




Experimental Study on High Speed Precision Grinding of QT700-2 for Auto Crankshaft
-
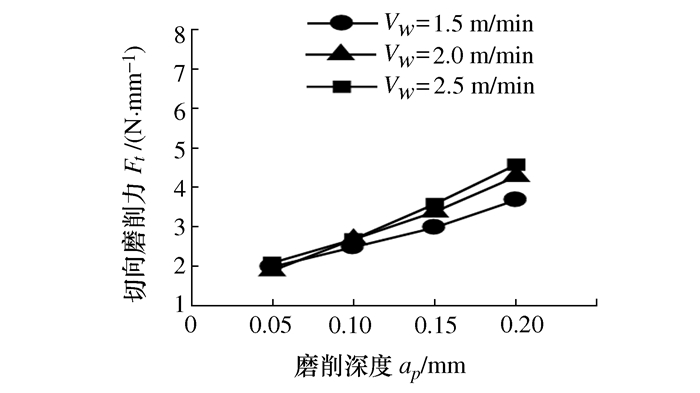
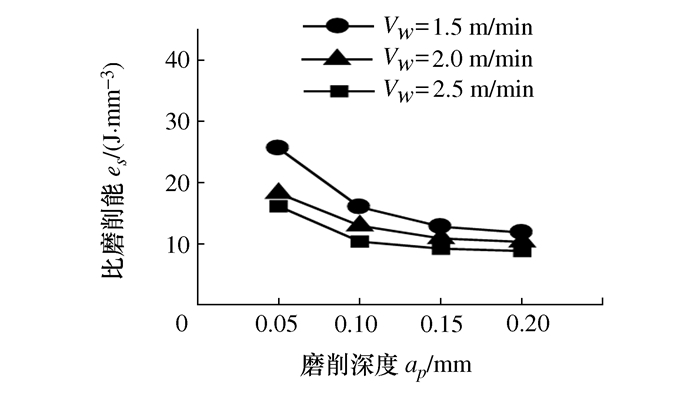
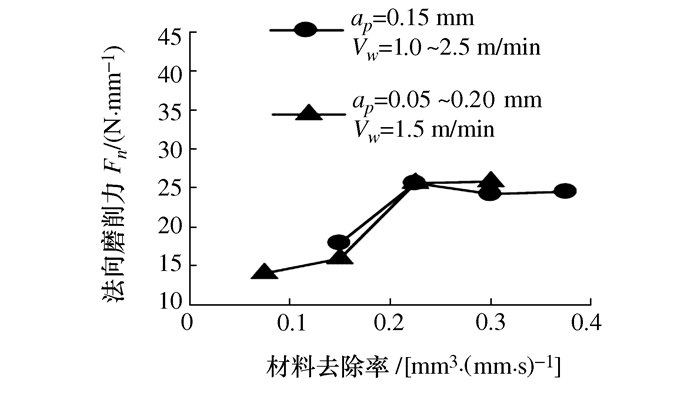
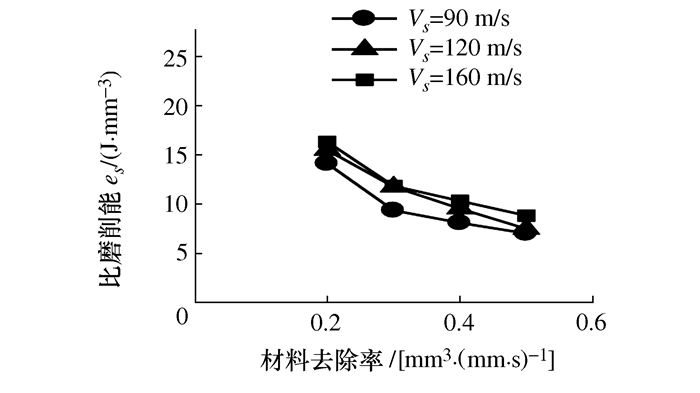
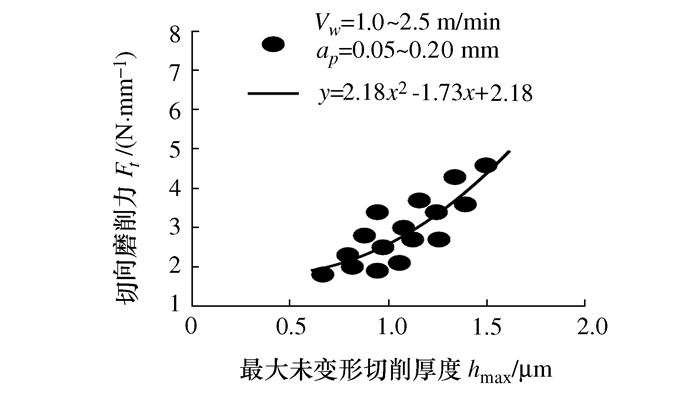
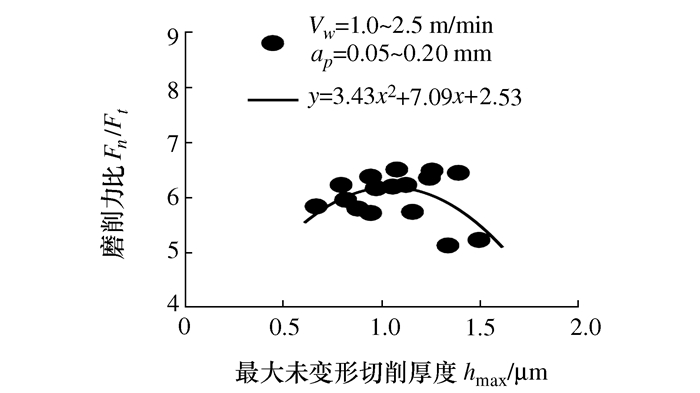
摘要: 使用CBN砂轮对表面淬火汽车发动机曲轴球墨铸铁QT700-2材料进行了高速精密平面磨削实验研究,实验研究了磨削参数、材料去除率和最大未变形切削厚度与磨削力及比磨削能的关系,得到了磨削力和比磨削能的经验公式;在实验基础上结合曲轴磨削加工的要求进行了QT700-2材料高速精密磨削参数的优选,为汽车曲轴高速精密磨削奠定了良好基础。
-
关键词:
- 汽车曲轴 /
- 球墨铸铁QT700-2 /
- 高速精密磨削 /
- 磨削力
Abstract: The high-speed precision surface grinding experiment of surface-hardened ductile iron QT700-2 for automotive engine crankshaft was carried out with CBN grinding wheel. The relationship between the grinding parameters, material removal rate, maximum undeformed chip thickness and the grinding force, specific grinding energy was studied. The empirical formula of grinding force and specific grinding energy is established. According to the requirements of crankshaft grinding, the high-speed precision grinding parameters of QT700-2 are optimized, which lays a foundation for high-speed precision grinding of automobile crankshaft.-
