




FEM Simulation of Temperature Field in Ultrasonic Vibration Grinding of CFRP
-
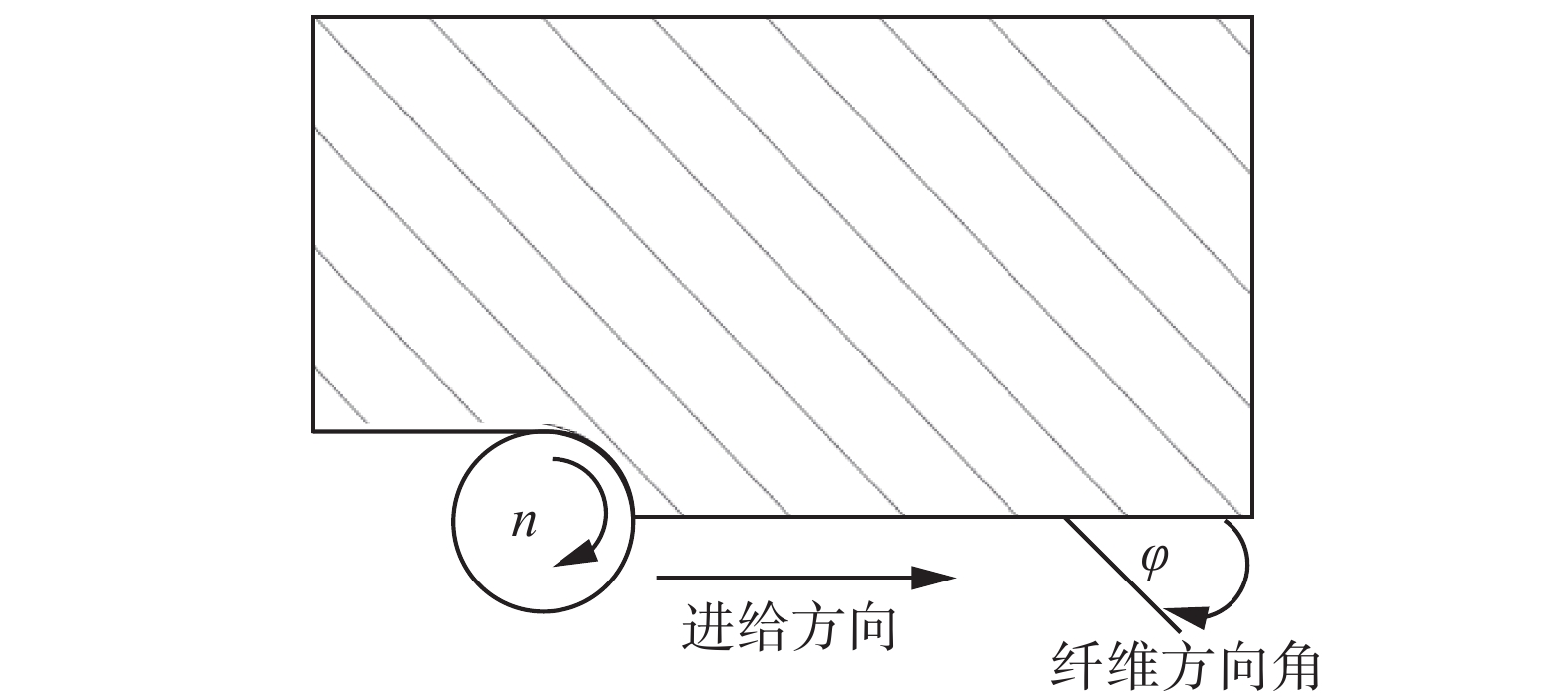
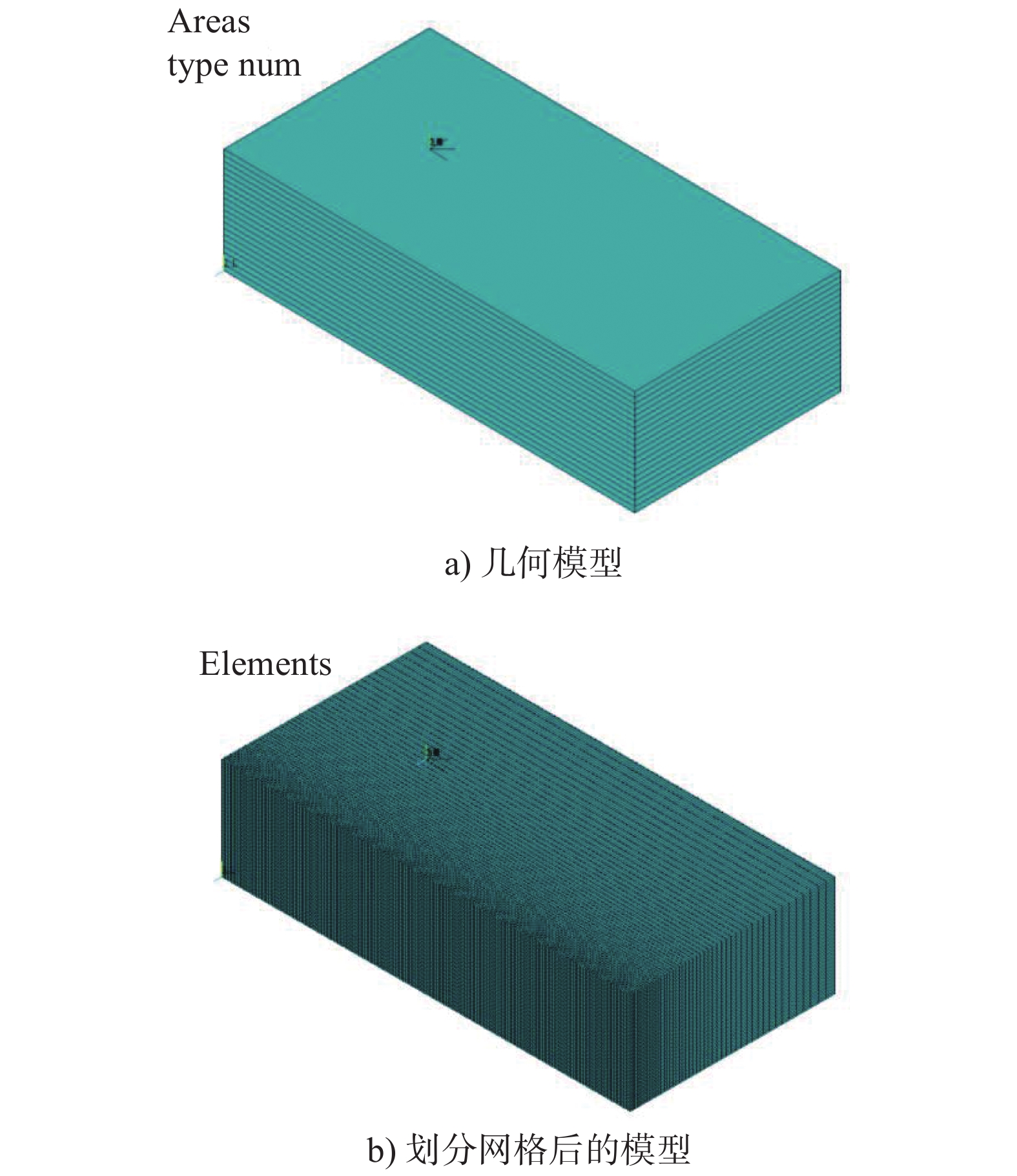
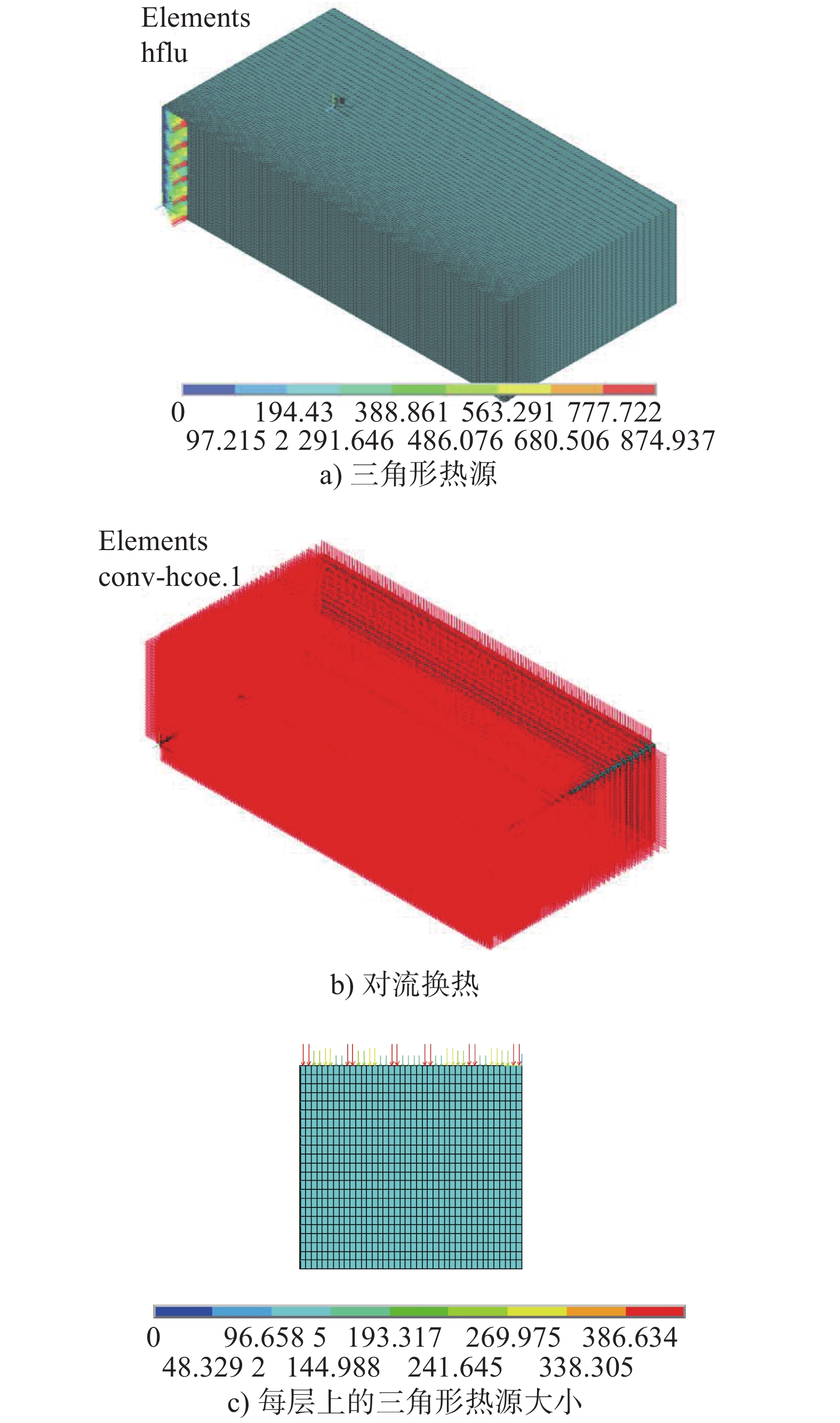
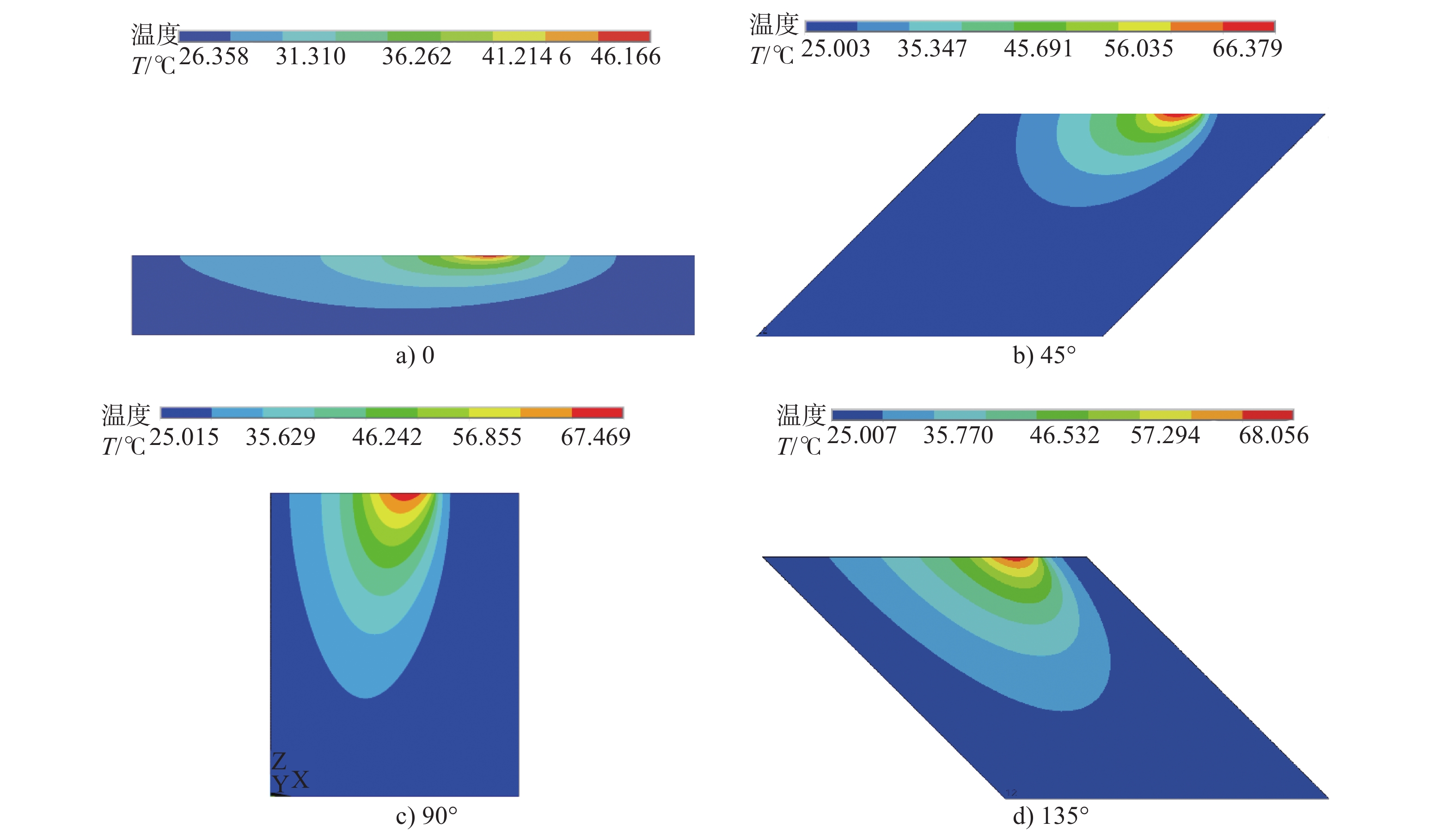
摘要: 超声振动磨削时的高温易导致碳纤维增强树脂基复合材料(CFRP)的热损伤,为了分析超声振动磨削CFRP过程中的温度问题,借助有限元的方法对声振动磨削CFRP温度场进行了仿真。首先利用半人工热电偶在线测量了磨削温度,通过试验与仿真相结合的方法研究了传入0、45°、90°和135°纤维取向的单向CFRP中的热分配比。随后,根据超声振动磨削各单向CFRP的热分配比,建立了超声振动磨削多向CFRP磨削温度场仿真模型。最后,通过超声振动磨削试验对有限元模型的有效性进行了验证。
-
关键词:
- 超声振动磨削 /
- 碳纤维增强树脂基复合材料 /
- 温度场 /
- 热分配比 /
- 有限元仿真
Abstract: The high temperature in the ultrasonic vibration grinding is likely to cause thermal damage of carbon fiber reinforced plastic (CFRP). In order to resolve the temperature problem in the ultrasonic vibration assisted grinding of CFRP, the temperature field is studied by using finite element method. Firstly, the ultrasonic vibration assisted grinding temperature is measured online by semi-manual thermocouple. The heat distribution ratio in the unidirectional CFRP with a fiber orientation of 0, 45°, 90° and 135° is studied by combing the experiment and simulation. Then, according to the heat distribution ratio of each unidirectional CFRP, a simulation model for