

由于复合材料具有高比强度,高比刚度,轻质量,耐腐蚀和易于成型大型零件等优点,复合材料在航空、航天、汽车等工业领域扮演着越来越重要的角色[1]。作为21世纪最重要的材料之一,尤其是纤维增强树脂基复合材料,其用量成为了产品先进程度的重要指标[2]。但是,复合材料加工的高成本仍是阻碍复合材料大量应用于各个工业领域的主要原因,因此产生了众多的复合材料低成本加工技术,例如树脂模塑转移成型技术(RTM),微波固化技术,缠绕技术,铺放技术等等[3-7]。其中自动铺放技术能够低成本,高性能和高效率地加工复合材料零件。同时作为自动铺放技术的一个重要分支,机器人纤维铺放(RFP)技术将机器臂与纤维铺放单元进行结合,为加工大曲率复合材料零件增添了更多的优势,包括精确厚度控制,实时压力控制,低孔隙率,大范围的铺放角度以及减少材料浪费。
基于以上的众多优点,越来越多的学者对机器人纤维铺放技术进行研究,尤其是过程参数对产品性能的影响。Khan等人针对铺放速度、模具温度、压实力等过程参数,对复合材料质量的表征,层间粘结发展和过程参数优化方法等方面进行了研究[8]。Bendemra等人研究使用力控制单元来设置和监测所施加的压实力,并对自动纤维铺放技术的操作参数进行优化。实验结果显示可以实现压力低波动,压力控制装置用于自动纤维放置具有可行性[9]。Grouve等人对带铺放过程中工艺参数、制品质量和层间粘结强度进行分析和实验研究,实验结果表明在激光器的作用下,可以高速度和低输入功率获得优良的粘合质量[10]。文琼华等人针对自动铺带成型工艺过程,分析了自动铺带成型过程中温度对预浸料铺放效果的影响。通过实验验证了自动铺带过程中温度对预浸料粘附性和带宽变形均有影响[11]。段玉刚等人通过实验研究了复合材料铺放过程中压紧力、预浸带加热温度及芯模温度对复合材料力学性能的影响。结果表明压紧力与加热温度对层间剪切强度影响很大[12]。Zhao等人针对热塑性复合材料机器人纤维铺放多层结构零件建模,提出了提高层间粘结均匀性的方法[13]。总之,复合材料制品性能受到压辊压力,铺放速度,热气炬温度,预浸料丝束表面粗糙度、芯模温度等因素的影响。
从以上众多学者的研究看出,复合材料成型过程工艺参数对复合材料零件性能影响的研究引起了越来越多学者的关注。但是在实际零件成型过程中多个工艺参数耦合作用影响和优化的研究还较少。在实际加工过程中,除了常规过程工艺参数外,针对不同的零件加工过程,零件形状与尺寸等参数也会对成型过程以及参数的选择有影响。本文通过理论分析与实验验证的方法,分析了影响复合材料机器人纤维铺放圆柱类零件轴向0°铺放的关键过程参数,并利用响应面法对多个关键工艺参数耦合影响进行研究,从而得到该零件最佳的复合材料机器人纤维铺放过程工艺参数。
1 机器人纤维铺放成型过程分析 1.1 成型过程与接触粘结理论分析如图 1所示,在机器人纤维铺放制造工艺中,复合材料预浸纤维丝束从卷轴箱经过引导轮进入铺放单元,随后进入冷却室中通过氮气冷却以防止预浸纤维丝束粘附到引导槽中。经过引导槽,预浸纤维丝束被热气炬加热到黏性状态,从而有助于丝束粘附到基材上。最终,黏性状态下的预浸纤维丝束通过压辊施加的压力与基底层压件表面粘合,同时在接触界面处挤出层间的空气,减少层间气泡的产生。机器人纤维铺放过程实际上是复合材料预浸纤维丝束通过机器臂带动铺放单元,按照预定的轨迹逐层地铺贴粘合到基底层压材料表面上的过程。