Key words:
- auto crankshaft /
- ductile iron QT700-2 /
- high speed precision grinding /
- grinding force
-
表 1 试件材料QT700-2性能
牌号 化学成分/% 硬度 抗拉强度/MPa 伸长率/% C Si Mn 表面淬火QT700-2 3.5~3.7 2~2.5 0.7 HRC50-58 ≥700 ≥2  下载: 导出CSV
下载: 导出CSV
表 2 曲轴材料QT700-2磨削实验方案工艺参数
编号 磨削阶段 CBN砂轮型号 砂轮线速度Vs/(m·s-1) 工作台速度Vw/(m·min-1) 磨削深度ap/mm 1 粗磨 Winter1Winter2 90/120/140/160 1.0/1.5/2.0/2.5 0.05/0.10/0.15/0.20 2 精磨 Winter2ZKS3 60/90/110/130 1.0/1.5/2.0/2.5 0.010/0.015/0.020/0.025
下载: 导出CSV
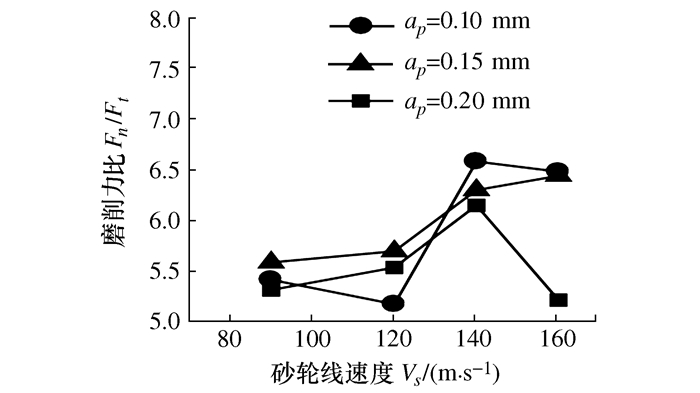
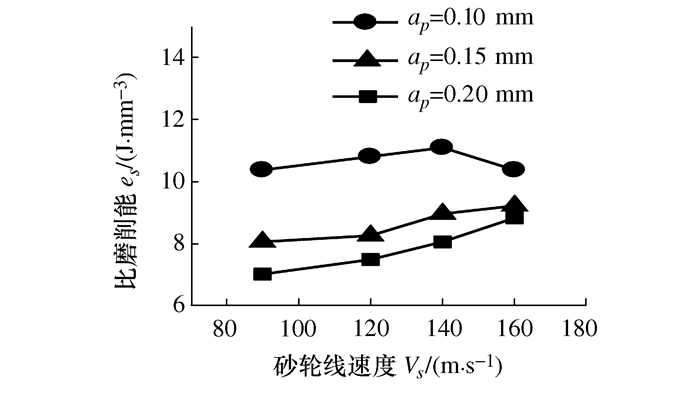
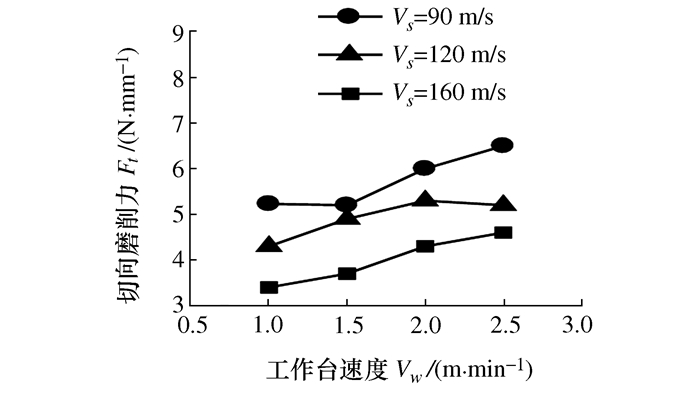
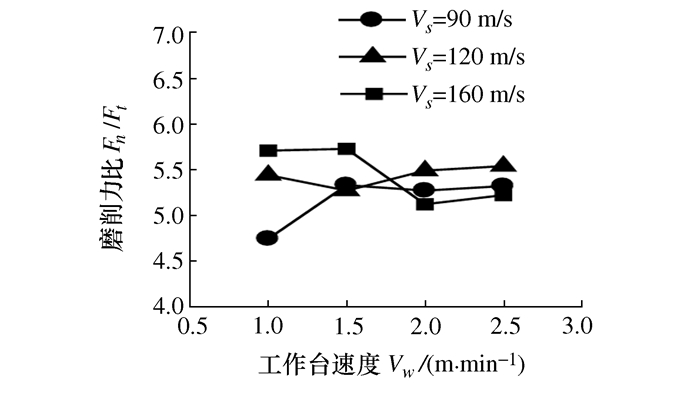
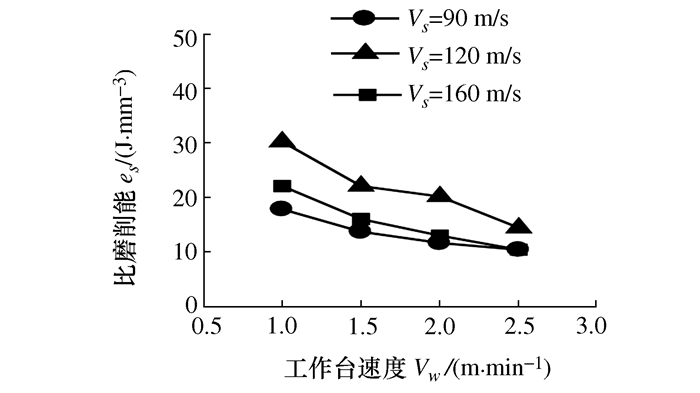
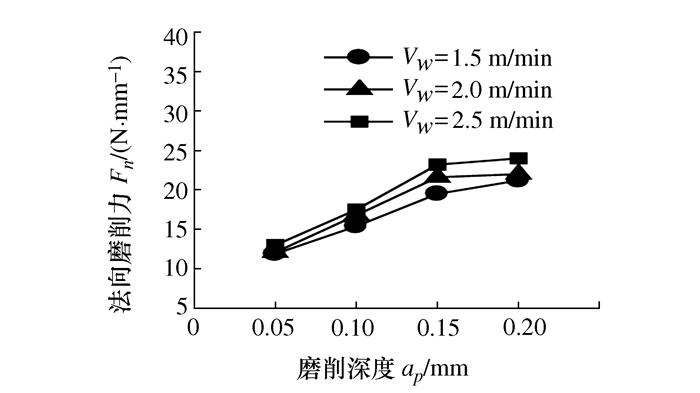
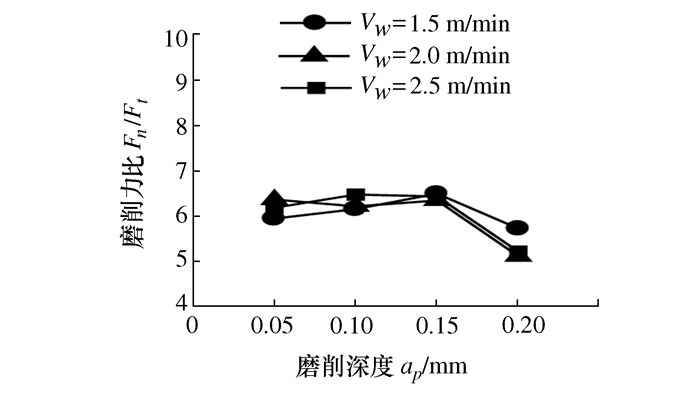
表 3 粗磨阶段磨削深度为0.05 mm时的磨削力及比磨削能
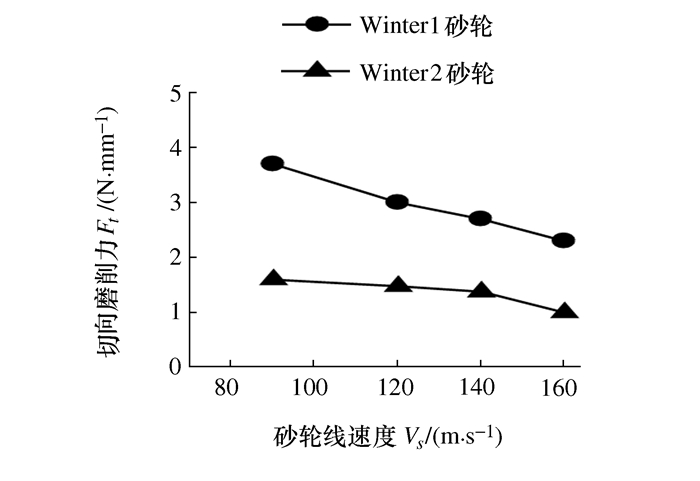
砂轮线速度Vs/(m·s-1) 工作台速度Vw/(m·min-1) 单位法向磨削力Fn/(N·mm-1) 单位切向磨削力Ft/(N·mm-1) 磨削力分力比 比磨削能es/(J·mm-3) 90 1.0/1.5/2.0/2.5 13.2/14.8/16.6/20.1 2.5/2.7/3.1/3.8 5.36/5.42/5.35/5.28 26.68/19.66/16.74/16.42 120 1.0/1.5/2.0/2.5 12.9/14.0/15.4/13.7 2.1/2.3/2.8/2.5 