temperature field in the ultrasonic vibration assisted grinding of multi-directional CFRP is established. Finally, the finite element model is verified by using ultrasonic vibration assisted grinding experiments performed on multi-directional CFRP. -
表 1 超声振动磨削各纤维取向单向CFRP层合板磨削力及温度数据
序号 转速
n/(r·min−1)进给速度vw/(mm·min−1) 磨削深度ap/ mm 0 45° 90° 135° FX/N T/℃ FX/N T/℃ FX/N T/℃ FX/N T/℃ 1 8 000 100 0.1 4.767 47.18 7.283 70.54 8.258 72.78 7.960 73.58 2 8 000 200 0.5 20.878 92.38 30.932 104.57 30.075 112.94 25.029 100.86 3 8 000 300 1.0 30.863 150.97 51.737 159.80 47.805 167.93 39.458 154.80 4 8 000 400 1.5 35.751 177.69 60.418 194.67 55.457 198.96 44.756 199.39 5 12 000 100 0.5 15.512 122.94 20.571 126.79 18.534 127.90 16.981 128.80 6 12 000 200 0.1 4.080 51.51 7.299 83.48 6.957 85.16 6.942 88.70 7 12 000 300 1.5 34.229 198.53 41.299 212.21 40.404 220.44 34.490 207.90 8 12 000 400 1.0 32.757 168.50 41.063 177.85 38.348 195.12 31.651 183.67 9 16 000 100 1.0 17.568 196.88 25.034 202.21 26.105 220.79 25.552 218.96 10 16 000 200 1.5 25.194 211.32 35.483 228.35 37.730 247.29 33.996 248.96 11 16 000 300 0.1 4.230 63.22 7.290 103.36 6.498 110.49 6.310 115.15 12 16 000 400 0.5 17.171 143.68 27.086 165.28 25.492 185.80 22.769 156.17 