




Exploring Key Belt Grinding and Chamfering Technology of Pump Gear Face
-
摘要: 为了实现齿轮端面及其棱边的高效一次加工,结合新型开式砂带磨削的方案和特点,设计了一种适用于齿轮端面的砂带磨削装置。该系统既有砂带磨削的柔性和适应性广的特点,又能通过磨削参数的调节实现端面棱边微小倒棱尺寸的精确控制。磨削系统采用了接触轮的往复振动方式,能够改善砂带表面磨料等高性。最后通过磨削试验探索得到最佳表面质量和倒棱尺寸的磨削参数,表面粗糙度能够维持在0.05 μm以下,棱边不同位置微小倒棱尺寸能够满足给定的尺寸范围,也验证了该系统进行高精度磨削的有效性和稳定性。Abstract: To achieve high efficiency machining of gear face and tiny chamfer, an abrasive belt grinding device suitable for the gear face was developed and combined with the new open-type abrasive belt grinding scheme and characteristics. The grinding device is flexible and adaptable for grinding abrasive belt and can be accurately control the tiny chamfering dimensions of the end edge through adjusting grinding parameters. The grinding device adopts the reciprocal oscillation mode of a contact wheel to improve the consistence of abrasive wear height. Experimental results prove that the grinding device is feasible and stable for precision grinding. The grinding parameters were optimized to obtain the best gear face quality and chamfer size; the gear face roughness is kept below 0.05 μm, and the small size of the chamfer meets the given size range requirements in different edge positions.
-
Key words:
- gear face /
- new open-type /
- abrasive belt grinding /
- tiny chamfer
-
表 3 试验参数
参数名称 数值 正反转时间/s 8、10 齿轮轴转速/(r·min-1) 800、1 000 砂带张紧力/N 40、50 X方向进给量/mm 0.5、1.0、1.5、2.0 顶尖压力/MPa 0.4~0.6 卷带速度/(mm·s-1) 0.5、1.0 接触轮往复摆动/(次·s-1) 10  下载: 导出CSV
下载: 导出CSV
表 4 部分齿轮轴倒棱磨削后测量结果
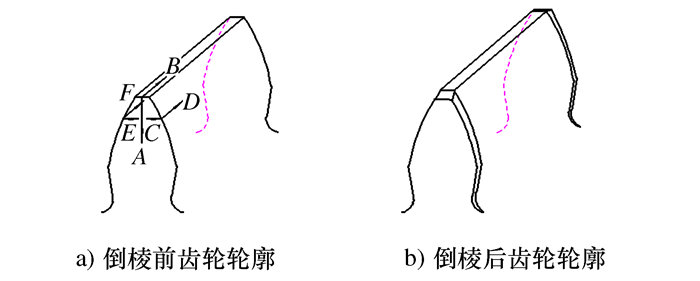
位置 轮廓尺寸/mm 1# 2# 3# 4# A-B 端面长边 0.464 0.473 0.476 0.486 齿廓短边 0.025 0.024 0.030 0.024 C-D 端面长边 0.429 0.406 0.452 0.427 齿廓短边 0.020 0.018 0.020 0.032 E-F 端面长边 0.368 0.3780 0.367 0.384 齿廓短边 0.019 0.021 0.020 0.024
下载: 导出CSV
表 5 正交试验结果与计算分析表
试验号 A B C D 表面粗糙度/Ra 倒棱直角边/mm X方向进给量/mm 正反转时间/s 齿轮轴转速/(r·min-1) 砂带张紧力/N 1 1(2.0) 1(8) 1(800) 1(40) 0.081 5 0.62 2 1(2.0) 2(10) 2(1 000) 2(50) 0.051 9 0.72 3 2(1.5) 1(8) 1(800) 2(50) 0.055 4 0.44 4 2(1.5) 2(10) 2(1 000) 1(40) 0.075 9 0.53 5 3(1.0) 1(8) 2(1 000) 1(40) 0.077 9 0.40 6 3(1.0) 2(10) 1(800) 2(50) 0.048 1 0.42 7 4(0.5) 1(8) 2(1 000) 2(50) 0.044 1 0.34 8 4(0.5) 2(10) 1(800) 1(40) 0.075 0 0.31 K1 0.133 4 0.258 9 0.260 0 0.310 3 K2 0.131 3 0.250 9 0.249 8 0.199 5 K3 0.126 0 K4 0.119 1 表面粗糙度 k1 0.066 7 0.064 7 0.065 0 0.077 6 k2 0.065 6 0.062 7 0.062 5 0.049 9 k3 0.063 0 k4 0.059 6 R 0.007 1 0.002 0 0.002 5 0.027 7 K1 1.34 1.8 1.79 1.86 K2 0.97 1.98 1.99 1.92 K3 0.82 K4 0.65 端面长边 k1 0.67 0.45 0.448 0.465 k2 0.485 0.495 0.496 0.48 k3 0.410 k4 0.325 R 0.345 0.045 0.048 0.015
下载: 导出CSV
-
[1] 甘学辉, 吴晓铃, 侯东海.液压齿轮泵的性能研究[J].机械设计与制造, 2001(3):69-70 http://d.old.wanfangdata.com.cn/Periodical/jxsjyzz200103034Gan X H, Wu X L, Hou D H. Research on performance of hydraulic gear pump[J]. Machinery Design & Manufacture, 2001(3):69-70(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jxsjyzz200103034 [2] 陈英.齿轮泵性能影响因素及改进研究[J].煤矿机械, 2011, 32(2):164-166 doi: 10.3969/j.issn.1003-0794.2011.02.071Chen Y. Gear pump and improvement of performance factors[J]. Coal Mine Machinery, 2011, 32(2):164-166(in Chinese) doi: 10.3969/j.issn.1003-0794.2011.02.071 [3] 李志华, 刘小思, 顾广华.齿轮泵齿轮基本参数的优化设计[J].江西农业大学学报, 1997, 19(3):132-136 http://d.old.wanfangdata.com.cn/Periodical/jcyyy200503033Li Z H, Liu X S, Gu G H. Optimization of the basic gear parameters of gear pump[J]. Acta Agriculturae Universitis Jiangxiensis, 1997, 19(3):132-136(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jcyyy200503033 [4] 杜超舫.