6.14/6.09/5.50/5.48 30.24/22.08/20.16/14.40 140 1.0/1.5/2.0/2.5 10.9/12.5/14.0/15.5 1.8/2.0/2.2/2.4 6.06/6.25/6.36/6.46 30.24/22.40/18.48/16.13 160 1.0/1.5/2.0/2.5 10.5/11.9/12.1/13.0 1.8/2.0/1.9/2.1 5.83/5.95/6.37/6.19 34.56/25.60/18.24/16.13
下载: 导出CSV
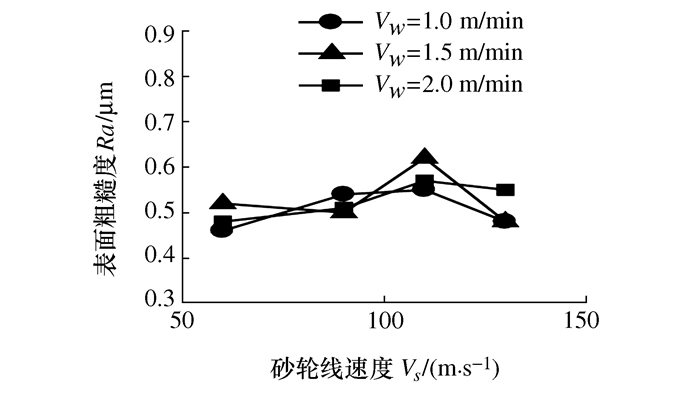
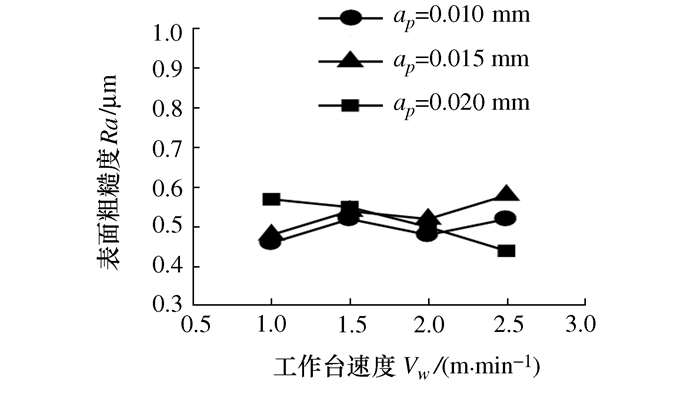
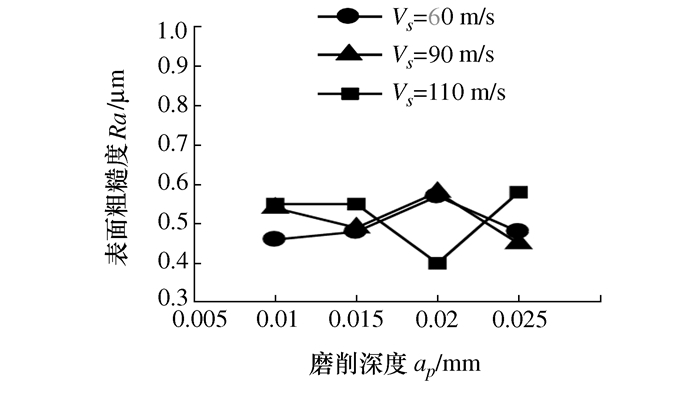
表 4 精磨阶段磨削深度为0.01 mm时的表面粗糙度
砂轮线速度Vs/(m·s-1) 工作台速度Vw/(m·min-1) 表面粗糙度Ra/(μm) 60 1.0/1.5/2.0/2.5 0.46/0.52/0.48/0.52 90 1.0/1.5/2.0/2.5 0.54/0.50/0.51/0.51 110 1.0/1.5/2.0/2.5 0.55/0.62/0.57/0.59 130 1.0/1.5/2.0/2.5 0.48/0.48/0.55/0.52
下载: 导出CSV
表 5 磨削力及比磨削能经验公式回归分析
参数 拟合优度R2 标准误差S 显著检验值F P=0.01时F0.01 显著性 Fn 0.961 0.059 485 4.126 极显著 Ft 0.971 0.056 674 4.126 极显著 es 0.907 0.121 196 4.126 极显著
下载: 导出CSV
-
[1] 郭力, 李东超.国内外曲轴磨削加工工艺发展趋势[J].精密制造与自动化, 2013(1):48-51, 60 doi: 10.3969/j.issn.1009-962X.2013.01.016Guo L, Li D C. Domestic and international development trends of crankshaft grinding process[J]. Precise Manufacturing & Automation, 2013(1):48-51, 60(in Chinese) doi: 10.3969/j.issn.1009-962X.2013.01.016 [2] 胡京开, 于秋明, 慈惟红.曲轴磨削工艺探究[J].