|
| 图 1 复合材料机器人纤维铺放成型过程 |
由于预浸纤维丝束的特殊制造工艺导致其具有不规则表面。基于Lee和Springer的基础模型, Khan提出不规则复合材料表面可以由一系列相等大小的矩形组成的表面表示[8]。在铺放过程中,预浸纤维丝束通过热气炬加热到给定温度,并且通过压辊施加法向压力进行铺层,因此纤维丝束表面的几何形状将变形。图 2给出了在经受来自压辊压力之前和之后,预浸纤维丝束和基底表面之间的接触界面上的几何形状变化[14]。

|
| 图 2 预浸纤维受压前后界面几何形状变化 |
在图 2a)中,c0是预浸纤维丝束的初始厚度, a0是矩形单元的初始高度, b0是矩形单元的初始宽度, w0是2个相邻矩形单元之间的初始距离; 图 2b)中, a是经历压辊压力之后矩形单元的高度, b是经历压辊压力之后矩形单元的宽度, w是经历压辊压力之后两相邻矩形单元之间的宽度。参数w0, a0和b0可以使用预浸纤维丝束的随机横截面显微照片测量。基于该模型, 该界面的紧密接触程度Dc可以表示如下[4]:
|
(1) |
在铺放过程中, 假设每个矩形元件的体积是恒定的[13]:
|
(2) |
接触程度Dc可表示如下[14]:
|
(3) |
式中,Papp是压辊在接触区域中单位面积施加的压力, μmf是纤维与树脂混合物在加热温度下的粘度。tc是压力作用的时间, 其可以定义如下:

|
(4) |
式中,V是铺设速度, Wc是压辊和基底之间的接触宽度。
在预浸纤维与基底紧密接触后, 树脂融合过程开始。当温度达到一个特定温度, 接触界面处的树脂分子链穿过接触面相互纠缠融合[15]。融合程度表示如下[13]:
|
(5) |
式中,ta是融合过程时间, k为基于温度的常数。na为一个常数。层间粘结程度可以作为层间粘结强度的度量, 其表达如下[8]:
|
(6) |
总之, 通过改变压辊压力、铺放速度、热气焰炬温度来直接改变层间粘结强度。
1.2 圆柱芯模对铺放工艺过程的影响在铺放过程中, 压辊压力由RFP铺放单元的压实缸提供, 并通过橡胶压辊施加到预浸丝束表面。图 3、图 4给出了由于压力作用橡胶压辊与圆柱零件接触变形而形成的铺放区域。

|
| 图 3 铺放过程中压辊与基体的接触区域径向剖面图 |

|
| 图 4 铺放过程中压辊与基体的接触区域轴向剖面图 |
其中Dr是压辊的直径, d是压辊安装轴直径, L是压辊长度, Lc是压辊与芯轴接触弧长在水平方向的投影长度, h是压辊在压力法向方向上的变形长度, Rm是圆柱形芯轴半径, α是变形边界与法向的夹角。由于压辊材料本身的特殊性, 压辊在压力作用下的变形, 随着下压力的增大而增大, 当橡胶达到最大的压缩量时, 不再变形。
橡胶压辊由硅橡胶制成。由于这种材料的非线性特性, 压辊的变形形状是不规则的。圆柱芯模的直径不同也将影响压辊与芯模接触区域的大小。针对某尺寸芯模, 利用玻璃纤维预浸材料的黏性和透明性, 通过实验可得到铺放接触区域如图 5a)所示, 通过不同压力实验可得到压辊变形区域椭圆形接触面的长Lc、宽Wc与压辊压力之间的关系如图 5b)所示。

|
| 图 5 压辊与基体接触面形状及与压力的关系 |
从图 5b)中能得出压辊接触面积随压辊压力的增大而增大, 达到一定压缩极限后趋于稳定。接触椭圆的长、宽边长度的拟合曲线方程为:

|
(7) |

|
(8) |
式中, pLc1为0.037 7, pLc2为-0.987 8, pLc3为8.430 5, pLc4为1.522 8;pWc1为0.049 2, pWc2为-1.152 4, pWc3为8.934 5, pWc4为-3.775 3。
基于方程(4)和(8), 机器人纤维铺放圆柱类零件的紧密接触程度可表示如下:
|
(9) |
根据上述机器人纤维铺放层间粘结过程理论分析, 圆柱零件0°纤维铺放制品的层间粘结强度, 由热气炬温度, 压辊压力, 铺放速度来耦合影响。因此, 本文对热气炬温度, 压辊压力, 铺放速度对其粘结质量的影响规律进行研究, 并进行工艺参数优化。
2 实验结果与参数优化 2.1 实验样品与设备该实验采用的复合材料为玻璃纤维/聚丙烯树脂预浸料丝束, 其平均宽度为3.175 mm, 平均纤维束厚度为0.25 mm。从显微照片, 可以测量2个单元之间的初始高度, 长度和间隙。使用尼康ECLIPSE E200光学显微镜, 可以获得预浸丝束的横截面显微照片, 如图 6所示。

|
| 图 6 预浸纤维丝束横截面纤维照片 |
丝束表面不均匀, 因此进行若干随机测量以获得这些元素的平均值, 如表 1所示。
| 参数名 | 1 | 2 | 3 | 4 | 5 | 平均值 |
| a0/μm | 52.4 | 50.1 | 43.3 | 70.6 | 49.8 | 53.2 |
| b0/μm | 405.5 | 464.7 | 328.7 | 635.5 | 366.7 | 440.1 |
| w0/μm | 95.7 | 153.4 | 86.6 | 177.7 | 125.3 | 127.7 |
机器人纤维铺放实验设备是将6自由度的Yaskawa Motoman SK120工业机器人机械手与纤维铺放单元进行组合。该机械手的可达空间从896 mm到2 573 mm, 最大允许有效载荷为120 kg。在纤维铺放单元和端部执行器之间, 安装力/扭矩传感器单元用以测量在机器人纤维铺放过程期间的压辊压力, 其也可以用作反馈装置以检查施加到基体表面的实际压辊压力。针对工艺要求, 用于分析的样品采用0°层叠铺放, 实验环境温度为(19±2)℃, 湿度为(32±3)%。由于2层间粘合的紧密程度, 直接反映了粘结的质量。所以利用剥离力来量化反应机器人纤维铺放制品的粘结性能。作为2层之间粘合的剥离测试平台由具有2 kN压力传感器的Mini-Instron 5848和专用夹具组成, 如图 7所示。楔形物的厚度为1.5 mm, 其用于以50 mm/min速度对测试样品进行剥离实验。

