




Preparation of Water-soluble Working Fluid and Influence on Slotting Performance for Electrical Discharge Machining and Electrochemical Machining
-
摘要: 割缝筛管是机械防砂的重要设备,试验采用电火花电解复合加工的新方法对割缝筛管进行加工。针对传统的水基工作液加工效率低,而常用的煤油闪点低,安全性差等缺点,试验研制了一种新型电火花电解复合加工水溶性工作液。采用正交试验确定最佳基础工作液,并添加爆破剂蔗糖、电解质等,研究对复合加工的影响规律,并与机油加工的效果进行对比。结果表明,在温度为30℃的条件下,纯水、聚乙二醇400及三乙醇胺的比例为m(水):m(聚):m(三)=11:11:3时,基础工作液10%(质量分数)稀释液性能最优。在其基础上加入35g蔗糖,1g NaNO3和0.25gNaCl可以得到最佳的加工效果。与机油加工工作液相比表面粗糙度减小,加工效率降低且缝宽有所增加,清洁性与安全性提高。Abstract: Slotted screen is an important equipment for mechanical sand, a new method via electrical discharge machining (EDM) combined electrochemical machining (ECM) is used to manufacture the screen. Aiming at the shortcomings of traditional water based working fluids, such as low processing efficiency, low kerosene flash point and poor safety, a new water-soluble working fluid for EDM combined machining was developed. The best basic working fluid was determined by orthogonal test, and sucrose, electrolyte and so on were added in the compound processing, and the difference between the compound processing and the oil processing was compared. The results showed that at a temperature of 30℃ the ratio of pure water, polyethylene glycol 400 and triethanolamine was of 11:11:3, and the performance of the basic working fluid with a mass fraction of 10% was the best. The best processing effect can be obtained by adding 35 g sucrose on the basis of 1g NaNO3 and 0.25gNaCl. Compared with the working fluid of oil processing, the surface roughness was reduced, the processing efficiency was reduced and the width of the seam was increased, and the cleanness and safety were improved.
-
Key words:
- EDM combined ECM /
- water-soluble /
- sucrose /
- processing efficiency /
- slit width
-
表 1 基础成分正交试验设计
水平 温度/℃ 纯水/g 聚乙二醇400/g 三乙醇胺/g 1 30 280 385 35 2 45 385 245 70 3 60 490 105 105  下载: 导出CSV
下载: 导出CSV
表 2 以加工效率为评价指标正交试验结果
试验号 A
温度/℃B
纯水/gC
聚乙二醇400/gD
三乙醇胺/g加工效率/(mm·s-1) 1 1 1 1 1 6.16×10-3 2 1 2 2 2 6.26×10-3 3 1 3 3 3 4.95×10-3 4 2 1 2 3 5.70×10-3 5 2 2 3 1 4.16×10-3 6 2 3 1 2 4.56×10-3 7 3 1 3 2 3.22×10-3 8 3 2 1 3 5.19×10-3 9 3 3 2 1 4.68×10-3 k1 5.79 5.02 5.64 5.00 k2 5.14 5.20 5.54 5.01 k3 4.36 5.06 4.11 5.28 极差R 1.43 0.18 1.53 0.28 较优水平 A1 B2 C1 D3 因子主次 2 4 1 3
下载: 导出CSV
表 3 以缝宽为评价指标正交试验结果
试验号 A
温度/℃B
纯水/gC
聚乙二醇400/gD
三乙醇胺/g缝宽/mm 1 1 1 1 1 0.42 2 1 2 2 2 0.44 3 1 3 3 3 0.45 4 2 1 2 3 0.46 5 2 2 3 1 0.46 6 2 3 1 2 0.45 7 3 1 3 2 0.45 8 3 2 1 3 0.46 9 3 3 2 1 0.44 k1 0.437 0.443 0.443 0.440 k2 0.457 0.453 0.447 0.447 k3 0.450 0.447 0.453 0.457 极差R 0.02 0.01 0.01 0.017 较优水平 A1 B1 C1 D1 因子主次 1 3 3 2