汽车制造业, 2013(2):29, 31 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QKV20132013051600085783Hu J K, Yu Q M, Ci W H. Research on crankshaft grinding process[J]. Automobile Industrie, 2013(2):29, 31(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QKV20132013051600085783 [3] 杨美全, 李勇强.中频淬火曲轴磨削裂纹产生原因及对策[J].装备制造技术, 2017(2):101-103, 110 doi: 10.3969/j.issn.1672-545X.2017.02.030Yang M Q, Li Y Q. The causes and countermeasures of grinding crack of intermediate frequency quenching crankshaft[J]. Equipment Manufacturing Technology, 2017(2):101-103, 110(in Chinese) doi: 10.3969/j.issn.1672-545X.2017.02.030 [4] 尚志雄, 闫家超.磨削液在曲轴磨削中的使用和维护[J].汽车制造业, 2017(8):65-66Shang Z X, Yan J C. Use and maintenance of grinding fluid in crankshaft grinding[J]. Automobile Industrie, 2017(8):65-66(in Chinese) [5] 李东超.曲轴材料QT700-2高速超高速磨削工艺试验研究[D].长沙: 湖南大学, 2013Li D C. The experimental study on high and ultra high-speed grinding in crankshaft materials QT700-2[D]. Changsha: Hunan University, 2013(in Chinese) [6] 钱源, 徐九华, 傅玉灿, 等.cBN砂轮高速磨削镍基高温合金磨削力与比磨削能研究[J].