




Study on Technology of Ultrasonic Vibration Drilling of CFRP with Low Damage
-
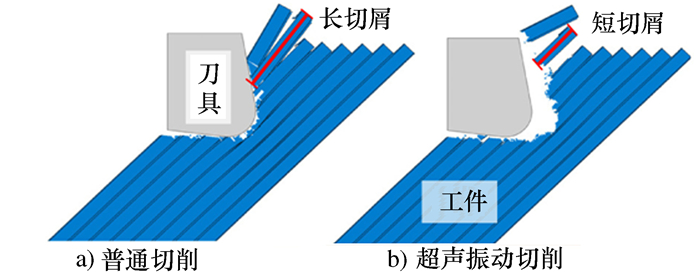
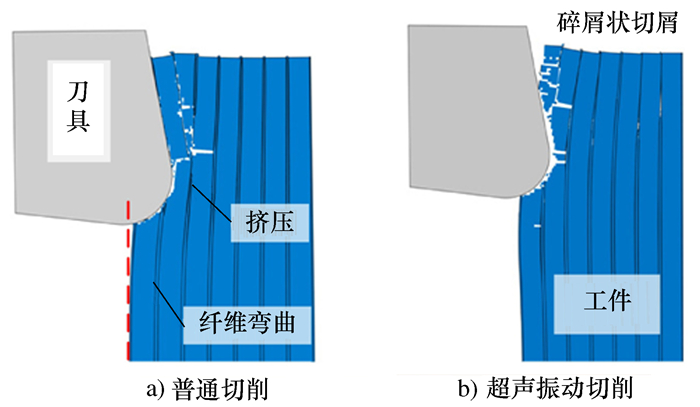
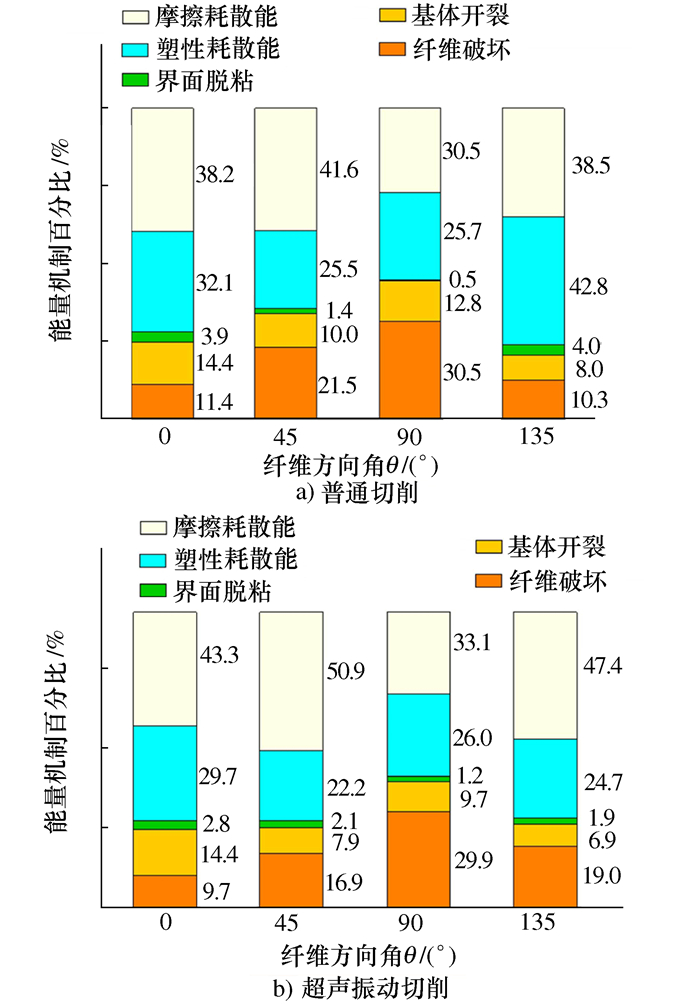
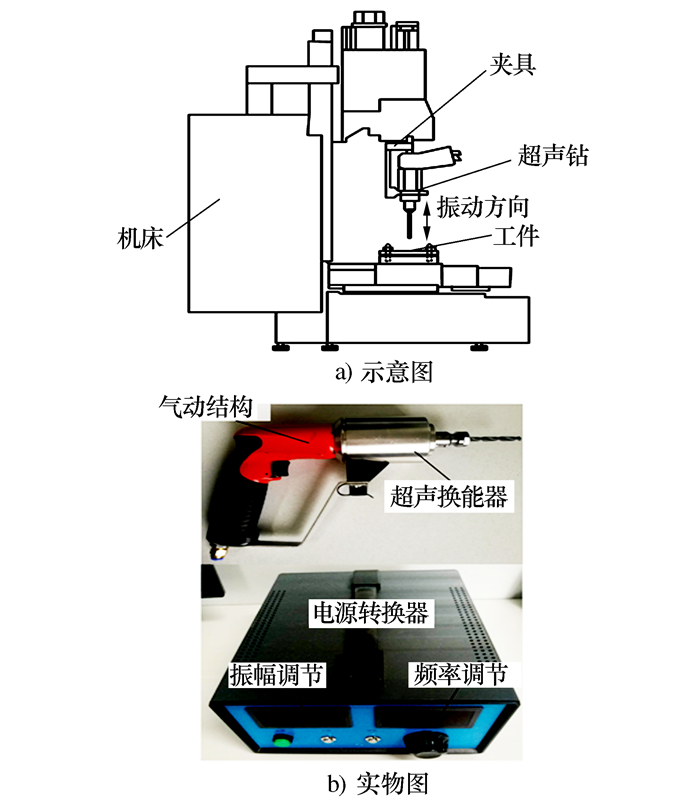
摘要: 为了研究碳纤维复合材料超声振动加工机理,本文提出了直角切削三维细观有限元方法并开展了手持式超声制孔实验。首先,基于直角-斜角切削转换关系构建热力耦合有限元模型进行普通和超声振动直角切削仿真,实现对制孔损伤如纤维断裂、基体破坏及纤维-基体界面脱粘的预测,研究了振动频率如幅值和频率对切削力的影响规律;然后,基于四组特殊纤维方向角的有限元仿真结果,进行了能量分析以量化不同能量耗散机制在普通和超声振动直角切削下的百分比,结合切屑形貌对比,针对为何超声振动能减小钻削力及提高制孔质量进行了剖析。最后,基于仿真获取的振动参数影响规律开展了普通钻削及超声振动钻削的对比实验,并对钻削力与亚表面损伤情况进行了对比。结果表明,基于有限元仿真获取合理的振动参数,有助于实际加工应用中减小钻削力及提高加工质量。Abstract: This paper proposes a finite element (FE) method for the orthogonal cutting simulation, and ultrasonic drilling experiments with hand-held ultrasonic vibration drilling system is carried out so as to study the mechanism of material removal in machining of composite materials. Firstly, based on the orthogonal to oblique cutting transformation, a thermo-mechanical FE model was established to simulate the conventional drilling (CD) and ultrasonic vibration drilling (UVD) processes. Drilling-induced damage such as fiber fracture, matrix cracking and fiber-matrix interfacial debonding were predicted. The effect of the vibration amplitude and frequency on the cutting forces was studied. Then, based on the FE simulation results at four specific fiber orientations, energy balance analysis is carried out to quantify the dominating energy dissipating mechanisms during CD and UVD, respectively. Combining with the comparison of chip formation, the reason which ultrasonic vibration technology can reduce drilling forces and improve surface quality is analyzed. Finally, experiments with various process parameters were performed, and the drilling thrust forces and sub-surface damage were compared. Results show that the optimized vibration parameters obtained by the FE approach can contribute to reducing drilling forces and improving machining quality in the practical machining processes.
-
Key words:
- composite /
- ultrasonic vibration drilling /
- finite element method /
- energy analysis
-
表 1 制孔工艺参数
参数 数值 CFRP工件 工件尺寸(mm×mm×mm) 50×40×6 制孔工艺
参数进给速度v/(μm·r-1)
转速n/(r·min-1)
刀具直径D/mm30, 40
3 000
Ø3.26, Ø5超声
振动参数频率f/kHz
幅度a/μm20
3 下载: 导出CSV
下载: 导出CSV
-