下载: 导出CSV
表 4 蔗糖含量对复合加工的影响
蔗糖/g 加工效率/
(mm·s-1)缝宽/mm 表面粗糙度/
μm0 6.59×10-3 0.42 2.876 17.5 7.16×10-3 0.42 2.931 35 8.41×10-3 0.40 2.943 52.5 6.29×10-3 0.39 3.066 70 6.57×10-3 0.39 2.417
下载: 导出CSV
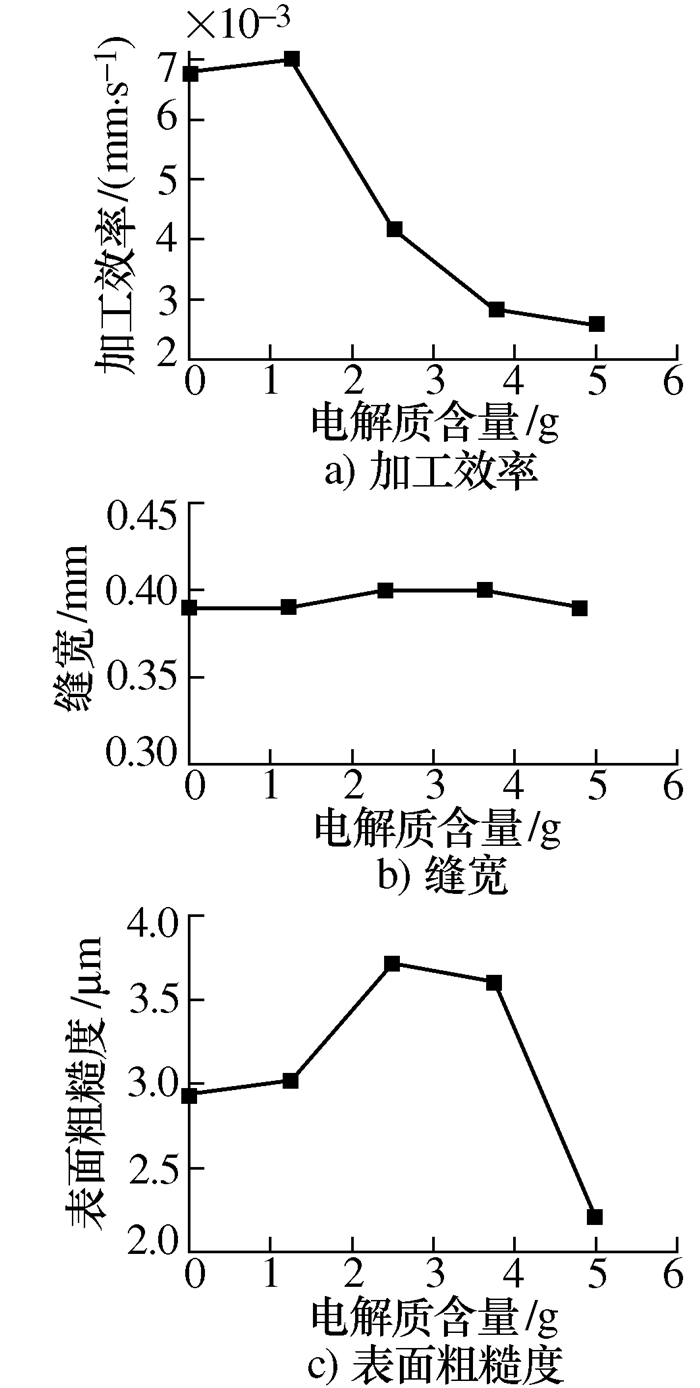
表 5 电解质含量对复合加工的影响
电解质含量/g 电导率/
(μs·cm-1)加工效率/
(mm·s-1)缝宽/
mm表面粗糙度/μm 0 87.6 6.78×10-3 0.39 2.943 1+0.25 285 7.01×10-3 0.39 3.025 2+0.5 508 4.18×10-3 0.40 3.712 3+0.75 730 2.82×10-3 0.40 3.606 4+1 904 2.57×10-3 0.39 2.195
下载: 导出CSV
表 6 水溶性工作液最终配方
成分 含量/% 聚乙二醇400 5.5 三乙醇胺 1.5 蔗糖 0.5 平平加A20 0.2 十二烷基苯磺酸钠 0.3 NaCl 0.003 57 NaNO3 0.014 3 消泡剂 0.1 防锈剂 0.171 纯水 余量
下载: 导出CSV
表 7 机油与水溶性工作液割缝效果对比
工作液 加工效率/
(mm·s-1)缝宽/mm 表面粗糙度/
μm水溶性工作液 8.57×10-3 0.39 2.970 机油 9.92×10-3 0.34 3.217
下载: 导出CSV
-
[1] 钟洁, 刘光威, 李冰.油井出砂原因及防砂技术应用现状[J].化工管理, 2015, (32):123, 125 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hggl201532096Zhong J, Liu G W, Li B. Current situation of sand production and application of sand control technology[J]. Chemical Enterprise Management, 2015, (32):123, 125(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hggl201532096 [2] Hodge R M, Burton R C, Constien V, et al. An evaluation method for screen-only and gravel-pack completions[C]//Proceedings of International Symposium and Exhibition on Formation Damage Control. Lafayette, Louisiana: Society of Petroleum Engineers& 2002: 1-15 [3] Talaghat M R, Esmaeilzadeh F, Mowla D. Sand production control by chemical consolidation[J]. Journal of Petroleum Science and Engineering, 2009, 67(1-2):34-40 doi: 10.1016/j.petrol.2009.02.005 [4] Metcalfe P. Expandable sand screen technology increases production[J]. World Oil, 2000, 221(2):94-95 [5] 魏新芳.石油割缝筛管及其防砂技术研究[D].山东青岛: 中国石油大学(华东), 2007Wei X F. Research on slotted screen and its sand control technology[D]. Shandong Qingdao: China University of Petroleum (East), 2007(in Chinese) [6] 李宇顺.激光切割石油割缝筛管[J].金属加工(热加工), 2008, (20):59-61 http://d.old.wanfangdata.com.cn/Periodical/jxgr-rjg200820020Li Y S. Laser cutting oil slotted sieve tube[J]. MW Metal Forming, 2008, (20):59-61(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jxgr-rjg200820020 [7] Yang H L, Su F. Technical study of slotted pipe working[J]. China Oil & Gas, 1996, 3(4):210-211 http://www.cqvip.com/QK/85620X/199604/3001131657.html [8] 茹冰伟, 杨贺来.割缝筛管的激光切割[J].新技术新工艺, 2005, (6):56-57 doi: 10.3969/j.issn.1003-5311.2005.06.023Ru B W, Yang H L. Laser processing of slotted screen[J]. New Technology & New Process, 2005, (6):56-57(in Chinese) doi: 10.3969/j.issn.1003-5311.2005.06.023 [9] 诸跃进, 闫伟, 张卫华, 等.