13 20 000 100 1.5 16.977 211.57 24.044 243.18 25.015 253.29 22.215 248.36 14 20 000 200 1.0 17.357 214.64 26.618 233.58 26.433 245.22 20.106 235.20 15 20 000 300 0.5 13.318 165.05 18.344 182.23 20.520 197.02 16.999 191.61 16 20 000 400 0.1 3.729 57.57 4.988 91.96 4.908 95.37 4.643 92.05  下载: 导出CSV
下载: 导出CSV
表 2 工件材料及金刚石磨粒热特性参数
类型 导热系数k/(W·(m·K)−1) 密度
ρ/(kg·m−3)比热容c/(J·(kg·K)−1) 纤维 轴向9.60,径向0.96 1 800 753.62 树脂 0.20 1 250 1 884.00 金刚石 2 000.00 3 500 500.00
下载: 导出CSV
表 3 超声振动磨削0、45°、90°与135°纤维取向单向CFRP层合板热分配比
序号 主轴转速
n/(r·min−1)进给速度
vw/(mm·min−1)磨削深度
ap//mm0方向
R0/%45°方向
R45/%90°方向
R90/%135°方向
R135/%1 8 000 100 0.1 0.891 1.975 2.526 1.895 2 8 000 200 0.5 0.723 1.442 3.440 1.572 3 8 000 300 1.0 1.435 2.091 3.247 2.715 4 8 000 400 1.5 1.829 2.885 4.350 3.997 5 12 000 100 0.5 0.953 1.368 2.003 1.689 6 12 000 200 0.1 0.975 2.188 3.004 2.401 7 12 000 300 1.5 1.288 2.692 3.888 3.144 8 12 000 400 1.0 1.146 2.293 3.694 3.088 9 16 000 100 1.0 1.204 1.703 2.382 1.825 10 16 000 200 1.5 1.210 2.095 2.901 2.402 11 16 000 300 0.1 1.136 2.603 4.158 3.358 12 16 000 400 0.5 1.185 2.011 3.310 2.237 13 20 000 100 1.5 1.151 1.919 2.570 2.123 14 20 000 200 1.0 1.328 2.070 2.958 2.761 15 20 000 300 0.5 1.311 2.319 3.075 2.651 16 20 000 400 0.1 0.936 2.600 4.162 3.177