|
| 图 7 剥离实验台 |
实验以圆柱零件0°纤维铺放制品的层间粘结强度为目标, 铺放过程中的热气炬温度, 压辊压力, 铺放头铺放速度为变量, 使用响应面法原理中的Box-Behnken Design原理对实验进行规划设计。响应面的建模与分析使用Design Expert 8.0.6.1软件。实验设计的17组独立实验与结果如表 2所示。
| 组数 | 压力F /kg |
速度V /(mm·min-1) |
温度T /℃ |
剥离力/N |
| 1 | 10 | 190 | 350 | 18.2 |
| 2 | 18 | 190 | 200 | 17.7 |
| 3 | 2 | 100 | 50 | 10 |
| 4 | 10 | 100 | 200 | 23.4 |
| 5 | 18 | 100 | 50 | 16.6 |
| 6 | 10 | 100 | 200 | 21.8 |
| 7 | 2 | 190 | 200 | 15.9 |
| 8 | 10 | 10 | 50 | 9.4 |
| 9 | 18 | 10 | 200 | 15.5 |
| 10 | 10 | 10 | 350 | 16.7 |
| 11 | 10 | 100 | 200 | 24.1 |
| 12 | 2 | 10 | 200 | 8.7 |
| 13 | 10 | 190 | 50 | 18.6 |
| 14 | 10 | 100 | 200 | 22.4 |
| 15 | 2 | 100 | 350 | 14.4 |
| 16 | 18 | 100 | 350 | 17 |
| 17 | 10 | 100 | 200 | 22 |
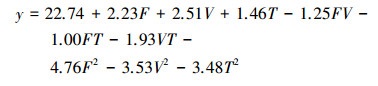
根据响应面法设计的17组实验所得的层间粘结强度结果, 得出各参数对层间粘结强度影响的二次回归模型如下所示:
|
(10) |
方差分析的结果如表 3所示, 其中模型项p值小于0.05, 说明此模型中y值与回归方程的关系显著。并且失拟项大于0.05, 说明所得方程与实际拟合中非正常误差所占比例小。从表 3中得出, 此模型有效, 且误差较小。
| 来源 | 平方和 | 自由度 | 均方 | F值 | P值 | |
| 模型 | 253.86 | 9 | 39.32 | 59.32 | < 0.000 1 | 显著 |
| F | 39.61 | 1 | 39.61 | 59.76 | 0.000 1 | |
| V | 50.50 | 1 | 50.50 | 76.20 | < 0.000 1 | |
| T | 17.11 | 1 | 17.11 | 25.82 | 0.001 4 | |
| FV | 6.25 | 1 | 6.25 | 9.43 | 0.018 0 | |
| FT | 4.00 | 1 | 4.00 | 6.04 | 0.043 7 | |
| VT | 14.82 | 1 | 14.82 | 22.36 | 0.002 1 | |
| F2 | 95.30 | 1 | 95.30 | 143.79 | < 0.000 1 | |
| V2 | 52.54 | 1 | 52.54 | 79.27 | < 0.000 1 | |
| T2 | 51.06 | 1 | 51.06 | 77.05 | < 0.000 1 | |
| 残差 | 4.64 | 7 | 0.66 | |||
| 失拟差 | 0.81 | 3 | 0.27 | 0.28 | 0.837 4 | 不显著 |
| 纯误差 | 3.83 | 4 | 0.96 | |||
| 总和 | 358.50 | 16 |
对实验数据平均值与中心点实验数据的平均值进行t-检验, T统计量检验结果表明, 中心实验点层间剥离力(22.9)和部分重复实验层间剥离力(15.4)差异极显著(p < 0.01), 说明实验的最优点在当前实验的设计范围之内。
2.3 多参数耦合优化分析在压力较小的情况下, 预浸纤维与基体表面无法紧密贴合, 即使铺放速度很低也很难提高其结合强度。随着压力的升高, 试件的层间粘结强度明显增加, 但过高的铺放压力会将熔融状态下的树脂基体挤出, 使预浸纤维产生较大变形, 最终产生纤维接触现象, 影响产品的尺寸和质量。在铺放压力适宜的情况下, 铺放速度过快会减少铺放压力的作用时间, 不能有效地使预浸纤维粘合在基体表面, 制品层间孔隙率过高, 影响最终制品质量。而过慢的铺放速度, 虽能明显增加压力作用在预浸纤维和基体接触面上的时间, 提高层与层之间的粘结强度, 但会显著降低加工效率。压辊压力与铺放速度耦合作用对层间粘结强度影响的响应面与等高线如图 8所示, 当铺放压力在10~14 N, 铺放速度在100~145 mm/min时, 其层间粘结强度最佳。

|
| 图 8 压力与速度耦合作用对层间剥离力的影响 |
在适宜的铺放速度下, 较低的热气炬温度无法使树脂聚合物基体达到熔融状态, 影响预浸纤维丝束和基体表面的聚合物分子链的扩散程度, 即使铺放速度很慢也很难提高接触面上的粘结强度。随着热气炬温度升高, 试件的层间粘结强度显著提高, 但过高的温度会使树脂变质, 影响制品性能。铺放头速度与热气炬温度耦合作用对层间粘结强度影响的响应面与等高线如图 9所示, 当温度在200~275 ℃, 铺放速度在100~145 mm/min时, 制品的层间粘结强度最佳。

