




Study on Electrically Assisted Stretch Bending of L-section Profile of Titanium Alloy
-
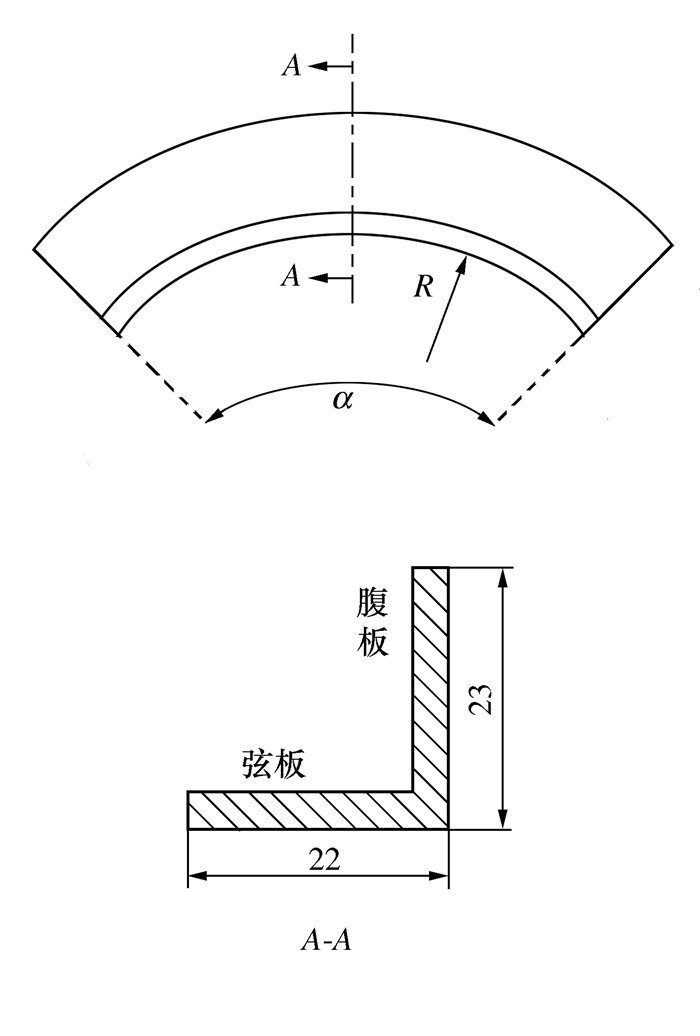
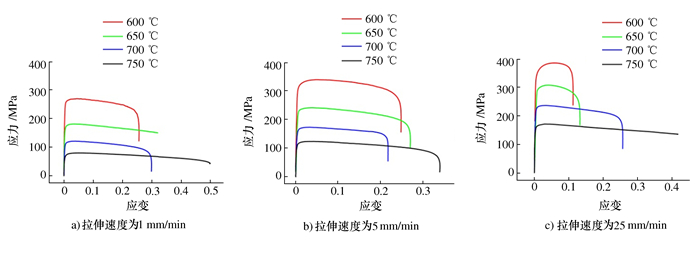
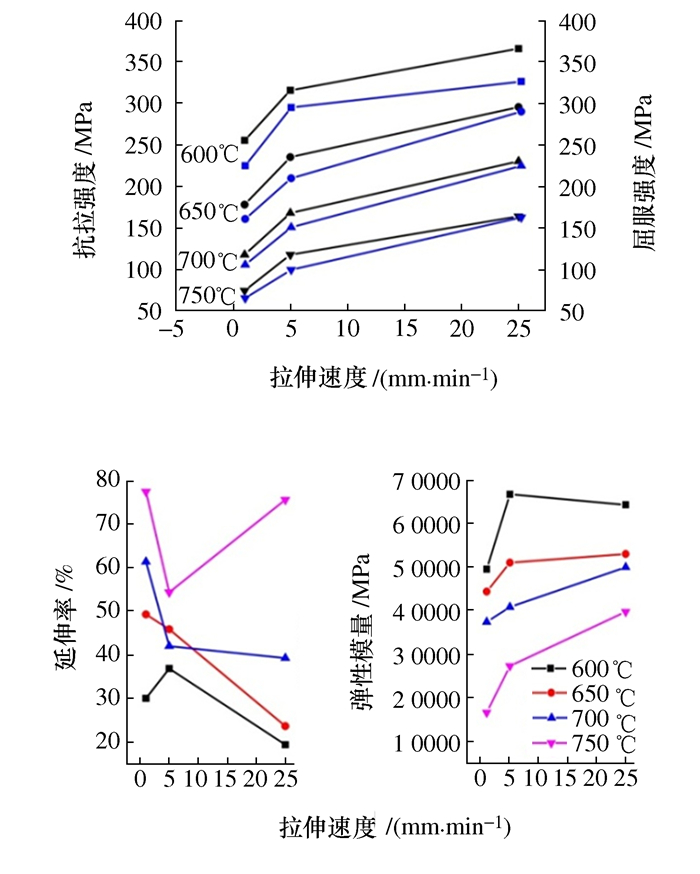
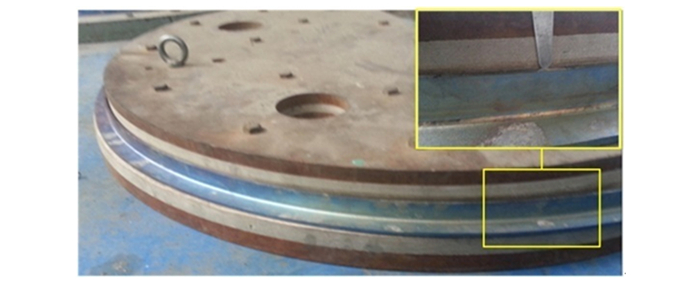
摘要: 钛合金型材弯曲构件由于性能优异而逐渐成为先进民用复合材料机身的主要承力构件,其成形质量直接关系到飞机的装配精度。本文针对OT4M钛合金L型材的拉弯成形工艺进行了研究,建立了拉弯过程的解析模型,并在不同的试验条件下进行了多组热单轴拉伸试验来探究型材的热变形行为,利用绝缘模具开展了钛合金型材的电热拉弯成形试验,结果表明,材料的塑性变形能力受变形温度和速度影响显著,拉弯成形时绝缘模具的应用可使钛合金型材保持在相对较高的温度490℃下成形,进而降低了回弹。Abstract: The profile bending parts of Titanium alloy gradually become the main load-bearing components of advanced civil composite material fuselage due to their excellent properties. The forming quality is directly related to the assembly accuracy of aircraft. Here, a study on the stretch bending process of L-section profile of OT4M titanium alloy was conducted. Firstly, a model for stretch bending process was developed. Then, multiple groups of thermal uniaxial tension under different conditions were performed to determine the deformation behavior of profiles. Lastly, the electrically assisted stretch bending were carried out with insulation mold. The results indicate that the plastic deformation capacity of material is significant affected by the temperature and velocity, the application of insulation mold in the stretch bending process can reduce springback by keeping profiles forming at a temperature of 490℃.