下载: 导出CSV
-
[1] Teti R. Machining of composite materials[J]. CIRP Annals, 2002, 51(2): 611-634 doi: 10.1016/S0007-8506(07)61703-X [2] Hintze W, Hartmann D, Schütte C. Occurrence and propagation of delamination during the machining of carbon fibre reinforced plastics (CFRPs)–an experimental study[J]. Composites Science and Technology, 2011, 71(15): 1719-1726 doi: 10.1016/j.compscitech.2011.08.002 [3] 汪吉川. 磨粒可控排布砂轮磨削性能的一些研究[D]. 辽宁大连: 大连理工大学, 2007Wang J C. Some research on grinding performance of grinding wheel with controlled distributing abrasives[D]. Liaoning Dalian: Dalian University of Technology, 2007 (in Chinese) [4] 鲍永杰, 高航, 马海龙, 等. 磨削热对碳纤维复合材料表面质量影响研究[J]. 大连理工大学学报, 2011, 51(6): 809-813 doi: 10.7511/dllgxb201106006Bao Y J, Gao H, Ma H L, et al. Research on effect of grinding heat on surface quality of carbon fiber reinforced plastics[J]. Journal of Dalian University of Technology, 2011, 51(6): 809-813 (in Chinese) doi: 10.7511/dllgxb201106006 [5] 张高峰, 何杨, 鲁炎鑫, 等. 碳纤维增强复合材料低温冷风磨削试验研究[J]. 中国机械工程, 2016, 27(20): 2779-2784, 2790 doi: 10.3969/j.issn.1004-132X.2016.20.015Zhang G F, He Y, Lu Y X, et al. Experimental study on cryogenic cold air grinding of carbon fibre reinforced plastics[J]. China Mechanical Engineering, 2016, 27(20): 2779-2784, 2790 (in Chinese) doi: 10.3969/j.issn.1004-132X.2016.20.015 [6] 王巍. CFRP加工工具研制及加工工艺研究[D]. 