|
| 图 9 温度与速度耦合作用对层间剥离力的影响 |
在热气炬温度较低的情况下, 树脂粘度高, 过小的铺放压力无法有效地将接触过程中产生的气泡从结合处挤出, 制品孔隙率升高, 导致层间粘结强度明显下降。随着热气炬温度的升高, 树脂粘度不断降低, 当热气炬温度过高且铺放压力过大时, 会将树脂从层间结合面的两侧挤出, 使纤维丝束的厚度变小且宽度增加。伴随着树脂挤出过多, 最终两层的增强纤维接触, 2层预浸纤维丝束层间粘结强度显著降低。铺放压力与热气炬温度耦合作用对层间粘结强度影响的响应面与等高线如图 10所示, 当温度为200~275 ℃, 压辊压力为10~14 N时, 其层间粘结强度较好。

|
| 图 10 温度与压力耦合作用对层间剥离力的影响 |
通过响应面法进行多参数耦合分析, 结合回归函数模型, 对工艺参数进行优化, 机器人纤维铺放圆柱形零件0°成型过程中, 达到零件层间粘结强度最优的工艺条件为:压辊压力11.5 N, 热气炬温度215.3℃, 铺放速度126.6 mm/min。根据此模型预测的表征层间粘结强度的层间剥离力为23.4 N, 据此优化后的工艺参数进行5次验证实验, 结果为23.5, 23.8, 24.2, 23.9, 24.7 N, 平均层间剥离力为24.1 N, 最大偏差为5 %。
3 结论1) 针对圆柱类零件加工过程, 综合分析了机器人纤维铺放工艺过程参数热气炬温度T, 压辊压力F, 铺放速度V对制品层间粘结强度的影响。
2) 对橡胶压辊与圆柱类零件0°接触过程进行分析研究, 得出接触压力与接触区域之间的变化关系。
3) 利用响应面法3个工艺参数对铺放质量的耦合作用进行分析, 验证了二次回归模型的准确性, 对工艺参数进了优化。实验结果显示:以层间粘结强度为目标, 在本实验条件下的最优铺放工艺参数为压辊压力11.5 N, 热气炬温度215℃, 铺放速度126 mm/min时铺放制品层间粘结强度最好, 其平均层间剥离力为24.1 N。
| [1] |
李斌太, 邢丽英, 包建文, 等. 先进复合材料国防科技重点实验室的航空树脂基复合材料研发进展[J]. 航空材料学报, 2016, 36(3): 92-100.
Li Bintai, Xing Liying, Bao Jianwen, et al. Research and Development Progress of National Key Laboratory of Advanced Composites on Advanced Aeronautical Resin Matrix Composites[J]. Journal of Aeronautical Materials, 2016, 36(3): 92-100. (in Chinese) |
| [2] |
张鹏, 孙容磊, 连海涛, 等. 自动铺带铺层贴合形成机制[J]. 复合材料学报, 2014, 31(1): 40-48.
Zhang Peng, Sun Ronglei, Lian Haitao, et al. Bonding Mechanism of Ply During Automated Tape Laying Process[J]. Acta Materiae Compositae Sinica, 2014, 31(1): 40-48. DOI:10.3969/j.issn.1000-3851.2014.01.006 (in Chinese) |
| [3] | He X, Shi Y, Kang C, et al. Analysis and Control of the Compaction Force in the Composite Prepreg Tape Winding Process for Rocket Motor Nozzles[J]. Chinese Journal of Aeronautics, 2016, 36(2): 836-845. |
| [4] | Zhao P, Shirinzadeh B, Shi Y, et al. Improved Uniform Degree of Multi-layer Interlaminar Bonding Strength for Composite Laminate[J]. Journal of Reinforced Plastics & Composites, 2017, 36(17): 1211-1224. |
| [5] |
韩振宇, 李玥华, 富宏亚, 等. 热塑性复合材料纤维铺放工艺的研究进展[J]. 材料工程, 2012(2): 91-96.
Han Zhenyu, Li Yuehua, Fu Hongya, et al. Thermoplastic Composites Fiber Placement Process Research[J]. Journal of Materials Engineering, 2012(2): 91-96. DOI:10.3969/j.issn.1001-4381.2012.02.020 (in Chinese) |
| [6] | Shirinzadeh B, Cassidy G, Oetomo D, et al. Trajectory Generation for Open-Contoured Structures in Robotic Fiber Placement[J]. Robotics and Computer-Integrated Manufacturing, 2007, 23(4): 380-394. DOI:10.1016/j.rcim.2006.04.006 |