金刚石与磨料磨具工程, 2011, 31(6):33-37 doi: 10.3969/j.issn.1006-852X.2011.06.008Qian Y, Xu J H, Fu Y C, et al. Grinding force and specific grinding energy of nickel based superalloy during high speed grinding with cBN wheel[J]. Diamond & Abrasives Engineering, 2011, 31(6):33-37(in Chinese) doi: 10.3969/j.issn.1006-852X.2011.06.008 [7] Liu Q, Chen X, Gindy N. Fuzzy pattern recognition of AE signals for grinding burn[J]. International Journal of Machine Tools and Manufacture, 2005, 45(7-8):811-818 doi: 10.1016/j.ijmachtools.2004.11.002 [8] Liu Q, Chen X, Gindy N. Investigation of acoustic emission signals under a simulative environment of grinding burn[J]. International Journal of Machine Tools and Manufacture, 2006, 46(3-4):284-292 doi: 10.1016/j.ijmachtools.2005.05.017 [9] Chen X, Griffin J, Liu Q. Mechanical and thermal behaviours of grinding acoustic emission[J]. International Journal of Manufacturing Technology and Management, 2007, 12(1-3):184-199 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=faf53b317e168bc72ce84373f23da33a [10] Griffin J M, Chen X. Multiple classification of the acoustic emission signals extracted during burn and chatter anomalies using genetic programming[J]. The International Journal of Advanced Manufacturing