南京: 南京航空航天大学, 2012Wang W. Development of the cutting tools for CFRP and research on machining technology[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2012 (in Chinese) [7] Sala G. Composite degradation due to fluid absorption[J]. Composites Part B: Engineering, 2000, 31(5): 357-373 doi: 10.1016/S1359-8368(00)00025-1 [8] Plushchik O A, Aniskevich A N. Effects of temperature and moisture on the mechanical properties of polyester resin in tension[J]. Mechanics of Composite Materials, 2000, 36(3): 233-240 doi: 10.1007/BF02681875 [9] Caprino G, De Lorio I, Nele L, et al. Effect of tool wear on cutting forces in the orthogonal cutting of unidirectional glass fibre-reinforced plastics[J]. Composites Part A: Applied Science and Manufacturing, 1996, 27(5): 409-415 doi: 10.1016/1359-835X(95)00034-Y [10] 李伟. 碳纤维复合材料磨削温度理论分析与试验研究[D]. 辽宁大连: 大连理工大学, 2008Li W. Theoretical analysis and experimental research on grinding temperature of carbon fiber reinforced composites[D]. Liaoning Dalian: Dalian University of Technology, 2008 (in Chinese) [11] 朱国平. 单向C/E复合材料钻削温度场研究[D]. 辽宁大连: 大连理工大学, 2013.Zhu G P. Study on drilling temperature field of unidirectional carbon/epoxy composites[D]. Liaoning Dalian: Dalian University of Technology, 2013 (in Chinese) [12] 王伟锋. 钎焊金刚石套料钻钻削CFRP的加工质量研究[D]. 南京: 南京航空航天大学, 2013Wang W F. Study on quality of CFRP drilled with brazed diamond core drill[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2013 (in Chinese) [13] 薛庆明. 高模量碳纤维增强复合材料激光切割技术研究[D]. 哈尔滨: 哈尔滨工业大学, 2016Xue Q M. Study on laser cutting of high modulus carbon fiber reinforced plastic[D]. Harbin: Harbin Institute of Technology, 2016 (in Chinese) [14] 于冬洋, 王续跃. 单层碳纤维复合材料激光多向切割的温度场模拟[J]. 激光与光电子学进展, 2017, 54(11): 111409Yu D Y, Wang X Y. Temperature field simulation of single-layer carbon fiber reinforced plastics in multi-directional laser cutting[J]. Laser & Optoelectronics Progress, 2017, 54(11): 111409 (in Chinese) [15] 申龙, 丁文锋, 李征, 等. 缓进深切磨削钛基复合材料磨削温度的研究[J]. 金刚石与磨料磨具工程, 2016, 36(4): 44-48Shen L, Ding W F, Li Z, et al. Research on grinding temperature of particle-reinforced titanium matrix composites in creep-feed deep grinding[J]. Diamond & Abrasives Engineering, 2016, 36(4): 44-48 (in Chinese) [16] 全燕鸣, 何振威, 豆勇. 碳钢高速车削中基于量热法的切削热分配[J]. 