齿轮泵齿轮端面倒角、抛光、除毛刺工艺[J].液压与气动, 1989(1):43 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK000003687612Du C F. Research on the reverse angle, polishing and burring technology of pump gear[J]. Chinese Hydraulics & Pneumatics, 1989(1):43(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK000003687612 [5] 黄健, 刘振侠, 张丽芬, 等.端面间隙对齿轮泵性能影响的数值模拟研究[J].机床与液压, 2011, 39(13):36-38 doi: 10.3969/j.issn.1001-3881.2011.13.011Huang J, Liu Z X, Zhang L F, et al. Numerical investigation of the influence of end clearance on the performance of gear pump[J]. Machine Tool & Hydraulics, 2011, 39(13):36-38(in Chinese) doi: 10.3969/j.issn.1001-3881.2011.13.011 [6] Wang Y Y. Digital design and manufacturing technology Ⅲ[M]. Durnten-Zurich:Trans Tech Publications Ltd., 2013:0-65 [7] 杨钟胜.齿轮的倒棱技术[J].现代零部件, 2011(7):82-84 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK201101291797Yang Z S. Gear chamfering technique[J]. Modern Components, 2011(7):82-84(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=QK201101291797 [8] Chen H F, Tang J Y, Zhou W. Modeling and predicting of surface roughness for generating grinding gear[J]. Journal of Materials Processing Technology, 2013, 213(5):717-721 doi: 10.1016/j.jmatprotec.2012.11.017 [9] Zhu P, Xieeryazidan A, Zhang H X. Research on the relationship between end processing technology and processing quality of spiral bevel gear[J]. Key Engineering Materials, 2012, 522:31-35 doi: 10.4028/www.scientific.net/KEM.522 [10] Wang Y Z, Liu Y, Chu X M, et al. Calculation model for surface roughness of face gears by disc wheel grinding[J]. International Journal of Machine Tools and Manufacture, 2017, 123:76-88 doi: 10.1016/j.ijmachtools.2017.08.002 [11] Wang L, Tian X L, Liu Q, et al. Experimental study and theoretical analysis of the form grinding of gears using new type micro-crystal corundum grinding wheels[J]. The International Journal of Advanced Manufacturing Technology, 2017, 92(5-8):1659-1669 doi: 10.1007/s00170-017-0246-9 [12] Hu D H, Zhang L, Guo L, et al. Tool presetting method for gear grinding based on the worst angles of tooth space edges[J]. The International Journal of Advanced Manufacturing Technology, 2016, 82(5-8):921-926 doi: 10.1007/s00170-015-7405-7 [13] 李佳, 石将, 陈新春.螺旋锥齿轮齿顶旋分倒棱技术研究[J].中国机械工程, 2014, 25(20):2734-2739 doi: 10.3969/j.issn.1004-132X.2014.20.008Li J, Shi J, Chen X C. A study of addendum rotational indexing-chamfering technology for spiral bevel gears[J]. China Mechanical Engineering, 2014, 25(20):2734-2739(in Chinese) doi: 10.3969/j.issn.1004-132X.2014.20.008 [14] 刘晓莉.齿轮倒棱工艺[J].机械传动, 2007, 31(2):100-101, 105 doi: 10.3969/j.issn.1004-2539.2007.02.033Liu X L. Chamfering process of gear tooth profile[J]. Journal of Mechanical Transmission, 2007, 31(2):100-101, 105(in Chinese) doi: 10.3969/j.issn.1004-2539.2007.02.033 [15] 唐宇.齿轮形廓磨棱设备及工艺研究[D].哈尔滨: 哈尔滨工业大学, 2009 http://cdmd.cnki.com.cn/Article/CDMD-10213-2010026124.htmTang Y. The research of gear-shaped profile chamfering equipment and process[D]. Harbin: Harbin Institute of Technology, 2009(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10213-2010026124.htm -



 点击查看大图
点击查看大图

图(9) / 表(5)
计量
- 文章访问数: 280
- HTML全文浏览量: 272
- PDF下载量: 35
- 被引次数: 0
