




Study on Layering Algorithm of Micro-fluid Extrusion Process
-
摘要: 在3D打印技术中,模型切片是非常重要的一环,一个好的模型切片算法不仅可以提高精度,同时也可以大大节约时间与内存空间。而在微流挤出成型工艺中,层片的厚度也对加工产品的质量有很大的影响,所以确定分层的厚度也是至关重要的。综合了现有的多种切片算法,根据微流挤出成型工艺的特点,提出了一种根据材料流变特性来确定层厚的基于模型几何信息的3D打印方法,经过大量的实验验证发现,这种算法确定的层厚与实际相符,并且算法大大减少了打印时间,增加了切片的精确度。Abstract: In 3D printing technology, model slicing is a very important part. A good model for slicing algorithm can not only improve accuracy, but also save time and memory space. In the micro fluid extrusion process, the thickness of the plies also has the large effect on the quality of the processed product, so it is important to determine the thickness of the layer. In this paper, the existing slicing algorithms are synthesized. According to the characteristics of the micro fluid extrusion process, the 3D printing method based on model geometric information of different materials is proposed. After a lot of experimental verification, it is found that the effect of the algorithm on the layer thickness is consistent with the actual, and the algorithm greatly reduces the printing time and increases the accuracy of the slice.
-
Key words:
- 3D printing /
- layer /
- thickness /
- algorithms
-
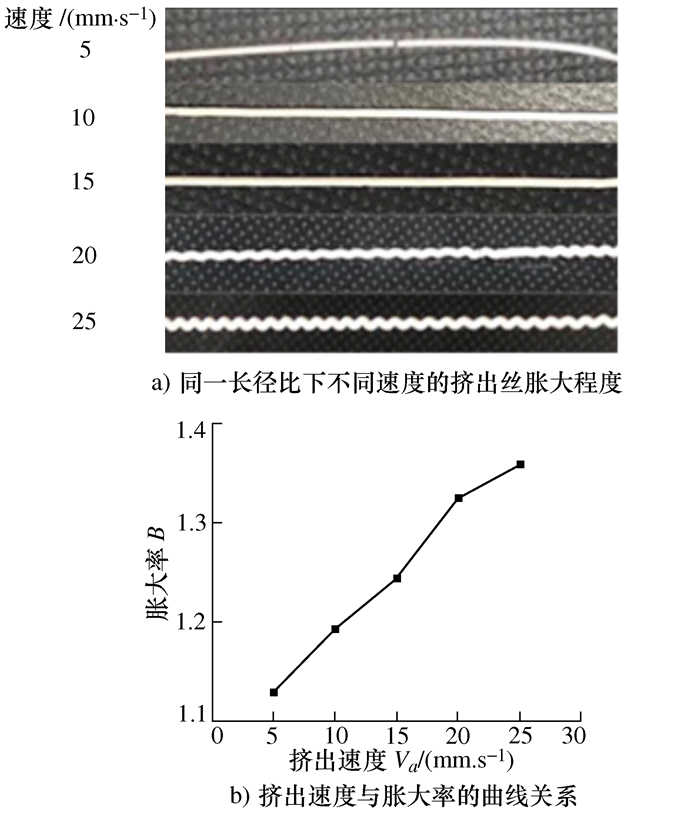
表 1 挤出浆料胀大率误差分析
D/L Va/(mm·s-1) 实验B值 预测B值 误差率/% 20 10 1.192 1.294 8.6 20 20 1.336 1.436 7.5 30 20 1.293 1.400 8.3 30 30 1.186 1.265 6.7 40 30 1.358 1.457 7.3 40 40 1.276 1.363 6.8  下载: 导出CSV
下载: 导出CSV
表 2 不同黏度下ZrO2陶瓷材料的塌陷率
浆料黏度/(mPa·s) 挤出头直径D/mm 挤出丝直径Da/mm 塌陷后丝直径da/mm 塌陷率% 2 438 0.50 0.561 0.512 8.8 7 376 0.50 0.593 0.531 10.5 12 138 0.50 0.632 0.553 12.5 23 579 0.50 0.676 0.597 11.7
下载: 导出CSV
表 3 普通切片算法
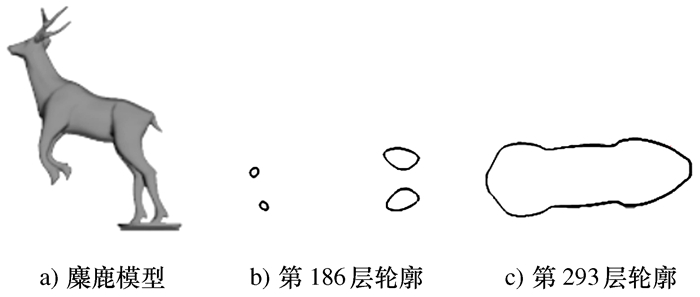
模型名称 面片数 切片厚度/mm 切片总层数 切片时间/s 麋鹿 49 680 0.23 579 23.56 弥勒佛 155 524 0.31 768 89.33 龙 281 762 0.34 988 201.68
下载: 导出CSV
表 4 本文切片算法
模型名称 面片数 切片厚度/mm 切片总层数 切片时间/s 麋鹿 49 680 0.23 579 4.59 弥勒佛 155 524 0.31 768 21.78 龙 281 762 0.34 988 54.36
下载: 导出CSV
-
[1] 张学军, 唐思熠, 肇恒跃, 等.3D打印技术研究现状和关键技术[J].材料工程, 2016, 44(2):122-128 http://d.old.wanfangdata.com.cn/Periodical/clgc201602019Zhang X J, Tang S Y, Zhao H Y, et al. Research status and key technologies of 3D printing[J]. Journal of Materials Engineering, 2016, 44(2):122-128(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/clgc201602019 [2] 卢秉恒, 李涤尘.增材制造(3D打印)技术发展[J].机械制造与自动化, 2013, 42(4):1-4 doi: 10.3969/j.issn.1671-5276.2013.04.001Lu B H, Li D C. Development of the additive manufacturing (3D printing) technology[J]. Machine Building & Automation, 2013, 42(4):1-4(in Chinese) doi: 10.3969/j.issn.1671-5276.2013.04.001 [3] 国家市场监督管理总局, 中国国家标准化管理委员会.GB/T 35021-2018增材制造工艺分类及原材料[S].北京: 中国标准出版社, 2018State Administration for Market Regulation, Standardization Administration of the People's Republic of China. GB/T 35021-2018 Additive manufacturing-Process categories and feedstock[S]. Beijing: Standards Press of China, 2018(in Chinese) [4] Smith W C, Dean R W. Structural characteristics of fused deposition modeling polycarbonate material[J]. Polymer Testing, 2013, 32(8):1306-1312 doi: 10.1016/j.polymertesting.2013.07.014 [5] 李烨.水基3Y-ZrO2膏体制备及烧结工艺研究[D].