-
Key words:
- titanium alloy profile /
- stretch bending /
- analytical model /
- uniaxial tension /
- springback
-
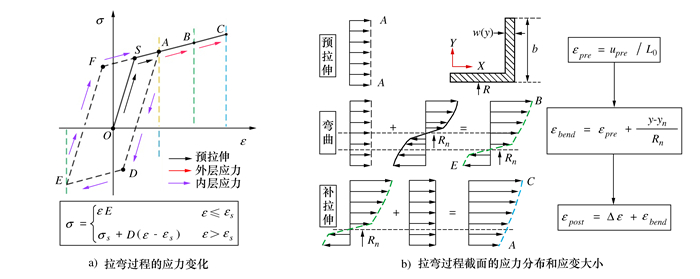
表 1 符号注释
符号 含义 σ 应力 E 弹性模量 σS 屈服应力 L0 坯料长度 M 弯矩 r1 回弹前半径 w(y) 型材宽度 Rn 中性轴半径 y Y坐标 ε 应变 D 应变硬化常数 εS 屈服应变 upre 预拉伸量 I 截面惯性矩 r2 回弹后半径 b 型材截面高度 yn 中性轴位置 yc 型材形心位置  下载: 导出CSV
下载: 导出CSV
-
[1] 陆峰, 钟群鹏, 曹春晓.碳纤维环氧复合材料与金属电偶腐蚀的研究进展[J].材料工程, 2003(4):39-43 doi: 10.3969/j.issn.1001-4381.2003.04.012Lu F, Zhong Q P, Cao C X. Progress of galvanic corrosion between the graphite epoxy composite materials and metals[J]. Journal of Materials Engineering, 2003(4):39-43(in Chinese) doi: 10.3969/j.issn.1001-4381.2003.04.012 [2] Boyer R R. An overview on the use of titanium in the aerospace industry[J]. Materials Science and Engineering:A, 1996, 213(1-2):103-114 doi: 10.1016/0921-5093(96)10233-1 [3] Brewer W D, Bird R K, Wallace T A. Titanium alloys and processing for high speed aircraft[J]. Materials Science and Engineering:A, 1998, 243(1-2):299-304 doi: 10.1016/S0921-5093(97)00818-6 [4] Ambrogio G, Filice L, Gagliardi F. Formability of lightweight alloys by hot incremental sheet forming[J]. Materials & Design, 2012, 34:501-508 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=2cd2cc6bb9766de38937b97129ad76bc [5] Jia W J, Zeng W D, Han Y F, et al. Prediction of flow stress in isothermal compression of Ti60 alloy using an adaptive network-based fuzzy inference system[J]. Materials & Design, 2011, 32(10):4676-4683 http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=c6e439988361701dd48e408e8d1a99ec [6] Nguyen-Tran H D, Oh H S, Hong S T, et al. A review of electrically-assisted manufacturing[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2015, 2(4):365-376 doi: 10.1007/s40684-015-0045-4 [7] Deng T S, Li D S, Li X Q, et al. Hot stretch bending and creep forming of titanium alloy profile[J]. Procedia Engineering, 2014, 81:1792-1798 doi: 10.1016/j.proeng.2014.10.234 [8] Liu T J, Xia X J, Wu W C, et al. Experimental investigations for electric heating rotary stretch bending process of extruded Ti-6Al-4V alloy profile with T-section[J]. Procedia Engineering, 2017, 207:747-752 doi: 10.1016/j.proeng.2017.10.823 [9] Polen L A, Houston T S, Owens J E Jr. Stretch forming apparatus with supplemental heating and method: US, 8661869B2[P]. 2014-03-04 [10] Minakawa K, Keskar A R, Barb A. Method and apparatus for creep forming of and relieving stress in an elongated metal bar: US, 2018234A2[P]. 2009-01-28 -



 点击查看大图
点击查看大图
图(13) / 表(1)
计量
- 文章访问数: 362
- HTML全文浏览量: 303
- PDF下载量: 16
- 被引次数: 0