工作液对电解电火花复合加工工艺效果影响的试验研究[J].苏州科技学院学报(工程技术版), 2013, 26(1):76-80 doi: 10.3969/j.issn.1672-0679.2013.01.018Zhu Y J, Yan W, Zhang W H, et al. Experimental research on the influence of low conductive electrolyte on technological effect in electrochemical arc machining[J]. Journal of Suzhou University of Science and Technology (Engineering and Technology), 2013, 26(1):76-80(in Chinese) doi: 10.3969/j.issn.1672-0679.2013.01.018 [10] 滕向阳, 刘兆福, 贾志新.松香对电火花线切割加工的影响[J].机床与液压, 2009, 27(4):16-18 doi: 10.3969/j.issn.1001-3881.2009.04.005Teng X Y, Liu Z F, Jia Z X. Effect of triethanolamine on electrospark wire-electrode cutting[J]. Machine Tool & Hydraulics, 2009, 27(4):16-18(in Chinese) doi: 10.3969/j.issn.1001-3881.2009.04.005 [11] 杨鹏.线切割液的研发及其工艺参数研究[D].西安: 西安科技大学, 2011Yang P. Cutting fluid and the process parameters of the research[D]. Xi'an: Xi'an University of Science and Technology, 2011(in Chinese) [12] 尹青峰, 王宝瑞, 张勇斌, 等.弱电解质溶液EDM/ECM复合加工机理研究[J].机械设计与制造, 2014, (5):85-87 doi: 10.3969/j.issn.1001-3997.2014.05.028Yin Q F, Wang B R, Zhang Y B, et al. Mechanism research of the combined machining of EDM with ECM in low-conductivity electrolyte[J]. Machinery Design & Manufacture, 2014, (5):85-87(in Chinese) doi: 10.3969/j.issn.1001-3997.2014.05.028 [13] 倪杨.放电通道振荡特性分析及其蚀除机理的研究[D].上海: 上海交通大学, 2009Ni Y. Analysis of the plasma oscillation and erosion mechanism in electrical discharge channel[D]. Shanghai: Shanghai Jiao Tong University, 2009(in Chinese) [14] 陆霖琰.基于复合工作液的高速往复走丝电火花线切割加工研究[D].南京: 南京航空航天大学, 2011Lu L Y. Research on influence of the HSWEDM process based on composite cooling liquid[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2011(in Chinese) [15] 林穗贤, 于兆勤, 郭钟宁, 等.电火花线切割加工工作液电解质对伏安特性与丝损的影响[J].电加工与模具, 2010, (3):22-24, 32 doi: 10.3969/j.issn.1009-279X.2010.03.005Lin S X, Yu Z Q, Guo Z N, et al. Effect of WEDM cooling fluid electrolyte on current voltage characteristic and wire wear[J]. Electromachining & Mould, 2010, (3):22-24, 32(in Chinese) doi: 10.3969/j.issn.1009-279X.2010.03.005 [16] 郭翠霞, 刘康, 谢文玲, 等.工作液电导率对MSWEDM加工工艺性指标影响研究[J].机床与液压, 2014, 42(11):77-80 doi: 10.3969/j.issn.1001-3881.2014.11.021Guo C X, Liu K, Xie W L, et al. Research on the influence of the working fluid conductivity on MSWEDM process indicators[J]. Machine Tool & Hydraulics, 2014, 42(11):77-80(in Chinese) doi: 10.3969/j.issn.1001-3881.2014.11.021 -

 点击查看大图
点击查看大图

图(2) / 表(7)
计量
- 文章访问数: 495
- HTML全文浏览量: 127
- PDF下载量: 349
- 被引次数: 0