[1] 吴利华, 袁宇慧.先进纤维增强复合材料在大型客机上的应用现状[J].兵器材料科学与工程, 2018, 41(3):100-103 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bqclkxygc201803024Wu L H, Yuan Y H. Applications of advanced fiber-reinforced composite materials in large commercial aircraft[J]. Ordnance Material Science and Engineering, 2018, 41(3):100-103(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bqclkxygc201803024 [2] 赵丽滨, 龚愉, 张建宇.纤维增强复合材料层合板分层扩展行为研究进展[J].航空学报, 2019, 40(1):522509 http://d.old.wanfangdata.com.cn/Periodical/hkxb201901013Zhao L B, Gong Y, Zhang J Y. A survey on delamination growth behavior in fiber reinforced composite laminates[J]. Acta Aeronautica et Astronautica Sinica, 2019, 40(1):522509(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/hkxb201901013 [3] Meng Q X, Zhang K F, Cheng H, et al. An analytical method for predicting the fluctuation of thrust force during drilling of unidirectional carbon fiber reinforced plastics[J]. Journal of Composite Materials, 2015, 49(6):699-711 doi: 10.1177/0021998314525483 [4] Qi Z C, Zhang K F, Li Y, et al. Critical thrust force predicting modeling for delamination-free drilling of metal-FRP stacks[J]. Composite Structures, 2014, 107:604-609 doi: 10.1016/j.compstruct.2013.07.036 [5] Sadek A, Attia M H, Meshreki M, et al. Characterization and optimization of vibration-assisted drilling of fibre reinforced epoxy laminates[J]. CIRP Annals, 2013, 62(1):91-94 doi: 10.1016/j.cirp.2013.03.097 [6] Bleicher F, Wiesinger G, Kumpf C, et al. Vibration assisted drilling of CFRP/metal stacks at low frequencies and high amplitudes[J]. Production Engineering, 2018, 12(2):289-296 doi: 10.1007/s11740-018-0818-z [7] Wang X, Wang L J, Tao J P. Investigation on thrust in vibration drilling of fiber-reinforced plastics[J]. Journal of Materials Processing Technology, 2004, 148(2):239-244 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=2e7b6987c3699ea46355886723aad3a1 [8] Makhdum F, Norddin D N P, Roy A, et al. Ultrasonically assisted drilling of carbon fibre reinforced plastics[J]. Solid State Phenomena, 2012, 188:170-175 doi: 10.4028/www.scientific.net/SSP.188.170 [9] Dong S, Liao W H, Zheng K, et al. Investigation on exit burr in robotic rotary ultrasonic drilling of CFRP/aluminum stacks[J]. International Journal of Mechanical Sciences, 2019, 151:868-876 doi: 10.1016/j.ijmecsci.2018.12.039 [10] Slimane A, Slimane S, Kebdani S, et al. Parameters effects analysis of rotary ultrasonic machining on carbon fiber reinforced plastic (CFRP) composite using an interactive RSM Method[J]. International Journal on Interactive Design and Manufacturing (IJIDeM), 2019, 13(2):521-529 doi: 10.1007/s12008-018-0518-0 [11] Zahedi S A, Roy A, Silberschmidt V V. Modelling of vibration assisted machining f.c.c single crystal[J]. Procedia CIRP, 2015, 31:393-398 doi: 10.1016/j.procir.2015.03.029 [12] Xu W X, Zhang L C, Wu Y B. Effect of tool vibration on chip formation and cutting forces in the machining of fiber-reinforced polymer composites[J]. Machining