Technology, 2009, 45(11-12):1152-1168 doi: 10.1007/s00170-009-2026-7 [11] Mohammed A, Folkes J, Chen X. Detection of grinding temperatures using laser irradiation and acoustic emission sensing technique[J]. Materials and Manufacturing Processes, 2012, 27(4):395-400 doi: 10.1080/10426914.2011.557131 [12] Liu W, Deng Z H, Shang Y Y, et al. Effects of grinding parameters on surface quality in silicon nitride grinding[J]. Ceramics International, 2017, 43(1):1571-1577 doi: 10.1016/j.ceramint.2016.10.135 [13] Yao C F, Wang T, Xiao W, et al. Experimental study on grinding force and grinding temperature of Aermet 100 steel in surface grinding[J]. Journal of Materials Processing Technology, 2014, 214(11):2191-2199 doi: 10.1016/j.jmatprotec.2014.04.013 [14] 盛晓敏.超高速磨削技术[M].北京:机械工业出版社, 2010Sheng X M. Ultra-high speed grinding technology[M]. Beijing:China Machine Press, 2010(in Chinese) [15] 任敬心, 华定安.磨削原理[M].北京:电子工业出版社, 2011Ren J X, Hua D A. Grinding principle[M]. Beijing:Publishing House of Electronics industry, 2011(in Chinese) -










 点击查看大图
点击查看大图

图(27) / 表(5)
计量
- 文章访问数: 346
- HTML全文浏览量: 263
- PDF下载量: 14
- 被引次数: 0
