




High-resolution Test System of Tenon Distortion for Blade Processing
-
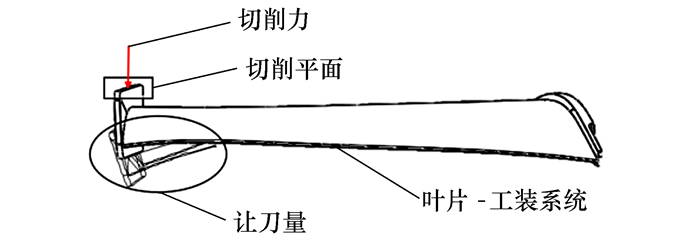
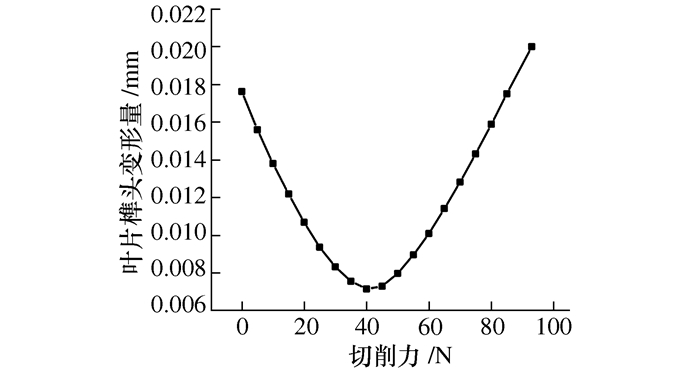
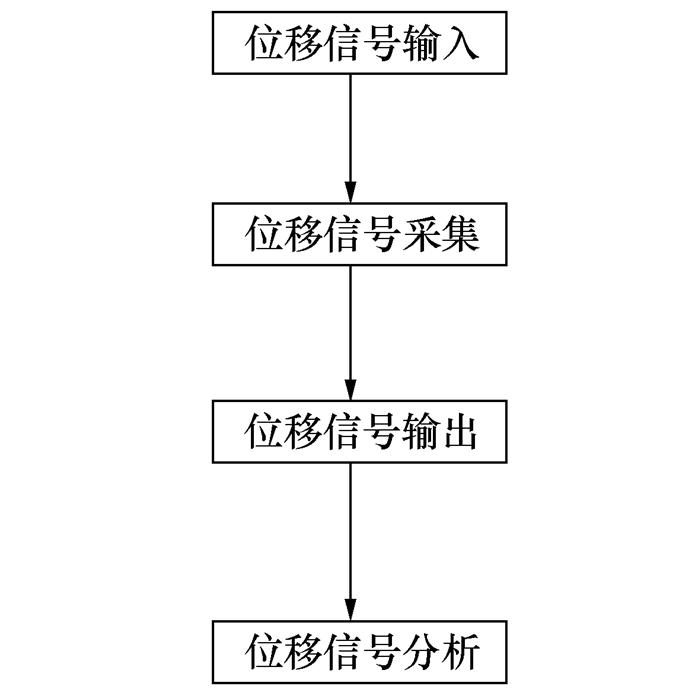
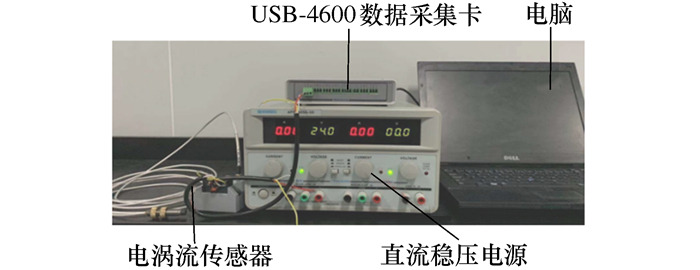
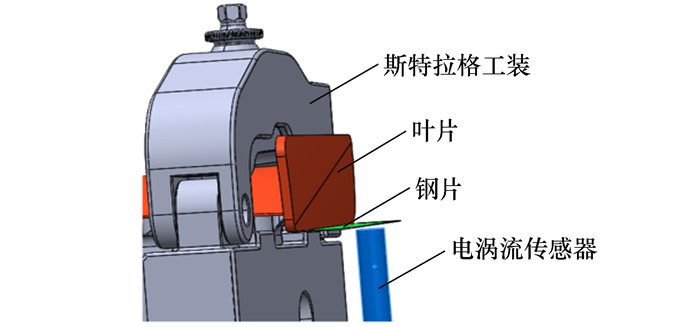
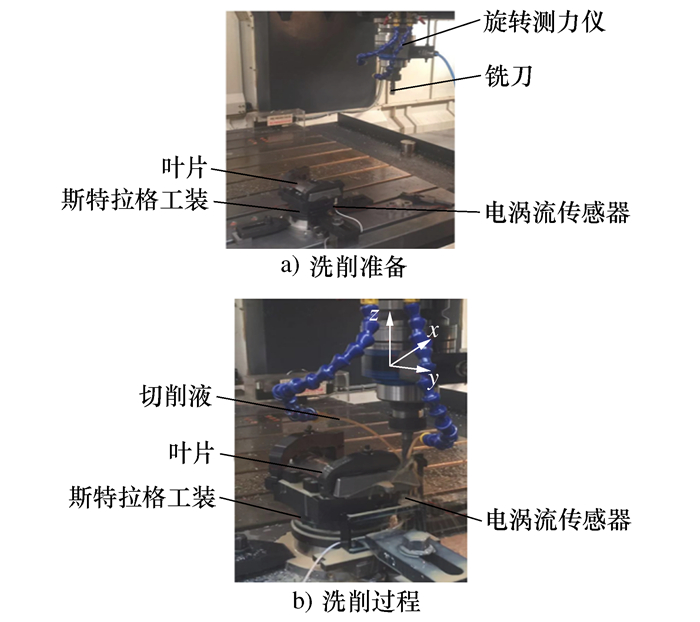
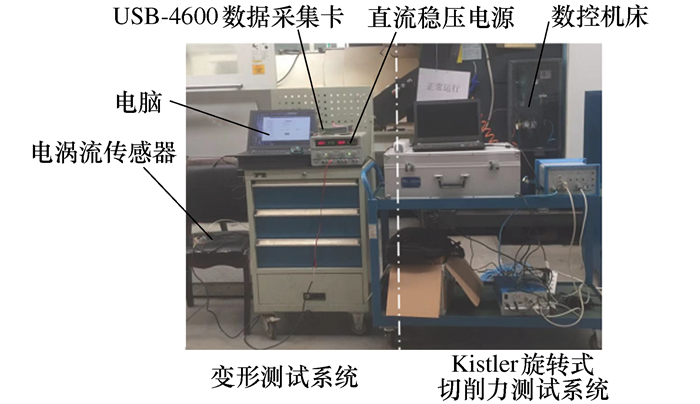
摘要: 针对由航空发动机叶片工装刚度低,导致加工过程中叶片受切削力影响产生的变形问题,本文研究并集成了一款用以高分辨率变形量的位移传感器测试系统,监测加工过程中高频的切削力对高频位移信号的影响关系,实现对叶片工装的评价和设计指导。首先,介绍了航空发动机精锻叶片在多点定位夹紧工装中,加工榫头时产生的叶片变形与切削力对应关系问题。其次,通过仿真分析确定叶片榫头发生最大变形时,切削力在叶片榫头的施加位置。再次,根据切削力和变形对测试系统的采样频率、分辨率及其测试精度的要求,选择合适的位移传感器。并通过选择的位移传感器类型挑选数据采集卡,搭建起叶片变形测试系统。最后,开展叶片榫头加工实验,测试在切削力下叶片榫头的变形情况,得出了切削力与叶片榫头变形关系,验证了测试系统的可行性。并阐述测试中存在的问题并进行改进,同时对未来自主搭建叶片榫头加工测试系统提出合理化建议。Abstract: The deformation of the aircraft engines blade-fixture system is low, which causes the deformation of the blade in the machining process. A displacement sensor closed loop systems for high-resolution deformation is studied and integrated in order to monitor the influence of the high-frequency cutting force on the high-frequency displacement signals in machining, and to evaluate and design the blade-fixture system. Firstly, the relationship between the blade deformation and the cutting force generated when machining the tenon in the multi-point positioning, and clamping tool of the aircraft engines precision forging blade is introduced. Secondly, by means of the simulation analysis results, the position of cutting force on the blade tenon is determined when the blade tenon deforms to the maximum. Thirdly, according to the cutting force and deformation requirements of the test system sampling frequency, resolution and test accuracy, the appropriate displacement sensor is selected. Again, the data acquisition card is selected by the selected displacement sensor type, and the blade deformation closed loop systems are built. Finally, the blade tenon processing experiment was carried out to test the deformation of the blade under the cutting force, and the feasibility of the test system was verified. Describe the problems existing in the test and improve them. Meanwhile, the rationalization suggestion for the future construction of the blade tenon processing test system is put forward.