Science and Technology, 2016, 20(2):312-329 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=10.1080/10910344.2016.1168930 [13] Xu W X, Zhang L C, Wu Y B. Elliptic vibration- assisted cutting of fibre-reinforced polymer composites: understanding the material removal mechanisms[J]. Composites Science and Technology, 2014, 92:103-111 doi: 10.1016/j.compscitech.2013.12.011 [14] Phadnis V A, Makhdum F, Roy A, et al. Experimental and numerical investigations in conventional and ultrasonically assisted drilling of CFRP laminate[J]. Procedia CIRP, 2012, 1:455-459 doi: 10.1016/j.procir.2012.04.081 [15] 王卫滨.碳纤维复合材料超声振动辅助制孔数值模拟及实验研究[D].南昌: 南昌航空大学, 2016Wang W B. Numerical simulation and experimental study of ultrasonic vibration assisted drilling of carbon fiber composite material[D]. Nanchang: Nanchang Hangkong University, 2016(in Chinese) [16] Ning F D, Cong W L, Wang H, et al. Surface grinding of CFRP composites with rotary ultrasonic machining: a mechanistic model on cutting force in the feed direction[J]. The International Journal of Advanced Manufacturing Technology, 2017, 92(1-4):1217-1229 doi: 10.1007/s00170-017-0149-9 [17] Ning F D, Wang H, Cong W L, et al. A mechanistic ultrasonic vibration amplitude model during rotary ultrasonic machining of CFRP composites[J]. Ultrasonics, 2017, 76:44-51 doi: 10.1016/j.ultras.2016.12.012 [18] Langella A, Nele L, Maio A. A torque and thrust prediction model for drilling of composite materials[J]. Composites Part A: Applied Science and Manufacturing, 2005, 36(1):83-93 doi: 10.1016/S1359-835X(04)00177-0 [19] Cheng H, Gao J Y, Kafka O L, et al. A micro-scale cutting model for UD CFRP composites with thermo-mechanical coupling[J]. Composites Science and Technology, 2017, 153:18-31 doi: 10.1016/j.compscitech.2017.09.028 [20] Yan X Y, Reiner J, Bacca M, et al. A study of energy dissipating mechanisms in orthogonal cutting of UD-CFRP composites[J]. Composite Structures, 2019, 220:460-472 doi: 10.1016/j.compstruct.2019.03.090 [21] Klinkova O, Rech J, Drapier S, et al. Characterization of friction properties at the workmaterial/cutting tool interface during the machining of randomly structured carbon fibers reinforced polymer with carbide tools under dry conditions[J]. Tribology International, 2011, 44(12):2050-2058 doi: 10.1016/j.triboint.2011.09.006 [22] Santiuste C, Soldani X, Miguélez M H. Machining FEM model of long fiber composites for aeronautical components[J]. Composite Structures, 2010, 92(3):691-698 doi: 10.1016/j.compstruct.2009.09.021 -







 点击查看大图
点击查看大图

图(20) / 表(1)
计量
- 文章访问数: 577
- HTML全文浏览量: 171
- PDF下载量: 35
- 被引次数: 0