华南理工大学学报, 2006, 34(11): 1-4Quan Y M, He Z W, Dou Y. Cutting heat dissipation in high-speed machining of carbon steel based on calorimetric method[J]. Journal of South China University of Technology, 2006, 34(11): 1-4 (in Chinese) [17] Wang F J, Yin J W, Ma J W, et al. Heat partition in dry orthogonal cutting of unidirectional CFRP composite laminates[J]. Composite Structures, 2018, 197: 28-38 [18] 范宝朋, 陈燕, 陈斌斌, 等. 碳纤维复合材料的磨削热分配比仿真研究[J]. 金刚石与磨料磨具工程, 2019, 39(1): 66-71Fan B P, Chen Y, Chen B B, et al. Finite element analysis on heat distribution ratio during grinding CFRP[J]. Diamond & Abrasives Engineering, 2019, 39(1): 66-71 (in Chinese) [19] 王西彬, 师汉民, 任敬心. 结构陶瓷的磨削温度[J]. 华中理工大学学报, 1996, 24(4): 14-18Wang X B, Shi H M, Ren J X. The grinding temperature of structural ceramics[J]. Journal of Huazhong University of Science and Technology, 1996, 24(4): 14-18 (in Chinese) [20] 王婷婷, 顾轶卓, 王绍凯, 等. 碳纤维轴向导热性能表征及其影响因素[J]. 北京航空航天大学学报, 2017, 43(9): 1931-1938Wang T T, Gu Y Z, Wang S K, et al. Characterization on axial thermal conductivity of carbon fiber and its influence factors[J]. Journal of Beijing University of Aeronautics and Astronautics, 2017, 43(9): 1931-1938 (in Chinese) -


 点击查看大图
点击查看大图
图(8) / 表(3)
计量
- 文章访问数: 473
- HTML全文浏览量: 124
- PDF下载量: 78
- 被引次数: 0