| [7] | Ma Xuqiang, Gu Yizhuo, Li Yanxia, et al. Interlaminar Properties of Carbon Fiber Composite Laminates with Resin Transfer Molding/Prepreg Co-Curing Process[J]. Journal of Reinforced Plastics and Composites, 2014, 33(24): 2228-2241. DOI:10.1177/0731684414557060 |
| [8] | Khan M A, Mitschang P, Schledjewski R. Identification of Some Optimal Parameters to Achieve Higher Laminate Quality through Tape Placement Process[J]. Advances in Polymer Technology, 2010, 29(2): 98-111. DOI:10.1002/adv.v29:2 |
| [9] | Bendemra H, Vincent M J, Compston P. Optimisation of Compaction Force for Automated Fibre Placement[C]//Australasian Congress on Applied Mechanics, 2014: 957-965 |
| [10] | Grouve W J B, Warnet L L, Rietman B, et al. Optimization of the Tape Placement Parameters for Carbon-PPS Composites[J]. Composites Part A:Applied Science and Manufacturing, 2013, 50: 44-53. DOI:10.1016/j.compositesa.2013.03.003 |
| [11] |
文琼华, 王显峰, 何思敏, 等. 温度对预浸料铺放效果的影响[J]. 航空学报, 2011, 32(9): 1740-1745.
Wen Qionghua, Wang Xianfeng, He Simin, et al. Influence of Temperature on Placement Effect of Prepreg[J]. Acta Aeronautica et Astronautica Sinica, 2011, 32(9): 1740-1745. (in Chinese) |
| [12] |
段玉岗, 刘芬芬, 陈耀, 等. 纤维铺放压紧力及预浸带加热温度对复合材料力学性能的影响[J]. 复合材料学报, 2012(4): 148-156.
Duan Yugang, Liu Fenfen, Chen Yao, et al. Effects of Compaction Force and Heating Temperature of Prepreg on Composite Mechanical Properties during Fiber Placement Process[J]. Acta Materiae Compositae Sinica, 2012(4): 148-156. (in Chinese) |
| [13] | Zhao P, Shirinzadeh B, Shi Y, et al. Multi-Pass Layup Process for Thermoplastic Composites Using Robotic Fiber Placement[J]. Robotics and Computer-Integrated Manufacturing, 2018, 49: 277-284. DOI:10.1016/j.rcim.2017.08.005 |
| [14] | Tierney J, Gillespie J. W. Modeling of Insitu Strength Development for the Thermoplastic Composite Tow Placement Process[J]. Journal of Composite Materials, 2006, 40(16): 1487-1506 |
| [15] | Schell J S U, Guilleminot J, Binetruy C, et al. Computational and Experimental Analysis of Fusion Bonding in Thermoplastic Composites:Influence of Process Parameters[J]. Journal of Materials Processing Technology, 2009, 209(11): 5211-5219. DOI:10.1016/j.jmatprotec.2009.03.008 |