-
Key words:
- precision blade /
- test system /
- tenon distortion
-
表 1 电涡流传感器参数
线性范围及对应电压 0.50~1.50 mm, 0.50~1.50 V 探头直径 Ø5 mm 灵敏度 4 V/mm 安装间隙及对应电压 1.00 mm, 3.00 V  下载: 导出CSV
下载: 导出CSV
表 3 实验参数
转速/(r·min-1) 进给/mm 切深/mm Z向切削力/N 加工类型 800 400 0.2 3.5 精加工 1 200 400 0.3 8.4 精加工 1 000 70 1 23.7 粗加工 1 000 70 2 28.8 粗加工 800 40 5 46.6 加大切削力实验
下载: 导出CSV
-
[1] 王辉, 吴宝海, 李小强.新一代商用航空发动机叶片的先进加工技术[J].航空制造技术, 2014, (20):26-31 http://d.old.wanfangdata.com.cn/Periodical/hkgyjs201420001Wang H, Wu B H, Li X Q. Advanced machining technology of new generation commercial aeroengine blade[J]. Aeronautical Manufacturing Technology, 2014, (20):26-31(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/hkgyjs201420001 [2] 任军学, 冯亚洲, 米翔畅, 等.航空发动机精锻叶片自适应数控加工技术[J].航空制造技术, 2015, (22):52-55, 59 http://d.old.wanfangdata.com.cn/Periodical/hkgyjs201522006Ren J X, Feng Y Z, Mi X C, et al. Adaptive techniques in CNC machining of Aeroengine precision forging blades[J]. Aeronautical Manufacturing Technology, 2015, (22):52-55, 59(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/hkgyjs201522006 [3] Marini D, Cunningham D, Corney J R. Near net shape manufacturing of metal:a review of approaches and their evolutions[J]. Proceedings of the Institution of Mechanical Engineers, Part B:Journal of Engineering Manufacture, 2018, 232(4):650-669 https://strathprints.strath.ac.uk/60881/ [4] Wang H, Huang L J, Yao C, et al. Integrated analysis method of thin-walled turbine blade precise machining[J]. International Journal of Precision Engineering and Manufacturing, 2015, 16(5):1011-1019 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=7447952981691b542e71e3e25b3bcd49 [5] 林文强, 石峰, 冯战巨, 等.航空薄壁件切削加工变形控制与实时监测研究[J].机床与液压, 2017, 45(23):82-85, 42 http://d.old.wanfangdata.com.cn/Periodical/jcyyy201723020Lin W Q, Shi F, Feng Z J, et al. Research on deformation control and real time monitoring of aeronautical thin-walled part cutting machining[J]. Machine Tool & Hydraulics, 2017, 45(23):82-85, 42(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/jcyyy201723020 [6] Apichatbanlue U, Suksawat B. Data acquisition system for main cutting force measurement in turning operation[C]//Proceedings of the 11th International Conference on Control, Automation and Systems. Gyeonggi-do, South Korea: IEEE, 2011: 1003-1005 [7] Suh C S, Khurjekar P P, Yang B. Characterisation and identification of dynamic instability in milling operation[J]. Mechanical Systems and Signal Processing, 2002, 16(5):853-872 https://www.sciencedirect.com/science/article/pii/S0888327002914974 [8] 杨星焕.铣削过程加工变形及颤振在线监测技术研究[D].天津: 天津大学, 2016 http://cdmd.cnki.com.cn/Article/CDMD-10056-1018062463.htmYang X H. Research on monitoring for machine deformation and chatter technology in milling process[D]. Tianjin: Tianjin University, 2016(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10056-1018062463.htm [9] Quintana G, Garcia-Romeu M L, Ciurana J. Surface roughness monitoring application based on artificial neural networks for ball-end milling operations[J]. Journal of Intelligent Manufacturing, 2011, 22(4):607-617 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=a7852a802829dfa6dfd7a20dfea7c950 [10] 刘畅.