兰州: 兰州理工大学, 2014 http://cdmd.cnki.com.cn/Article/CDMD-10731-1014262506.htmLi Y. Research on preparation and sintering process of aqueous 3Y-ZrO2 paste[D]. Lanzhou: Lanzhou University of Technology, 2014(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10731-1014262506.htm [6] Wang J W, Shaw L L. Rheological and extrusion behavior of dental porcelain slurries for rapid prototyping applications[J]. Materials Science and Engineering:A, 2005, 397(1-2):314-321 doi: 10.1016/j.msea.2005.02.045 [7] Wang J W, Shaw L L, Marcus H L, et al. Control of the cross section geometry of extruded dental porcelain slurries for rapid prototyping applications[C]//Proceedings of the 14th SFF Symposium. Austin, TX: University of Texas, 2003: 392-399 [8] Wang J W, Shaw L L, Xu A P, et al. Solid freeform fabrication of artificial human teeth[C]//Proceedings of the 15th SFF Symposium. Austin, TX, USA: The University of Texas at Austin, 2004: 816-825 [9] 侯同伟.铜浆料挤出3D打印技术的成型和烧结工艺研究[D].太原: 中北大学, 2016 http://cdmd.cnki.com.cn/Article/CDMD-10110-1016179754.htmHou T W. Study on molding and sintering process of copper paste extrusion technology[D]. Taiyuan: North University of China, 2016(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10110-1016179754.htm [10] 车海潮.一种基于挤出固化的建筑3D打印装置设计及验证[D].武汉: 华中科技大学, 2015 http://cdmd.cnki.com.cn/Article/CDMD-10487-1015909511.htmChe H C. Design and verification of a building 3D printing device based on extrusion[D]. Wuhan: Huazhong University of Science and Technology, 2015(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10487-1015909511.htm [11] 丁易人.基于挤出成型的食材3D打印工艺研究[D].杭州: 浙江大学, 2017 http://cdmd.cnki.com.cn/Article/CDMD-10335-1017047249.htmDing Y R. Research on the three dimensional printing process of food materials based on extrusion molding[D]. Hangzhou: Zhejiang University, 2017(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10335-1017047249.htm [12] 丁骁垚.含能材料3D打印实验系统喷头的设计和分析[D].南京: 南京理工大学, 2017 http://cdmd.cnki.com.cn/Article/CDMD-10288-1017053258.htmDing X Y. Design and analysis of the sprinkler head of the experimental system of 3D printing with energy materials[D]. Nanjing: Nanjing University of Science and Technology, 2017(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10288-1017053258.htm [13] Verma P, Choudhary V. Polypropylene random copolymer/MWCNT nanocomposites:isothermal crystallization kinetics, structural, and morphological interpretations[J]. Journal of Applied Polymer Science, 2015, 132(13):1 [14] 梁基照, 冯金清, 杨卫国.PP/MRP复合材料熔体挤出胀大行为的研究[J].塑料科技, 2012, 40(12):42-45 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=slkj201212003Liang J Z, Feng J Q, Yang W G. Study on extrusion-swell behavior of PP/MRP composites[J]. Plastics Science and Technology, 2012, 40(12):42-45(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=slkj201212003 [15] 梁基照, 何柳.聚甲醛熔体挤出流动性能和挤出胀大的研究[J].现代塑料加工应用, 2010, 22(4):22-24 doi: 10.3969/j.issn.1004-3055.2010.04.006Liang J Z, He L. Flow properties and extrudate swell during extrusion of polyformaldehyde melt[J]. Modern Plastics Processing and Applications, 2010, 22(4):22-24(in Chinese) doi: 10.3969/j.issn.1004-3055.2010.04.006 [16] Han C D. On Silt-and capillary-die rheometry[J]. Journal of Rheology, 1974, 18(1):163-190 [17] Liang J Z. Estimation of die-swell ratio for polymer melts from exit pressure drop data[J]. Polymer Testing, 2000, 20(1):29-31 doi: 10.1016/S0142-9418(99)00074-4 [18] 刘大伟, 王苏洲.3D打印中一种快速分层处理算法的研究[J].组合机床与自动化加工技术, 2017(9):50-54, 58 http://d.old.wanfangdata.com.cn/Periodical/zhjc201709013Liu D W, Wang S Z. Research on a fast hierarchical algorithm for 3D printing[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2017(9):50-54, 58(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/zhjc201709013 -


 点击查看大图
点击查看大图
图(5) / 表(4)
计量
- 文章访问数: 330
- HTML全文浏览量: 159
- PDF下载量: 22
- 被引次数: 0
