大学学报, 2014, 60(4):283-292Wang S W, Ding L X, Zhang W S, et al. Survey of differential evolution[J]. Journal of Wuhan University, 2014, 60(4):283-292(in Chinese) -


 点击查看大图
点击查看大图
图(4) / 表(6)
计量
- 文章访问数: 333
- HTML全文浏览量: 39
- PDF下载量: 23
- 被引次数: 0