基于多传感器信息的精铣表面形貌在线监测理论方法研究[D].天津: 天津大学, 2015 http://cdmd.cnki.com.cn/Article/CDMD-10056-1017134280.htmLiu C. Research on online monitoring theory and method for surface topography of precision milling based on multi-sensor information[D]. Tianjin: Tianjin University, 2015(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10056-1017134280.htm [11] 沈申生.差动变压器式位移传感器检测系统研究[J].传感器与微系统, 2006, 25(3):41-43 http://d.old.wanfangdata.com.cn/Periodical/cgqjs200603014Shen S S. Study on measuring system for differential transformer-type displacement sensor[J]. Transducer and Microsystem Technologies, 2006, 25(3):41-43(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/cgqjs200603014 [12] 张裕悝, 李继承.高精度差动变压器式位移传感器[J].仪表技术与传感器, 1994, (2):19-21 http://d.old.wanfangdata.com.cn/Periodical/yhjcjs201606008Zhang Y L, Li J C. High precision differential transformer displacement sensor[J]. Instrument Technique and Sensor, 1994, (2):19-21(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/yhjcjs201606008 [13] 易玮帆, 侯曦, 赵敬安, 等.高速卷绕机锭轴夹头动态特性测试方法研究[J].机械科学与技术, 2015, 34(7):1060-1062 doi: 10.13433/j.cnki.1003-8728.2015.0717Yi W F, Hou X, Zhao J A, et al. Research on dynamic testing method of high-speed winder spindle[J]. Mechanical Science and Technology for Aerospace Engineering, 2015, 34(7):1060-1062(in Chinese) doi: 10.13433/j.cnki.1003-8728.2015.0717 [14] 李兵, 孙彬, 陈磊, 等.激光位移传感器在自由曲面测量中的应用[J].光学 精密工程, 2015, 23(7):1939-1947 http://d.old.wanfangdata.com.cn/Periodical/gxjmgc201507017Li B, Sun B, Chen L, et al. Application of laser displacement sensor to free-form surface measurement[J]. Optics and Precision Engineering, 2015, 23(7):1939-1947(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/gxjmgc201507017 [15] Vogel J G, Chaturvedi V, Nihtianov S. Eddy-current sensing principle in inertial sensors[J]. IEEE Sensors Letters, 2017, 1(5):2500504 https://ieeexplore.ieee.org/abstract/document/8006278 [16] 章晓明, 于学文, 武剑, 等.一种基于电涡流传感器的陀螺飞轮两维摆角测量方法[J].中国工程机械学报, 2014, 12(6):560-564 http://d.old.wanfangdata.com.cn/Periodical/zggcjxxb201406018Zhang X M, Yu X W, Wu J, et al. 2D swing angle measurement for gyrowheel rotors based on eddy current sensor[J]. Chinese Journal of Construction Machinery, 2014, 12(6):560-564(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/zggcjxxb201406018 [17] 王军平.大量程电涡流传感器的研制[D].西安: 西北工业大学, 2001 http://cdmd.cnki.com.cn/Article/CDMD-10699-2001007828.htmWang J P. Research on the widerange eddy current sensor[D]. Xi'an: Northwestern Polytechnical University, 2001(in Chinese) http://cdmd.cnki.com.cn/Article/CDMD-10699-2001007828.htm [18] 李东沛.高频滤波电路设计与分析[J].电子制作, 2015, (21):86-87, 89 http://d.old.wanfangdata.com.cn/Periodical/dzzz201521029Li D P. Design and analysis of high frequency filter circuit[J]. Practical Electronics, 2015, (21):86-87, 89(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/dzzz201521029 -






 点击查看大图
点击查看大图
图(15) / 表(3)
计量
- 文章访问数: 224
- HTML全文浏览量: 121
- PDF下载量: 18
- 被引次数: 0
